В основе разработанного компанией Molins участка станков с ЧПУ, названного «Система 24» (он должен обеспечивать обработку в течение 24 ч в сутки при работе персонала только в первую смену), лежат следующие три основных принципа.
- Использование, где это только возможно, в качестве конструкционных материалов легких сплавов устраняет основную преграду производственного процесса малую скорость резания, достижимую в то время при обработке черных металлов. Это позволяет на порядок увеличить производительность станков, управляемых от ЭВМ. Использование легких сплавов не является, конечно, обязательным условием, однако преимущества настолько значительны, что в будущем их следует как можно шире применять в качестве конструкционных материалов.
- Отход от концепции использования единичных станков с ЧПУ и принятие принципа группового их применения фактически означает что создаются гибкие производственные системы, позволяющие значительно повысить эффективность и универсальность в использовании оборудования.
- Третий принцип обусловлен двумя предыдущими. Их осуществление обеспечивает очень короткое машинное время, при этом нельзя мириться с большими простоями, происходящими из-за того, что решения принимает человек. Это приводит к необходимости создания системы, полностью управляемой ЭВМ, где вычислительной машине поручается исполнительная власть для выполнения своих решений.
«Система 24» спроектирована на основе этих трех основных принципов. Для создания участка требовалось сконструировать ряд станков и вспомогательное оборудование, включая электронные узлы; подготовить математическое обеспечение. При выполнении поставленной задачи разработчики старались наилучшим образом использовать существующую технологию, чтобы создать оборудование, обладающее высокой надежностью и сроком службы, отвечающее требованиям безостановочной круглосуточной эксплуатации.
Предпосылки разработки «Системы 24»
Целью программы развития, приведшей к разработке «Системы 24», являлось упрощение и удешевление стоимости обработки деталей для широкой номенклатуры машин, используемых в производстве и упаковке сигарет. Общее число таких машин составляет примерно 30 и в каждую из них входит от 1000 до 3000 деталей. В период, предшествовавший разработке участка станков, почти все эти детали изготовляли из балванок или из отливок, в основном черных металлов.
Детали обрабатывали обычными способами на станках с ручным управлением. Для того чтобы накопить опыт обработки этих деталей на станках с ЧПУ, было куплено несколько таких станков, которые использовались для обработки специально подобранных и наиболее подходящих деталей. Число таких деталей в настоящее время превышает 20, и уже накоплен опыт, позволяющий сделать некоторые выводы. Можно считать, что хотя обработка с применением ЧПУ на современном уровне имеет многочисленные преимущества по сравнению с традиционными методами, существенного удешевления обработки не наблюдается. Конечно, если специально подобрать наиболее подходящие детали, то можно получить данные, свидетельствующие о заметном снижении стоимости, однако средние величины, охватывающие значительную часть всех деталей, показывают, что стоимость обработки на станках с ЧПУ сопоставима со стоимостью, характерной для обычных способов обработки.
Главным барьером, ограничивающим повышение производительности на станках с ЧПУ, являлись небольшие скорости резания при обработке черных металлов. Основная масса всех деталей в машиностроении изготовляется из черных металлов; это имеет вполне разумные причины, так как на рынке имеется широкая номенклатура черных металлов и их сплавов, обладающих различными свойствами и прочностью, и эти материалы дешевы.
Вместе с тем на выбор материала влияет также и довольно неубедительное соображение: машины всегда делаются из стали и чугуна. В течение ряда лет произошло значительное улучшение материалов, на базе которых происходит проектирование режущего инструмента, особенно в связи с появлением металлокерамики и керамических материалов. Однако нет данных, говорящих о том, что прогресс в этой области будет продолжаться, и поэтому сейчас обращено внимание на химические, электрические и электрохимические методы обработки металлов. В ряде специальных областей эти методы применяются с большим успехом, однако почти нет никаких сведений, что они найдут всеобщее применение, и можно с уверенностью сказать, что эти методы не будут использоваться для прецизионной обработки.
Вспомнили снова старую истину: «Следует добавлять металл, где он нужен, вместо того, чтобы удалять его там, где он не нужен». В связи с этим возродилось прецизионное литье, и появились предложения об использовании кузнечно-прессового оборудования с ЧПУ. Есть, однако, большие сомнения в том, что эти методы обработки смогут иметь такое же широкое применение, как высокоточные металлорежущие станки.
Причина этого безвыходного положения в том, что внимание большинства производственников всегда было направлено на черные металлы. Только в одной отрасли промышленности, авиационной, нет этих проблем, потому что там в течение уже долгого времени в качестве основного конструкционного материала применяли алюминий. Лишь в последнее время применение алюминия перестало быть универсальным из-за высоких температур, связанных с появлением газовых турбин и полетами со сверхзвуковыми скоростями. Это, однако, не относится к более простым машинам и аппаратуре. В авиационной промышленности никогда не было особых трудностей, связанных с ограничением режимов обработки. Использование высокоскоростных деревообрабатывающих станков для обработки легких сплавов позволило значительно повысить режимы обработки. Скорости резания при обработке легких сплавов, особенно сплавов, обладающих хорошей обрабатываемостью и содержащих небольшие присадки висмута и свинца, почти неограничены, и если выполнены условия, обеспечивающие хорошее стружкообразование, можно считать, что чем выше скорости резания, тем лучше.
Совершенно очевидно, что если детали, подлежащие обработке, будут изготовлять из легких сплавов, то исчезнет главная преграда повышения производительности станков с ЧПУ. Сотрудники компании Molins, задали себе вопрос: «Почему, наши машины не могут быть изготовлены из легких сплавов?» Было совершенно ясно, почему до сих пор их выполняли в основном из чугуна и стали; просто потому, что это традиционные материалы, а при существующих технологических методах не было видно особых преимуществ в переходе на другие материалы, за исключением выигрыша в массе. Если две одинаковые детали, одна стальная, а другая из легкого сплава, изготовляют обычным методом, то деталь из легкого сплава, при прочих равных обстоятельствах, окажется несколько дороже из-за более высокой стоимости материала. В принятии решения о широком использовании легких сплавов в машинах, выпускаемых компанией Molins, фактор массы играл большую роль, так как оборудование, используемое в табачной промышленности, часто устанавливается в цехах очень тесно, что приводит к перегрузке межэтажных перекрытий и полов. В результате тщательного исследования специалисты пришли к выводу, нет никаких сколько-нибудь серьезных причин, препятствующих созданию машин в основном из легких сплавов, если налицо явные технологические преимущества. Исходя из всего вышеизложенного, компания приступила к созданию участка станков.
Конструирование машин из легких сплавов
В отраслях, изготовляющих промышленное оборудование, в отличие от занятых производством товаров потребления и тяжелой промышленности, например судостроении, стоимость сырья, как правило, является существенным фактором ценообразования. Наибольшее влияние имеет дополнительная стоимость (обработка, труд и т. д.). Например компания может покупать сырье по цене от 200 до 400 фунтов стерлингов за тонну, а готовые изделия продавать по цене от 5000 до 10 000 фунтов за тонну. Такое соотношение не редкость. При переходе от черных металлов к легким сплавам стоимость материалов резко не возрастает, так как определяющим параметром детали является ее объем, а не масса, а соотношение масс при этом в среднем равно 2,5, что в значительной мере уравнивает стоимость единицы объема детали.
В целом ряде отраслей промышленности, особенно там, где работают конструкторы, имеющие опыт работы в авиационной промышленности, уже признаны преимущества легких сплавов. в приборостроении и оптической промышленности они стали основным материалом. Те же тенденции наблюдаются в промышленности, производящей периферийное оборудование для ЭВМ и конторские машины, и можно ожидать, что вскоре это коснется текстильной, полиграфической, промышленности, производящей упаковочное оборудование и др.
В начале работы над созданием участка было проведено тщательное изучение и определены типоразмеры деталей, которые могут быть изготовлены из легких сплавов, а также универсальность таких конструкций. Результаты изучения показали, что 70% обрабатываемых в компании деталей укладываются в размеры 300х300х150 мм (12х12х6 in), и огромное большинство деталей (80-90%) могут быть изготовлены из легких сплавов.
При этом, кроме ускорения обработки, во многих случаях появятся и некоторые дополнительные преимущества. Как показал опыт, результаты изучения соответствуют действительности, а подобные соотношения можно обнаружить и во многих других отраслях промышленности. В новых машинах, выпускаемых компанией, почти все металлические детали изготовлены из легких сплавов, и могут быть успешно обработаны с высокими скоростями резания.
