Основной частью технологии обработки детали на фрезерном станке, отражающей главным образом рациональную последовательность обработки детали, является технологический маршрут. Процесс его построения представляет собой технологическую задачу и, следовательно, может иметь несколько решений, из которых только одно окажется наиболее рациональным.
Поэтому для сокращения количества поисковых действий при выборе оптимального технологического варианта порядок разработки технологического маршрута целесообразно свести в единую логическую схему (рис. 1), состоящую из трех последовательно осуществляемых стадий:
- изучения исходных данных;
- подготовки к построению технологического маршрута;
- построения технологического маршрута.

Рис. 1. Логическая схема технологии обработки деталей на фрезерном станке
На первой стадии по изучению исходных данных, рассматривая рабочий чертеж, следует кроме определения технических требований, предъявляемых к точности обработки и материалу детали, установить ее форму и характер термообработки. Если деталь должна подвергаться закалке, то ее точные поверхности необходимо обработать предварительно с припуском (0,3...0,5 мм на сторону) на последующее шлифование.
Сопоставляя заготовку с чертежом детали, надо убедиться в достаточности припусков на обработку и установить их распределение по отдельным поверхностям.
По величине партии деталей необходимо принять решение о степени расчленения технологического маршрута обработки деталей на фрезерном станке. Если предстоит обработать только одну деталь на одном станке, то весь технологический маршрут будет состоять из одной операции, разделенной на более мелкие элементы - установы и переходы. Для обработки деталей в количестве более одной штуки технологический маршрут делят на ряд операций, количество которых следует принимать тем большим, чем крупнее партия деталей.
При изучении технической характеристики и фактического состояния станка надо наметить пути максимального использования его возможностей.
На второй стадии технологической подготовки разрешаются вопросы выбора способов обработки, технологических баз и способов установки заготовок на станке.
При выборе способов обработки исходят из общего принципа наибольшей производительности, который заключается в следующем: из всех возможных, необходимо выбирать способы позволяющие в данных условиях получить наибольшую производительность. Например, фрезерование плоскостей целесообразно выполнять торцовыми фрезами, открытые пазы и уступы - дисковыми; в крупных партиях пазы и уступы, расположенные с одной стороны детали, выгодно фрезеровать набором фрез. В этих же условиях целесообразно пользоваться множественным способом фрезерования заготовок, установленных на станке по нескольку штук, когда их обработка ведется последовательно или параллельно (одновременно) за одно движение стола станка в направление подачи.
Принятым базам выбирают способы установки заготовок на станке в зависимости от их размеров и формы. При универсальных фрезерных работах для этой цели применяют ранее рассмотренные способы установки заготовок в станочных тисках, на столе станка, на угловых плитах, на призмах и в других приспособлениях общего назначения. Для обработки деталей крупными партиями преимущественно пользуются различными специальными многоместными приспособлениями.
На третьей стадии завершается работа по построению технологического маршрута обработки детали, которая заключается в установлении последовательности обработки, количества и состава операций. При этом рекомендуется руководствоваться следующими практическими правилами:
- В первую операцию (установ) должны быть включены переходы по подготовке последующей чистовой технологической базы, в качестве которой целесообразно принимать основную базу.
- Для подготовки чистовой технологической базы у заготовок типа сложных отливок (с отверстиями, бобышками или радиусными необрабатываемыми поверхностями) вначале следует выполнить разметку, линии которой затем используются для выверки заготовки на станке. Например, корпус подшипника (см. рис. 2, Базирование заготовок на фрезерном станке) имеет радиусную поверхность, в центре которой должно быть обработано отверстие. Поэтому, прежде чем фрезеровать основную базу 1, необходимо произвести разметку этого отверстия, то есть нанести на поверхности заготовки центровые линии, по которым с помощью рейсмаса и угольника следует выверить ее установку на станке.
- В операцию не включать переходы, нуждающиеся в значительной переналадке станка (смена фрезы, приспособления, дополнительная выверка заготовки и др.).
- Переходы, ослабляющие общую жесткость обрабатываемой заготовки или ухудшающие условия крепления ее на станке, следует выполнять в последнюю очередь. К таким переходам можно отнести: фрезерование глубоких пазов, крупных уступов, фасонных поверхностей и т. д.
Оформление технологического маршрута обработки детали
Для производственного предприятия основным технологическим документом является маршрутная карта, предусмотренная ЕСТД (единой системой технологической документации) по ГОСТ 3.105-74. Карта содержит сведения о последовательности выполнения технологических операций, их закреплении за цехами и производственными участками предприятия, применяемых станках, приспособлениях и инструментах и некоторые другие данные.
Исходя из особенности задач развития технологического мышления у учащихся (молодых рабочих), для учебных целей целесообразно пользоваться несколько упрощенной маршрутной картой (см. таблицу на рис. 4), расчленив в ней операции на установы и переходы и иллюстрировав ее текст схемами технологических установов. При заполнении такой карты рекомендуется руководствоваться следующими правилами:
Операции и переходы обозначать арабскими цифрами (1, 2, 3 и т. д.), установы - прописными буквами русского алфавита (А, Б, В и т. д.).