Комплекс взаимодополняющих станков
Большинство деталей машин сконструированы так, что обработка деталей сравнительно несложная, и обычно требует перемещений по трем осям, а в этом случае подходят трехосевые обрабатывающие центры с ЧПУ. Однако довольно часто на таких деталях имеется немного более сложной обработки, которая может быть выполнена с одной установки, если обеспечена возможность перемещений по пяти осям. Совершенно ясно, что если это только возможно, надо избегать перестановок деталей, так как иначе будут потеряны почти все преимущества, вытекающие из применения станков с ЧПУ. Обработка, требующая перемещений по пяти осям, может состоять всего лишь из обработки отверстия или крошечного торца, или фланца для подсоединения трубопровода под углом. Однако, если это не может быть выполнено, то придется нарушить настройку, вновь установить деталь и в результате очень маленький объем обработки может обойтись так же дорого, как и вся остальная обработка детали, хотя по объему снимаемого металла она может составить каких-нибудь 5%. Проверка, проведенная в компании, показала, что обработка с перемещением по пяти осям необходима примерно для 50% деталей, которые можно обрабатывать на станках с ЧПУ, но при этом, как правило, объем обработки составит менее 10% от общего объема.
На основании всего вышеизложенного можно сказать, что многооперационные станки с ЧПУ должны иметь перемещения по пяти осям, иначе можно будет выполнить лишь половину предполагаемого объема работ.
При создании пятикоординатного станка приходится принимать ряд компромиссных конструктивных решений. Не говоря уже о высокой стоимости такого станка, надо учитывать, что при использовании в режиме обработки по трем осям его эффективность и производительность будут ниже, чем у простого и более жесткого станка с перемещениями по трем осям. Для повышения производительности обычных станков с перемещением по трем осям их выполняют многошпиндельными. Осуществить подобную модернизацию пятикоординатного станка значительно сложнее.
Решение проблемы заключается в создании комплекса взаимодополняющих станков, каждый из которых выполняет определенные операции с наибольшей производительностью и скоростью. Обрабатываемые детали в зависимости от их сложности проходят через несколько или через все станки участка. Например, деталь, обработка которой на 50% состоит из фрезерования по трем осям, на 40% из обработки отверстий (включая расточку, развертывание, сверление и нарезание резьбы) и на 10% из фрезерования по пяти осям или обработки отверстий (например, небольшой торец с двумя отверстиями под разными углами), побывает на всех трех специализированных станках. Но это не значит, что продолжительность пребывания на каждом из станков будет прямо пропорциональна объему обработки, так как скорость обработки на трех станках неодинакова. В «Системе 24» эффективная скорость обработки на трехкоординатном фрезерном станке с высокой скоростью резания примерно в 4 раза выше, чем на шестикоординатном, несмотря на то, что в конструкции обоих станков заложены одинаковые принципы. Сложность конструкции и гибкость шести координатного станка вынужденно привели к тому, что при его создании пришлось пойти на ряд компромиссов, а это привело к снижению производительности по сравнению с более простым станком.
Данный пример хорошо иллюстрирует большие преимущества, вытекающие из принципа пропускания обрабатываемой детали через группу взаимодополняющих станков. Каждый из станков комплекса может обеспечивать максимальную производительность при выполнении ограниченного числа операций, например используя высокоскоростное резание металлов на станках с ЧПУ, точных расточных работах или при обработке сложных профилей. Любому конструктору ясно, что такой подход позволяет добиться высокой производительности на каждой операции. Другим преимуществом является то, что система получается гибкой и при необходимости к участку может быть добавлен новый станок, который выполнит какие-либо операции с большей точностью или сможет выполнять операции до сих пор недоступные.
Решением этого принципа явилось создание приспособления-спутника и метод его позиционирования, которое осуществляется с точностью, значительно более высокой, чем это диктуется требованиями технологического процесса. Благодаря этому, приспособление-спутник и стол станка, на котором оно закреплено, становятся связующим звеном между станками комплекса.
Высокая точность позиционирования в «Системе 24» должна обеспечиваться электронной сервосистемой, так как было решено, что применение механической системы позиционирования не сможет обеспечить надежную работу в течение долгого времени, когда возможно засорение механических устройств мелкой стружкой и грязью и требуется обеспечить точность установки их ±0,0001 in (±0,0025 мм).
Комплексная система для серийного производства
Одно дело задумать и сконструировать станки и аппаратуру для производства с использованием ЧПУ. Совсем другое - обеспечить эффективную работу такого оборудования. Достаточно посетить цех, в котором работают станки с ЧПУ, и посмотреть сколько из них в данный момент занято обработкой, чтобы понять, что это означает. При значительном сокращении машинного времени и установке и закреплении обрабатываемых деталей на спутниках, а не на станках, важнейшее значение и влияние на эффективность работы оказывает точность и эффективность работы транспортирующих устройств. «Система 24», состоящая из шести станков, по расчетам может обработать за день от 2000 до 20 000 деталей. Трудно себе представить, чтобы такой объем материалов и информации могут быть успешно и без путаницы подготовлен и обработан вручную.
Единственное решение - непосредственное управление всем процессом от ЭВМ, для которой обработка такой информации детская игра. Чтобы такое управление было действенным и эффективным, ЭВМ не только должна давать команды, но и иметь физическую возможность обеспечивать их быстрое выполнение. Для этого необходимо иметь управляемые от ЭВМ автоматические устройства, осуществляющие движения исполнительных органов, гибко реагирующие на изменяющиеся условия.
Практически, это означает, что система должна содержать электромеханические устройства, и весь процесс должен быть построен так, чтобы ЭВМ могла справиться с любой вероятной ситуацией, и лишь в очень редких случаях требовалось вмешательство человека. Все этапы, начиная с подбора заготовок, подлежащих обработке, подготовка материала заготовок, установка и крепление детали на станке, конструирование крепежных и зажимных приспособлений, автоматическое перемещение по командам ЭВМ материалов и приспособлений с места на место, конструирование станков, работающих в полностью автоматическом режиме, автоматическая смена инструмента, удаление стружки, смена управляющих программ, перестановка обрабатываемых деталей, разгрузка законченных деталей и их передача в основное производство и на сборку, - все это должно быть заранее продумано самым тщательным образом и во всех деталях, с учетом всех возможных обстоятельств и случайностей.
Разработчики старались сконструировать, насколько это только возможно при современном состоянии технологии, наиболее передовую систему, моральный износ которой проходил бы как можно медленнее. Это соображение очень существенно, так как узлы системы предназначены для работы в течение практически неограниченного срока. В конструкциях очень широко применены гидро- и аэростатические опоры. Создание комплексной системы для серийного производства является большим шагом вперед по сравнению с существующими технологией и организацией производства. Благодаря тому, что оборудование конструировали по узлам методом агрегатирования, из них в зависимости от предъявляемых требований можно составлять производственные системы различной сложности, начиная от одного станка и до комплексной системы.
Конструктивные принципы
В начале разработки системы специалисты исходили из потребностей компании Molins и старались добиться максимальной экономии расходов и времени на обработку деталей. При этом было весьма желательно в наибольшей возможной степени использовать уже существующее оборудование. Такие возможности были тщательно изучены и затем отвергнуты. Опыт, полученный при изучении работы одного из самых больших в Европе участков не связанных между собой станков с ЧПУ, показал со всей определенностью, что такие станки не могут играть роль «кирпичиков» при создании полностью автоматизированной системы. Сведение участия человека до минимума требует создания станков, обеспечивающих совершенно иной порядок точности, согласованности в работе отдельных узлов, надежности и срока службы, не говоря уже про транспортные системы автоматических станочных линий для транспортировки деталей, которых не было у станков того поколения. Хотя основной объем обработки выполняется не с очень жесткими допусками, на многих деталях имеются отдельные места, например центровые отверстия шестерен, для выполнения которых требуется точность, которую может обеспечить только координатно расточной станок. Существовавшие в то время станки (с ЧПУ или без него) моли обеспечить точность и надежность лишь при регулярном наблюдении оператора за их работой. Такие станки нигде не использовали без участия рабочего, хотя во многих компаниях, в том числе и в Molins, это сделать пытались. Незначительные отклонения в работе или неисправности, которые останутся почти незамеченными, если их устранит оператор, могут привести к остановке станка, работающего без присмотра. Как показал опыт, если обработка ведется с допусками порядка ±0,05 мм (0,002 in), необходимо постоянное присутствие и внимательное наблюдение человека за работой станка. Станки могли работать без участия квалифицированного рабочего, если, например, точность фрезерной обработки детали не превышала ±0,125 мм (0,005 in). Конструкции станков, к которым предъявляются требования надежной работы без присмотра и обеспечения высокой точности обработки, должны быть выполнены по самым высоким техническим требованиям.
С точки зрения одной только точности суммирование ошибок от разных источников (диаметр и эксцентриситет режущего инструмента, радиальное биение шпинделя, ошибки направляющих, по которым перемещаются каретки с инструментом, запаздывание сервомеханизмов и т. д.) означает, что для изготовления деталей на полностью автоматизированных станках с требуемыми допусками необходимо ужесточить допуски на все составляющие суммарной ошибки обработки, и довести их до величин, составляющих 10-30% от реально достижимых на выпускаемых в настоящее время станках с ЧПУ. Такая высокая точность могла быть достигнута, если при конструировании станков с самого начала будут использованы последние достижения технологии и уделено особое внимание всем мелочам в конструкции самого станка и всех дополнительных устройств, таких, например, как приспособления-спутники, загрузочные и разгрузочные механизмы, системы позиционирования, геометрическая форма и опоры направляющих, методы смены инструментов, шпиндели и приводы станков, системы уборки стружки, системы управления, блокировочные устройства и множество других, одинаково важных систем и устройств.
Короче говоря, нужны были станки, отвечающие следующим требованиям:
- Сравнительно небольшие размеры обрабатываемых деталей (300х300х150 мм).
- Сверхвысокая надежность для круглосуточной работы, что вызывает необходимость повсеместного применения гидростатических опор.
- По меньшей мере два одновременно работающих шпинделя для повышения производительности.
- Обрабатываемая поверхность должна быть расположена вертикально или вверх дном для обеспечения хорошего отвода стружки.
- Очень высокие ускорения при движении подвижных узлов, чтобы избежать излишнего трения инструмента о поверхность стола при его подводе и отводе и для сокращения холостого времени подвода.
- Очень большие мощности на шпинделе для обеспечения резания с высокими скоростями. Необходимы мощности от 15 до 24 hp, при частоте вращения до 30 000 об/мин. Эти требования не могут быть обеспечены при использовании шпинделей с электро- приводом из-за ограничений, вызванных габаритами и тепловыделением, влияющим на точность.
- В добавлении к трехкоординатным станкам необходимо иметь пяти- или шестикоординатный станок для обработки деталей тех же размеров.
Совершенно ясно, что негде было купить станки, отвечающие перечисленным требованиям. Поэтому разработчики решили создать всю систему заново, не обращая внимания на укоренившиеся представления о том, какими должны быть станки, используя при этом новейшие достижения для получения максимальной производительности.
Работа над созданием системы потребовала проведения в широком объеме исследований и экспериментальных разработок в области резания и определения оптимальных соотношений по выбору инструментов для обработки соответствующих материалов. Были получены ценные и интересные результаты и разработан ряд технологических приемов и методов, которые могут быть широко использованы.
Значительные достижения в области техники управления и контроля были достигнуты в сотрудничестве с компанией Ferranti, Эдинбург. Высокая производительность «Системы 24» во многом определяется возможностями системы ЧПУ, используемой в комплексе станков. Обеспечение необычно высоких требований к работе при полном отсутствии износа и минимальном обслуживании в условиях напряженной круглосуточной эксплуатации потребовало создания семейства совершенно необычных станков.
Большое влияние на конструкцию станков оказывало требование, чтобы станки были очень точными и в то же время это достигалось без использования таких технологических приемов, как шабровка и подгонка, традиционных для прецизионного станкостроения (например, применяемых для изготовления координатно-расточных станков).
Производители координатно-расточных станков обладали многолетним опытом, поэтому практически нельзя было рассчитывать на получение хороших результатов при попытке использовать те же приемы, когда начинаешь «с нуля». Поэтому специалистам поставили задачу создать станки, в которых использовались бы элементы направляющих, изготовляемых с очень высокой точностью, с последующей индивидуальной юстировкой их взаимного положения на станке.
Конструкция станков основана на применении нового вида комбинированных цилиндрических гидростатических направляющих, с помощью которых осуществляется позиционирование и управление по всем осям. Основные детали узла показаны на рис. 1. Точеный валик и труба из стального сплава шлифованы. Расположенный посередине штока участок большего диаметра выполняет роль поршня.
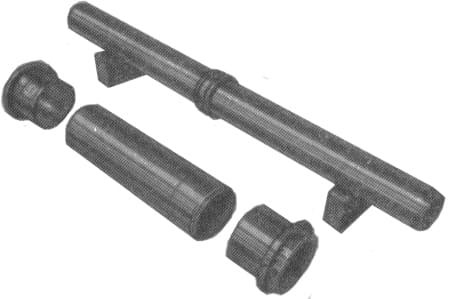
Рис. 1. Комбинированные гидростатические направляющие с исполнительным цилиндром
Разность площадей поперечных сечений, проведенных через средний и крайние участки штока, образует рабочую площадь гидроцилиндра. Поршень имеет уплотнительные кольца. Всю поверхность штока хромируют и затем снова шлифуют. Высокие требования предъявляют к геометрической форме штока в продольном и поперечном сечениях.
Шток перемещается в цилиндрической направляющей. Две концевые крышки, содержащие гидростатические подшипники, вместе с подводящими и отводящими трубками и уплотнениями также входят в комплект. Все перечисленные детали образуют узел цилиндра с поршнем. Шток поршня и гидростатические подшипники вместе образуют цилиндрическую гидростатическую направляющую, обеспечивающую прямолинейное перемещение кареток. Для предотвращения поворота направляющие используют в комбинации с плоской двухсторонней гидростатической ползушкой. В результате цилиндрическая и плоская направляющие совместно образуют четкую кинематическую систему, которая может быть сконструирована так, что она обеспечивает очень высокую жесткость и точность.
Эту конструкцию в той или иной форме используют для перемещения всех кареток станков «Системы 24». Имеется возможность регулировать направление перемещения кареток, чтобы обеспечить параллельность или перпендикулярность их хода. Для уменьшения массы подвижных узлов и улучшения их серводействия почти все они изготовлены из легких сплавов. Тип привода шпинделя, предназначенного для высокоскоростной обработки со значительным съемом металла, имел в своей комплектации специально разработанную турбину Пельтона (рис. 2), в которую подается масло под давлением. Развиваемая мощность до 24 hp, частота вращения до 24 000 об/мин.
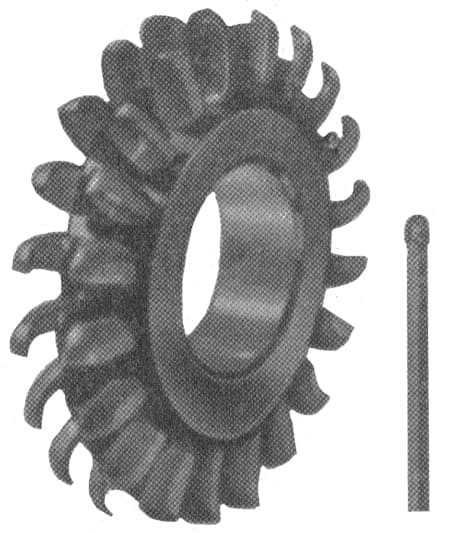
Рис. 2. Турбина Пельтона привода шпинделя
Станки работали в полностью автоматическом режиме и не требуют вмешательства оператора. Обрабатываемые детали вместе со спутниками автоматически загружались и разгружались, смена инструментов и их установка на размер также происходила автоматически, И таким образом исключалась необходимость в использовании предварительно настроенного на размер инструмента. Отвод стружки полностью автоматизирован. Стружка при резании металла доставлялась транспортером на пункт, где ее прессовали в брикеты. Управление работой станков осуществлялось гидравлическими сервомеханизмами. Система обратной связи, обеспечивающая передачу информации о положении отдельных узлов, содержала линейные и круговые датчики с дифракционными решетками.
Кроме автоматических станков, для которых высокоточные системы позиционирования приспособлений-спутников являются одним из обязательных составных узлов, было разработано огромное число различных дополнительных устройств, в том числе для перемещения спутников и материалов по команде ЭВМ, оборудование для загрузочных позиций и крепежно-установочная оснастка, позволяющих упростить и ускорить подготовительный процесс установки для перебазирования деталей, с помощью которых сложная перестановка может быть легко выполнена работницей невысокой квалификации. Описание работы этих устройств и систем не является полным и подробным, однако оно дает представление о широких возможностях, которые открылись в результате тщательного изучения данной области технологии.
При создании «Системы 24», кроме станков и оборудования, было разработано также большое математическое обеспечение ЭВМ. Были автоматизированы выдача заказов и составление программы обработки деталей и в соответствии с этим - подача необходимых заготовок, оснастки и материалов в систему.
Использование ЭВМ модели IBM1330 для непосредственного управления работой «Системы 24» вызвало необходимость в разработке оборудования ввода (вывода) и подготовки математического обеспечения, позволяющего справиться с любой сложной ситуацией, которая может возникнуть в автоматической системе. Для ускорения прохождения огромного числа разнообразных деталей через систему необходимо было разработать специальное матобеспечение, упрощающее программирование деталей.
При установке первой «Системы 24» в Дептфорде очень повезло, так как компания в это время собиралась строить новое здание и мы воспользовались возможностью спроектировать его так, чтобы оно отвечало всем требованиям «Системы 24». Гидроагрегаты и устройства для сбора и переработки стружки были размещены в подвале, над которым расположено главное помещение с установленными в нем станками. Загрузочные позиции находились в конце зала. На антресолях было расположено оборудование для обработки информации и центр управления.
Далее приведено описание комплекса, состоящего из шести станков, предназначенного для работы в течение 24 ч в сутки при односменной дневной (8 ч) загрузке деталей. Комплекс был установлен в корпусе завода компании Molins в Дептфорде, Англия. Преимуществом данного варианта компоновки является агрегатное построение. Участок может быть расширен за счет неограниченного увеличения числа станков. Для того чтобы обеспечить заданную среднюю продолжительность цикла обработки, необходимо только изменить расстояние между станками, что, в свою очередь, обеспечивает необходимое пространство для установки стеллажей и загрузочных позиций.
Оборудование
Станки установлены в один ряд с шагом 3,3 м. Система сбора и переработки стружки и силовые агрегаты, включая гидроагрегаты, размещены в подвальном помещении под станками. Около каждого станка расположено загрузочно-разгрузочное устройство. Рядом со станками расположен центральный накопительный стеллаж со сквозными ячейками. Вдоль стеллажа с обеих его сторон перемещаются два штабелера MOLAC (автоматический транспортер компании Molins). В ячейках стеллажа длиной 3285 мм каждая можно хранить 72 пары загруженных деталями приспособлений-спутников. Этот запас спутников достаточен для непрерывной работы «Системы 24» в течение 18 ч при расходе четырех пар спутников в час на станок и средней продолжительности цикла обработки 15 мин. Вдоль стеллажей со стороны, противоположной линии станков, расположен участок загрузки деталей на приспособления-спутники.
Отдельные позиции участка загрузки сгруппированы по три и между ними расположено по одной установке для перестановки деталей и контроля правильности их размещения на приспособлениях-спутниках. Загрузочные позиции оснащены различными приспособлениями, обеспечивающими возможность использования для правильной установки деталей на спутники малоквалифицированных операторов. Ввиду большой важности правильной установки деталей особое внимание было обращено на то, чтобы при конструировании загрузочных позиций выполнялись требования эргономики и обеспечивалась высокая надежность. Перед оператором размещена специальная панель, на которой дается следующая информация.
- Указание об операции, которую должен выполнить оператор (установка деталей, их перестановка или разгрузка).
- Двузначное цифровое табло с дополнительным указанием знака (плюс или минус).
- Аппарат двусторонней диспетчерской связи с центром управления. Через динамик этого аппарата, по желанию оператора, во время работы также передается музыка.
Загрузочные позиции представляют собой секции, равные по длине трем приспособлениям-спутникам (1095 мм), шириной 1460 мм. Ширина последней секции, расположенной у штабелера MOLAC, равна 760 мм. Эта секция представляет собой промежуточный стеллаж, который предназначен для подачи приспособлений-спутников на транспортер и получения их с последнего, а также для установки на нем двух пар приспособлений-спутников со стороны подачи и одной пары - со стороны получения. Эти приспособления-спутники составляют буферный запас между транспортером и участком загрузки.
Детали, инструмент и другие материалы поступают к загрузочным позициям и станкам от соседнего отделения комплектовки заготовок и затем возвращаются обратно с помощью двух транспортеров. Подающий транспортер автоматически доставляет контейнеры с заготовками и другими материалами от стеллажей комплектовочного отделения к соответствующим загрузочным позициям. Возвратные конвейеры для перемещения деталей на производстве доставляет также использованные инструменты и т. д. обратно. Каждая загрузочная позиция снабжена электронным устройством, которое считывает номер приспособлений-спутников и контейнеров и передает эту информацию к ЭВМ.
Планирование производства и обработка информации
Заказы на обработку деталей на станках «Системы 24» выдаются одновременно с выдачей заказов на обработку остальных деталей, изготовляемых на заводе. Номера чертежей деталей, подлежащих обработке на «Системе 24», имеют дополнительный буквенный индекс или какое-либо другое отличие, позволяющее отделить их от остальных чертежей, поступающих в производство. В заказе на изготовление деталей указываются номера чертежей и необходимое количество деталей не менее чем на 10 дней.
Все данные, необходимые для обработки деталей на станках «Системы 24», записываются обычным текстом на широкой бумажной ленте, называемой «Главный реестр деталей». Ежедневный заказ на изготовление составляется по выборке из Главного реестра. Главный реестр постоянно пополняется по мере того, как составляются программы обработки новых деталей, ранее не обрабатывавшихся на «Системе 24». В Главном реестре не определено количество обрабатываемых деталей, которое включается в ежедневный заказ по данным из заказа на изготовление всей партии деталей.
Следующим этапом в составлении ежедневной программы является группирование деталей с учетом условий и размеров партии, чтобы обеспечить равномерную загрузку всех станков, входящих в «Систему 24». По номерам чертежей деталей ЭВМ определяет необходимые станки и продолжительность действия управляющих лент на каждой операции и по этим данным подбирает оптимальные ежедневные партии, обеспечивающие заданную степень загрузки оборудования.
Ежедневная выборка из главного реестра, получаемая в результате этой работы, используется совместно с двумя дополнительными ведомостями, составляемыми ЭВМ И печатаемыми открытым текстом: «Ежедневная ведомость необходимых заготовок» и «Ежедневная ведомость необходимых управляющих лент», используемых на каждом из станков «Системы 24».
Ежедневная выборка из Главного реестра кодируется в виде перфокарт или в какой-либо другой форме, пригодной для ввода в ЭВМ «Системы 24».
Подготовка заготовок
Заготовки могут быть подготовлены либо за день до их обработки на станках (одноступенчатая структура), при этом склад материалов совмещается с отделением комплектования заготовок, либо за более продолжительный срок, при этом склад может быть отделен от участка комплектовки (двухступенчатая структура). В выборе той или иной структуры большую роль играет общая организация производства, принятая в компании.
Ежедневные ведомости необходимых заготовок поступают на склад материалов (обычно за несколько дней вперед). Чаще всего детали на участке «Система 24» изготовляются из прутков легких металлов, катаных листов и иногда из поковок. Прутковые материалы хранят на складе в отдельных ячейках и различаются поперечным сечением. Каждому поперечному сечению в комбинации и с маркой материала присвоен кодовый номер. Листовые материалы кодируют в зависимости от марки металла и толщины листа. При заказе заготовок указывают длину прутка данного сечения или площадь листа. Габаритные размеры и количество заготовок, потребных для работы, указывают в ежедневной ведомости. Преимущество двухступенчатой структуры подготовки заготовок заключается в том, что можно на более долгий период группировать заготовки с одинаковым кодовым номером.
Заготовки отрезаются на быстроходной циркулярной пиле подобно бревнам. Одна поверхность заготовки обрабатывается чисто на специально приспособленном фрезерном станке. В среднем на обе эти операции затрачивается менее 2 мин на заготовку, а если отрезаются заготовки, предварительно подобранные по группам, это время не превышает 1 мин.
Для облегчения и ускорения отрезки заготовок с помощью ЭВМ составляется «Недельная ведомость необходимых заготовок», в которой группируются заготовки из прутков равного сечения и листов одинаковой толщины. Отрезанные заготовки до подачи в отделение комплектовки хранятся в тележках. Отделение комплектовки, расположенное рядом с главным залом «Системы 24», занимается подбором групп заготовок, крепежных устройств и всех дополнительных материалов (в соответствии с кодовыми номерами деталей), которые укладываются в контейнеры. Заполненные контейнеры устанавливаются в промежуточную секцию стеллажей комплектовочного отделения, откуда они на следующий день забираются штабелером и подаются к соответствующим загрузочным позициям.
Отделение комплектовки заготовок получает ежедневные ведомости нужных заготовок и программных лент за один день до запланированной обработки. Работой системы управляет небольшая ЭВМ (ІВМ1130 или подобная ей), в памяти которой хранятся все необходимые данные ежедневной выборки из главного реестра.
Система работает следующим образом. Из картотеки выбирается соответствующий номеру детали пластмассовый конверт, в котором находится предварительно подготовленная и проверенная информация, необходимая для подготовки заготовки и ее закрепления. В нее входят: чертеж заготовки, шаблон или специальная перфокарта для сверления отверстий; чертеж или фотография установки детали на приспособлении-спутнике; установочный шаблон из прозрачного пластика; ведомость крепежных устройств, необходимых для установки деталей на приспособлении-спутнике.
Если в процессе обработки требуется перестановка детали на приспособлении-спутнике, в конверт также вложены: шаблон для перестановки из прозрачного пластика; ведомость крепежных устройств, необходимых для перестановки детали.
Стеллажи комплектовочного отделения, к которым подходит штабелер «МОLAC», установлены вдоль одной из стен отделения комплектовки. В ячейках стеллажа контейнеры устанавливаются в соответствии с их номерами. Оператор, загружающий контейнеры, берет любой порожний контейнер и укладывает в него заготовки, чертежи заготовок и шаблоны для сверления отверстий. Затем заготовки поступают в сверловочное отделение, где по данным приложенных чертежей и шаблонов производятся сверление и нарезание резьбы или же выполняются какие-либо другие подготовительные операции. Сверление отверстий на станке и нарезание резьбы в отверстиях выполняются многошпиндельными сверлильными головками по команде от перфокарты. Все отверстия сверлятся одновременно; они предназначены для закрепления заготовки на приспособлении-спутнике.
После этого шаблон и чертеж удаляются, и в контейнер укладывается ящик с крепежными устройствами и прозрачным пластмассовым шаблоном. На последнем этапе подготовки контейнер поступает на контрольную установку, где располагается над электронным считывающим устройством, которое определяет его номер. После того, как контролер проверит правильность комплектации контейнера, он вставляет в считывающее устройство пластмассовый шаблон (одинаковый с номером детали). Если происходит одновременное считывание номеров на шаблоне и на контейнере, они вводятся в запоминающее устройство ЭВМ. Если размеры партии таковы, что для размещения заготовок требуется несколько контейнеров, шаблон помещается в каждом из них, и в запоминающее устройство вводятся пары номеров, состоящие из повторяющегося номера шаблона и номеров контейнеров. Заполненные контейнеры устанавливаются в промежуточной секции стеллажей комплектовочного отделения, откуда они забираются транспортером-штабелером «MOLAC» и устанавливаются в определенном порядке в ячейках главного стеллажа.
Таким образом, в ячейках главного стеллажа установлены пронумерованные контейнеры, содержащие заготовки, оснастку и всю необходимую информацию, предназначенные для обработки. На следующий день с помощью транспортера-штабелера «МOLAC» контейнеры автоматически забираются из ячеек по командам ЭВМ и в должной последовательности подаются к загрузочным позициям.
Загрузка деталей на приспособления-спутники
На следующий день, когда наступает очередь загрузки данной партии деталей, ЭВМ вызывает со стеллажей комплектовочного отделения столько свободных приспособлений-спутников, сколько требуется для обработки всех деталей этой партии, и адресует их в секцию накопительных стеллажей, находящуюся в непосредственной близости от станков, на которых будут обрабатываться детали. Одновременно ЭВМ выбирает ближайшую позицию, на которой детали будут загружаться на приспособления-спутники. Это делается для того, чтобы максимально сократить перемещения транспортера-штабелера. На панели выбранной загрузочной позиции зажигается сигнал, предупреждающий оператора об ожидаемом поступлении заготовок. После принятия решения ЭВМ дает команду транспортеру, связывающему отделение комплектовки с участком загрузки деталей на приспособления-спутники, и на выбранную загрузочную позицию доставляется первый контейнер данной партии заготовок. Остальные контейнеры с заготовками данной партии доставляются к загрузочной позиции с некоторыми интервалами по мере выполнения работы оператором.
При поступлении первого контейнера с заготовками на загрузочную позицию его номер автоматически считывается специальным устройством и передается ЭВМ, которая дает команду транспортеру-штабелеру на доставку на эту позицию первой пары приспособлений-спутников из группы, подготовленной для выполнения данной работы. В момент поступления первой пары приспособлений-спутников на загрузочную позицию на цифровом табло перед оператором появляется число, обозначающее норму времени на установку детали, и начинается обратный отсчет фактически затраченного времени (до нуля).
Оператор вставляет прозрачный шаблон в диапроектор, который проецирует изображение на приспособление-спутник. Информация об установке деталей дается в простой форме и соответствует ограниченному числу стандартных методов закрепления заготовок. Каждое из крепежных устройств имеет отличную от других легко распознаваемую конфигурацию. Оператор устанавливает соответствующие крепежные устройства на приспособлении в местах, указанных на проектируемом изображении. Затем оператор берет пневматическую отвертку с тарированным крутящим моментом и привертывает крепежные устройства винтами, входящими в соответствующие отверстия приспособления-спутника. Заготовку устанавливают и закрепляют на приспособлении-спутнике также в соответствии с проецируемым изображением. Используются подпружиненные винты, завинчиваемые в резьбовые отверстия, выполненные в заготовке. Они обеспечивают надежное закрепление и позволяют обрабатывать всю поверхность заготовки. Затем приспособление-спутник с заготовкой перемещается в промежуточный стеллаж, оснащенный двумя электронными устройствами, считывающими номера приспособлений-спутников. После того, как в промежуточный стеллаж попадет второй спутник, парный с первым, отсчет времени загрузки прекращается и ЭВМ получает следующую информацию.
- Пара приспособлений-спутников с одинаковыми (и проверенными) номерами готова к подаче на станок.
- Номер контейнера (для проверки).
- Номер прозрачного шаблона (для проверки).
- Номер данной загрузочной позиции (для проверки).
После получения указанной информации ЭВМ подает команду транспортеру-штабелеру на перемещение загруженных приспособлений-спутников на центральный накопительный стеллаж системы. Устройство, состоящее из двух транспортеров-штабелеров, может одновременно транспортировать две пары приспособлений-спутников. При выполнении большинства операций требуется одновременно подавать и забирать спутники, поэтому возможность переноса двух пар почти вдвое уменьшает путь, который пришлось бы проходить транспортеру. Заготовки на приспособления-спутники устанавливаются до тех пор, пока все заготовки, предназначенные для изготовления данной детали, не будут закреплены. По мере поступления загруженных приспособлений-спутников в ячейки центрального накопительного стеллажа на их место в загрузочную позицию подаются порожние спутники.
В течение первой восьмичасовой смены загружаются и поступают на центральный накопительный стеллаж приспособления-спутники в количестве, достаточном для работы станка в течение данной и двух последующих восьмичасовых смен, а также обеспечивается некоторый запас для работы в начале утренней смены следующего дня. Необходимое количество операторов на загрузочных позициях обратно пропорционально продолжительности цикла обработки (в нашем случае станок участка обслуживали трое операторов).
Темп подачи заготовок определяется скоростью работы операторов загрузочных позиций. Для контроля за темпом работы системы ЭВМ непрерывно определяет фактически затраченное время на каждой операции загрузки и в промежутках между отсчетами времени на табло перед оператором указывается разница между заданным и фактически затраченным временем. Эти данные сообщаются также в центр управления системой, по ним определяется соответствие хода работы плану, а также принимаются необходимые меры.
Обработка на станках
Автоматическая станочная линия механической обработки установленная по другую сторону стеллажей, управляется ЭВМ. В соответствии с программой обработки транспортер-штабелер получает от ЭВМ команду подать пару приспособлений-спутников с заготовками к соответствующему станку.
Транспортер забирает спутники с центрального накопительного стеллажа, автоматически проверяет их номера и, если они правильные, доставляет на загрузочно-разгрузочное устройство соответствующего станка. Команда поступает от ЭВМ обычно в то время, когда со станка надо снять пару спутников. Поэтому транспортер прежде чем установить новую пару спутников на загрузочно-разгрузочном устройстве снимает с него предыдущую пару спутников. Эта пара приспособлений-спутников остается неподвижной до тех пор, пока станок не завершит обработку. Сразу же после окончания обработки деталей на одной паре приспособлений-спутников эти приспособления удаляются на верхнюю площадку поворотной крестовины загрузочно-разгрузочного устройства.
Одновременно использованный при обработке режущий инструмент возвращается в свое гнездо в ротационном магазине. Приспособления-спутники, доставленные транспортером, располагаются в задней горизонтальной позиции крестовины загрузочно-разгрузочного устройства. Крестовина индексируется через 90° в пределах 270°, перемещая обработанные детали через позицию очистки, где они обдуваются сжатым воздухом, в позицию, которую только что занимали вновь поступившие приспособления-спутники с необработанными заготовками. Первая пара приспособлений-спутников с заготовками при этом автоматически поступает на буферный участок исходной позиции перед началом обработки. В этой позиции опять считываются и сообщаются ЭВМ номера обоих приспособлений, по которым определяются номера режущих инструментов и магнитной ленты с записью программы обработки.
По команде ЭВМ начинает поворачиваться пятипозиционный инструментальный магазин. Считывающее устройство находит требуемый инструмент по номеру, закодированному магнитным способом на торце оправки. После этого инструмент подается из магазина в шпиндель, в то время как пара приспособлений- спутников поступает в рабочую зону станка. Программы обработки записываются на магнитной ленте шириной 12,7 мм. Каждая лента помещена в металлической кассете, на верхнем торце которой закодирован номер программы.
Индивидуальные агрегаты управления станками находятся в центре управления «Системы 24». В каждом из агрегатов имеется устройство считывания программы с магнитных лент, находящихся в кассетах, установленных в произвольном порядке. Считывающие устройства были специально разработаны для «Системы 24». Емкость магазина составляет 60 кассет. Поиск кассеты для смены по команде ЭВМ занимает 15 с. Оператор проверяет наличие в магазине кассет с программами в соответствии с ведомостью на данный день. Хотя последовательность размещения кассет, как было указано выше, может быть произвольной, в целях значительного сокращения времени поиска кассеты размещают в той последовательности, какая запланирована на данный день обработки деталей.
Сразу же после получения ЭВМ сигналов об установке приспособлений-спутников в рабочей зоне станка и кассеты с магнитной лентой в считывающем устройстве включается движение ленты, и станок начинает работать по программе, записанной на этой ленте. Это продолжается до тех пор, пока ЭВМ не получит один из двух сигналов: либо об окончании ленты, что свидетельствует об успешном окончании цикла обработки, либо о возникновении неполадки.
При получении сигнала «конец ленты» приспособления-спутники поступают в загрузочно-разгрузочное устройство, инструмент удаляется в магазин и цикл продолжается. Если поступил сигнал о неполадке, ее характер печатается на автоматической пишущей машинке с указанием времени возникновения, и дается сигнал механику. На специальной панели соответствующего станка появляется световой сигнал, дублируемый в центре управления системы, указывающий на характер возникшей неполадки. Механик, если необходимо провести какие-либо проверки, может с помощью специального переключателя отключить станок от ЭВМ. Если по оценке механика на устранение дефекта потребуется больше 30 мин, он нажимает специальную кнопку, сигнализирующую об этом ЭВМ. В этом случае ЭВМ автоматически изменяет программу подачи приспособлений-спутников, по возможности стараясь максимально скомпенсировать выход из строя одного из станков и обеспечить работой остальные станки. После устранения дефекта и включения станка ЭВМ возвращается к первоначальной программе и вновь принимает на себя управление этим станком.
После окончания обработки деталей, закрепленных на двух приспособлениях-спутниках, о чем свидетельствует сигнал «конец ленты», спутники автоматически удаляются на загрузочно-разгрузочное устройство станка, как было описано выше. Транспортер забирает эти спутники и вместо них подает новую пару приспособлений-спутников. Станок тем временем начинает обработку деталей, закрепленных на следующей по очереди паре приспособлений-спутников. После того как транспортер снимет спутники с загрузочно-разгрузочного устройства, происходит считывание их номеров, и затем они устанавливаются на стеллажи в ожидании обработки на следующем станке. По команде ЭВМ транспортер подает эти приспособления-спутники к следующему станку, где повторяется та же процедура, что и на первом станке. Так продолжается до тех пор, пока не будет закончена вся обработка деталей, возможная при данной установке. Благодаря большой технологической гибкости системы и хорошему доступу инструментов обработка примерно 80% деталей на этом полностью завершается. Затем приспособления-спутники возвращаются на стеллаж в ожидании разгрузки или перестановки деталей.
В процессе обработки по сигналам от магнитной ленты в каждый шпиндель станка могут быть поданы до 70 различных инструментов из поворотных магазинов. Поскольку обрабатываемая деталь в среднем проходит через 2-3 станка, ее могут обрабатывать 140-210 различных инструментов. Если требуются дополнительные инструменты, то транспортер может автоматически заменить инструменты, хранящиеся в магазине станка, на инструменты, установленные в специальном центральном магазине, расположенном в конце ряда стеллажей. Центральный магазин может быть любых размеров и кроме хранения в нем дополнительных инструментов можно предусмотреть и запрограммировать полную смену инструментов, хранящихся в магазинах отдельных станков.
В комплект оборудования «Системы 24» могут входить автоматические координатно-измерительные машины с управлением от магнитной ленты. Эта машина конструктивно идентична с двухшпиндельным фрезерным станком с той лишь разницей, что вместо шпинделей установлены два измерительных щупа, которые перемещаются по командам от магнитной ленты в заданные положения и, касаясь поверхности детали, регистрируют отклонения размеров обработанных поверхностей деталей от требуемых.
Программа измерений на магнитной ленте подготовляется ЭВМ по данным программы обработки. После окончания механической обработки первых деталей данной партии по команде ЭВМ приспособления-спутники с этими деталями подаются на координатно-измерительную машину. Если точность обработки первых деталей партии находится в заданных пределах, дается разрешение на обработку остальных деталей партии. При отклонениях, выходящих за пределы допусков, автоматически печатаются на пишущей машинке сведения о параметре и величине погрешности. Обработка остальных деталей партии приостанавливается до ликвидации причин возникновения погрешностей.
Решения о разгрузке и перестановке деталей обычно принимает ЭВМ, которая по данным о положении на стеллажах выбирает оптимальную последовательность подачи приспособлений-спутников на ту или иную позицию.
Процедура загрузки выполняется операторами, поэтому в случае непредвиденных ситуаций, связанных с участием человека в работе автоматизированной системы, необходимо иметь возможность корректировать ее работу. Такая возможность имеется у диспетчера, находящегося в центре управления. Он постоянно получает информацию о работе системы с указанием всех отклонений от нормальной работы. Информация печатается открытым текстом пишущей машинкой ЭВМ. Эти сведения одновременно служат ежедневным отчетом о работе системы. Кроме того, в центре управления размещены табло с визуальными указателями.
Перестановки деталей
Станки «Системы 24», среди которых один имеет шестикоординатную систему ЧПУ, обеспечивают хороший доступ инструментов к обрабатываемым поверхностям деталей. Единственная перестановка - это поворот детали на 180° для обработки поверхности, которая вначале лежала на приспособлений-спутнике. Для этой цели была разработана специальная установка, обеспечивающая быструю и очень точную перебазировку. Детали, которые требуется переставлять, имеют два небольших конических отверстия, выполненные на нижней плоскости заготовки, в них при первоначальной установке входят вертикально направленные конические наконечники дополнительного крепежного устройства. Это устройство представляет собой две стойки, входящие в отверстия приспособления-спутника. Конический алмазный наконечник выступает над уровнем приспособления на 0,1 мм. Стойки устанавливаются на приспособлении-спутнике согласно схеме на прозрачном шаблоне одновременно с другими крепежно-установочными устройствами. Когда наступает необходимость в перестановке, приспособление-спутник подается на установку прецизионного перебазирования, расположенную между загрузочными позициями. Установка снабжена стандартным столом для фиксации приспособления-спутника. Над столом расположены два длиннофокусных микроскопа с поворотными окулярами фирмы Zeiss с двойным изображением. Микроскопы укреплены на подвижных кронштейнах, перемещающихся в пределах рабочей зоны стола установки. Перемещения кронштейнов измеряются с помощью линейных измерительных систем (фирмы Ferranti) с дифракционными решетками, обеспечивающими точность измерений 0,0025 мм. Положение микроскопов относительно начала отсчета непрерывно показывается на табло в цифровой форме.
Приспособление-спутник точно выставляется на столе установки и деталь снимается. Микроскопы, предварительно сфокусированные на начало отсчета, теперь настраиваются на алмазные конические наконечники. Цифровой отсчет показывает положение отверстий на приспособлении-спутнике возможно с некоторой ошибкой, так как наконечники лишь номинально совпадают с отверстиями. Показания запоминают, и микроскопы переводят в новые положения согласно инструкции по перестановке. Используя зеркальное изображение, производят корректировку на величину предварительно измеренного отклонения. Таким образом определяется точное положение для перестановки. При необходимости крепежно-установочные устройства заменяются или же используется новое приспособление-спутник с подготовленной для перестановки крепежной оснасткой. Деталь устанавливают на приспособление-спутник, крепежные устройства слегка затягивают и легкими ударами по детали ее выставляют точно в требуемое положение, контролируемое по микроскопам. Затем винты затягивают окончательно. Детали с использованием зеркального изображения выставляют лишь в тех случаях, когда требуется очень высокая точность перестановки.
Установку прецизионного перебазирования можно также применять для проверки деталей. В этом случае используют только один микроскоп, фокусируемый поочередно на различные точки на детали, с записью показания цифрового табло. На установке может постоянно работать оператор или же один из операторов загрузочных позиций, оставляющий свое место после появления светового сигнала «перестановка», загорающегося на индивидуальном табло загрузочной позиции.
Разгрузка
Приспособления-спутники с обработанными деталями переносятся транспортерами из ячеек центрального накопительного стеллажа к загрузочным позициям. Для предотвращения затора в начале утренней смены по две пары приспособлений-спутников подаются на накопительный стеллаж каждой загрузочной позиции в конце ночной смены. На пульте оператора загрузочной позиции загорается сигнал «разгрузка», и по команде ЭВМ подается порожний контейнер. В него укладываются обработанные детали, крепежные устройства и т. д., после чего он доставляется возвратным транспортером в отделение комплектовки. У конца транспортера контейнер на некоторое время останавливается, и специальное устройство считывает его номер. После этого по команде ЭВМ печатается и укладывается в контейнер особый ярлык, указывающий куда должны быть адресованы детали, находящиеся в контейнере: на дальнейшую обработку (например, на снятие заусенцев или гальваническое покрытие) или на склад готовых деталей. В последнем случае ярлык служит документом для оприходования деталей на складе. Контейнеры накапливаются на стеллаже в конце стола, на котором поочередно разгружается их содержимое. Детали вместе с ярлыками укладываются в обезличенные контейнеры, которые затем загружаются на тележки и развозятся по адресам.
Крепежно-установочные устройства после очистки возвращаются в соответствующие контейнеры для хранения. Если требуется небольшая ручная доделка деталей, например установка втулок и т. п., то детали направляют в слесарное отделение, расположенное рядом с цехом «Системы 24».
Математическое обеспечение
Как уже упоминалось выше, математическое обеспечение ЭВМ производит определенную оптимизацию работы системы. Так, при выходе из строя одного станка информация об этом автоматически поступает в ЭВМ, которая перестраивает работу системы, чтобы обеспечить оптимальное использование остального оборудования до тех пор, пока неисправность не будет устранена и станок снова не включится в работу. Если какая-либо деталь имеет преимущество в очередности обработки, она направляется на однотипный станок, если он имеется, и автоматически изменяется программа подачи приспособлений-спутников к остальным станкам. Если однотипного станка нет, то приспособления-спутники со «срочными» деталями возвращаются на стеллаж и будут дожидаться устранения неисправности и включения станка, после чего обработка будет происходить по первоначальной программе. ЭВМ при этом не делает ничего такого, чего бы ни сделал думающий человек при подобных обстоятельствах. То же самое конечно относится и к работе всей системы.
Преимущество непосредственного управления системой от ЭВМ по сравнению с управлением вручную состоит в том, что ЭВМ способна воспринимать и учитывать значительно больший объем информации при меньших расходах. При этом нет опасности, что усталость может привести к ошибкам, нет ночной смены и имеется уверенность, что время не тратится впустую. Преимущество в последовательности обработки при двухдневном цикле обработки практически не имеет смысла. Фактически преимущество в последовательности обработки устанавливается очередностью, в которой детали перечислены в ведомости ежедневного заказа.
Для обеспечения максимальной гибкости системы математическое обеспечение позволяет в случае необходимости срочно обработать детали, не включенные в ведомость. Для них подготавливают отдельный контейнер, и в ЭВМ вводят перфокарту с программой. Обработку деталей этой партии выполняют вне очереди.
Необходимо подчеркнуть, что «Система 24» может выполнить только тщательно проверенную работу, так как практически невозможно учесть все ошибки, которые могут быть сделаны при подготовке заготовок, приспособлений, программ и т. д. Необходимы предварительный контроль и корректировка заготовок, которые могут быть выполнены на каком-либо устройстве, управляемым вручную, либо с помощью автоматической системы, используемой на время в ручном режиме (например, в конце недели). Для проверки программ можно использовать любой станок системы, который отключают от системы и управляют им вручную. Практически в этом есть смысл, если имеется два однотипных станка. При обеспечении надлежащего контроля простои системы, вызываемые в основном неполадками механических узлов и электроаппаратуры, как показал опыт, не превысят 5% от общего времени. Для изменения описанной выше процедуры достаточно заменить математическое обеспечение ЭВМ. Аппаратура и все дополнительные устройства при этом не меняются.
Сравнительные показатели работы системы
На диаграмме, приведенной на рис. 3, сравнивается обработка традиционными методами и на «Системе 24», при одинаковом объеме выпуска деталей «Система 24» состоит из шести станков, а при обработке обычными методами их потребуется 300 шт.
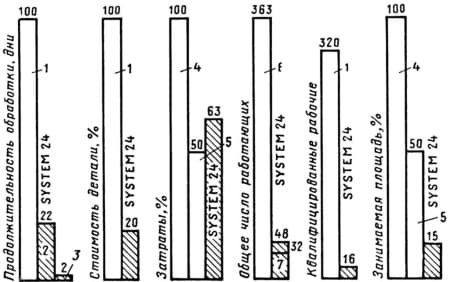
Рис. 3. Обработка традиционными методами и на «Системе 24»: 1 - традиционные методы; 2 - первая деталь; 3 - повторные детали; 4 - традиционные методы, односменная работа; 5 - традиционные методы, двухсменная работа; 6 - традиционные методы, работа в одну или две смены; 7 - операторы
На рис. 4 показаны детали, которые обрабатываются на одном двухшпиндельном фрезерном станке за 1 ч.
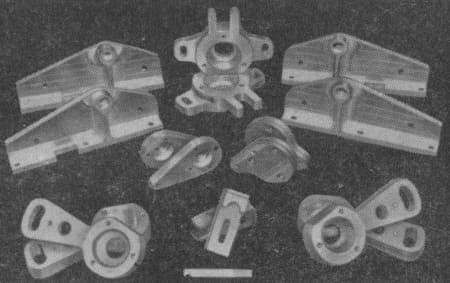
Рис. 4. Детали, изготовленные на двухшпиндельном фрезерном станке за 1 ч
Преимущества группы взаимодополняющих станков по сравнению с единичными станками приведены на рис. 5 на примерах четырех авиационных деталей, для экономичной обработки которых был необходим фрезерный станок с управлением по пяти координатам. Следует отметить, что для более простых деталей, где доля обработки управлением по пяти координатам меньше, разница окажется еще значительнее. Эти преимущества относятся только к механической обработке и не учитывают экономию за счет уменьшения объема деталей и заготовок, хранящихся на складе, и снижения накладных расходов. При полной реорганизации производства экономия окажется в несколько раз выше.
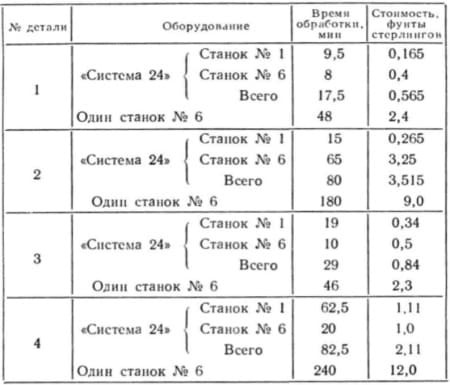
Рис. 5. Сравнительные данные обработки четырех авиационных деталей на единичном станке и «Системе 24»
Современные требования к организации серийного производства, как уже указывалось выше, диктуют необходимость совершенно нового подхода ко всем связанным с этим проблемам. Сегодня уже недостаточно просто установить станки в помещении и запустить их в работу. Станки теперь являются лишь отдельными компонентами общей системы, и даже здание должно отвечать специальным требованиям, чтобы система давала максимальные выгоды. Подобный подход дает хорошие результаты в нефтеперерабатывающей и химической промышленности, а также при производстве консервных банок. В машиностроении проблема более сложная, так как процесс меняется по случайному закону, и требуется более гибкая его оптимизация. Описанный выше вариант решения проблемы при соответствующих изменениях может быть применен во многих производственных процессах.
Процедура установки и крепление деталей, как показал опыт, оказалась настолько однотипной, что в дальнейшем предполагается создать автомат с программным управлением, который сможет выполнять указанные операции почти на всех деталях. Такой автомат будет представлять собой робот с управлением от магнитной ленты. Программирование робота будет производиться одновременно с подготовкой программы обработки деталей.
Можно также предвидеть появление автоматических машин с программным управлением, которые будут отрезать заготовки из прутковых материалов. Создание таких машин сделает «Систему 24» практически независимой от ручного труда.
Пути дальнейшего развития
В приведенном выше описании «Системы 24» было показано, как она связана с обычным производством, когда заготовка и вся необходимая информация подготовлены и проверены заранее вне системы. Это соответствует условиям производства с использованием традиционных методов и при этом подразумевается, что программирование обработки деталей и подготовка другой информации производились обычными способами.
Для того чтобы максимально ограничить повторяющуюся процедуру программирования каждой новой детали, необходимо сделать следующий шаг и перейти к конструированию по программе с помощью ЭВМ. Этот путь позволил бы устранить существующую многозвенную цепочку между конструированием и производством, которая в значительной мере являлась причиной высоких накладных расходов. По мере развития техники программирования c помощью ЭВМ станет возможным использование этих методов для подготовки производства самых разнообразных деталей.
Сотрудники компании Molins определили и выделили несколько наиболее часто используемых деталей, для которых можно было подготовить программы помощью конструирования c ЭВМ. Такие программы составляются в общем виде и в каждом конкретном случае вводятся данные, соответствующие конструируемому механизму. Составление подобных программ вполне возможно и в других компаниях, однако совершенно ясно, что в зависимости от структуры и размеров каждой компании сложность программы будет меняться. При желании в программу кроме геометрических параметров можно включать сведения о таких характеристиках, как прочность, масса или жесткость. Программы для выделенных деталей содержат всю информацию, необходимую для обработки на «Системе 24».
Ниже приведен пример такой программы, написанной для простого, но часто применяемого угольника. Угольник (рис. 6) обычно изготовляют из легкоплавкого листового или полосового материала. Обработка состоит из разметки, отрезки по размеру, закругления углов, гибки, разметки (допуск на которые обычно ±0,1 мм) и сверления отверстий. На угольнике показано два продолговатых отверстия, для выполнения которых технология обработки деталей на фрезерном станке предполагает две установки, так как отверстия размечают от нижней поверхности второй полки.
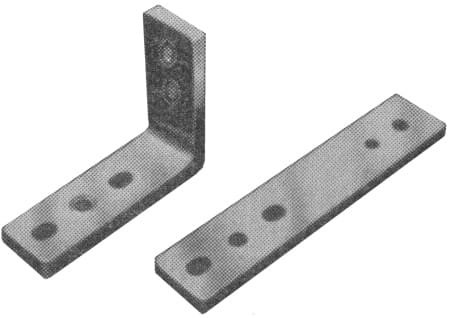
Рис. 6. Угольник
Обработка партии из 12 угольников занимает 206 мин. Первым шагом в рационализации изготовления этих угольников явилось создание гибочной установки, обеспечивающей заранее предусмотренную и стабильную текучесть металла. Выбранный материал (NS5) обладает очень хорошими пластическими свойствами, что позволяет выполнять закругления с малыми радиусами. Гидравлическая гибочная установка позволила устранить трение в процессе гибки и значительно повысить точность, что, в свою очередь, обеспечило постоянство расположения отверстий, выполненных до гибки, в пределах ±0,05 мм от заданного положения. Благодаря этому при изготовлении подобных деталей стало возможным проводить всю обработку до гибки.
При составлении программы с помощью ЭВМ, в памяти которой уже содержится вся эта информация, конструктор должен только указать длину, ширину, толщину, радиус закругления углов, радиус гибки, расположение и тип отверстий (всего около 10 цифр). При дальнейшей стандартизации и это число может быть уменьшено.
Никаких чертежей делать не надо. ЭВМ автоматически определит максимальное количество угольников, которые могут быть изготовлены из листа размером, равным приспособлению-спутнику, и в зависимости от толщины материала и радиуса загиба внесет коррекцию на расположение отверстий. На выходе ЭВМ. будет получена управляющая магнитная лента, эскиз угольника а также напечатанные открытым текстом сведения о материале, времени, необходимом для обработки, и ее стоимости. На рис. 7 приведены сравнительные данные о времени, затраченном на конструирование, подготовку производства и обработку угольников разными методами.
Представленный пример обработки сравнительно несложной детали показывает большие возможности нового метода, поскольку изготовление подобных деталей малыми партиями с использованием обычных методов обработки оказывается весьма дорогостоящими. Необходимо подчеркнуть, что «Система 24» обеспечивает надежную и точную взаимосвязь между отдельными звеньями технологического процесса и при определенных условиях полностью устраняет при этом участие человека.
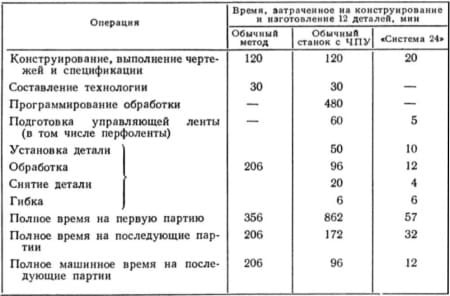
Рис. 7. Сравнительные данные, полученные при конструировании и изготовлении угольника обычными методами, на станках с ЧПУ и на «Системе 24» с применением ЭВМ в процессе конструирования
Заказ сырья
Закупка сырья на машиностроительных предприятиях является одной из самых сложных и дорогостоящих проблем. Виды и типоразмеры материалов, используемых при обработке на «Системе 24», весьма ограничены, так как детали в основном изготовляют из проката, и, следовательно, отливки используют очень редко. Обычная процедура заказа материалов заключается в достижении соглашения с поставщиками, в соответствии с которым оговариваются максимальные и минимальные запасы сырья.
Поставщик регулярно получает подготовленные ЭВМ сведения о расходуемом материале и поставляет необходимое сырье. По сравнению с обычным положением, когда литье заказывается на стороне и при этом имеют дело с чертежами моделей, самими моделями, контрольными отливками, коррекцией моделей, браком, проблемами, вызванными появлением пор, и т. д., надо признать, что жизнь значительно упростилась.
Литье по сборным моделям и рециркуляция стружки
Обработка деталей из проката становится нецелесообразной, когда в стружку переводится больше половины материала. В связи с этим был разработан метод литья, обеспечивающий получение отливок, близких по форме к изделию, при котором применяют сборные модели, составляемые из простых элементов в последовательности, задаваемой определенным номером. Таким образом, заказ фирме-поставщику литья может быть передан, например, по телефону. Металл заливают в гипсовые или песчаные формы, полученные по моделям. Отливки обрабатывают так же, как и заготовки из проката, однако объем механической обработки значительно уменьшается.
При использовании в течение длительного времени одного и того же сплава оказалось возможным изготовлять высококачественные отливки из расплавленной стружки, полученной при обработке деталей из проката. Из стружки, которая не используется для последующего изготовления заготовок, можно отливать слитки и возвращать их компании, изготовляющей прокат. Такая организация использования отходов позволяет значительно повысить экономичность производства и в дальнейшем добиться полной рециркуляции материала, при которой мерой израсходованного металла будет масса обработанных деталей.