В графе «Содержание установов и переходов» указания выражать глаголом в повелительной форме: установить, закрепить, фрезеровать. При этом размеры и предельные отклонения обрабатываемой поверхности в тексте не указывать. Вместо них проставлять номер размера поверхности из схемы технологического установа. Например, фрезеровать плоскость в размере 1, фрезеровать открытый паз 2, фрезеровать скос 3.
В графе «Схемы установов» заготовки изображать в произвольном масштабе в состоянии завершения операционной обработки. Обрабатываемые поверхности обводить сплошными линиями увеличенной толщины (в 2...3 раза толще основной линии чертёжа). Кроме того, на схеме указываются размеры, подлежащие выполнению в данной операции (установе), которые нумеруются арабскими цифрами в кружках диаметром 6...8 мм и располагаются вне контура детали в направлении движения часовой стрелки. Схемы также сопровождаются условными обозначениями опор, зажимов, фрез.
Для облегчения заполнения маршрутной карты можно пользоваться классификатором характерных переходов (таблица на рис. 2).
Рассмотрим конкретный пример технологического маршрута фрезерной обработки детали (основания).
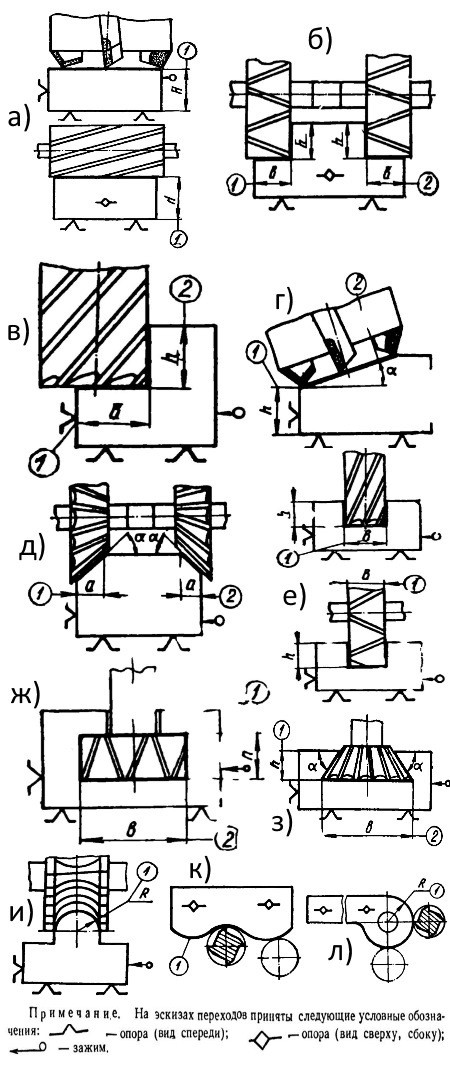
Рис. 2. Классификатор характерных переходов фрезерной обработки: а) фрезеровать плоскость, выдерживая размер 1; б) фрезеровать уступы 1 и 2; в) фрезеровать уступ, выдерживая размеры 1 и 2; г) фрезеровать наклонную плоскость, выдерживая наклонную плоскость 1 и 2; д) фрезеровать скосы 1 и 2; е) фрезеровать открытый паз 1; ж) фрезеровать Т-образный паз шириной 2 и высотой 1; з) фрезеровать пaз типа «ласточкин хвост» шириной 2 и глубиной 1; и) фрезеровать фасонную поверхность 1; к) фрезеровать фасонный контур 1 по разметке; л) фрезеровать круговой контур 1.
Исходные данные: чертеж детали (рис. 3), заготовка - прямоугольный прокат 75х35х115 мм из стали 45; количество деталей в партии - 20 шт.; станки - горизонтально фрезерный станок 6Р81Г и вертикально фрезерный станок 6Р11.
В соответствии с логической схемой (см. рис. 1) на 1-й стадии действий изучаем исходные данные. Деталь представляет собой призматическую планку с двумя уступами, пазом, занижением и двумя скосами. К точности ее обработки предъявляются следующие требования.
Размеры 42 и 10 мм должны быть выдержаны в пределах допусков, обусловленных чертежом. Остальные размеры, на которых не указаны предельные отклонения, должны удовлетворять точности 14-го квалитета.
Точность геометрической формы оговорена чертежом только для нижней поверхности детали, неплоскостность которой не должна превышать 0,1 мм. Для прочих поверхностей допустимые погрешности формы условно принимаются в пределах 1/2 допуска соответствующего размера.
На чертеже указана точность расположения паза, несимметричность которого к боковым сторонам уступов не должна превышать 0,1 мм.
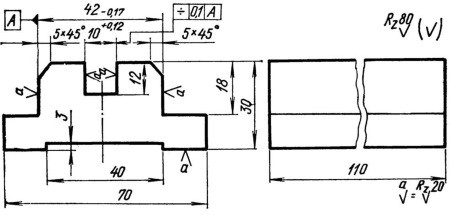
Рис. 3. Чертеж основания детали
Шероховатость поверхностей обозначена на чертеже допустимой высотой неровностей RZ, которая для боковых сторон уступов, паза и основания детали установлена не более 20 мкм, а для остальных поверхностей - 80 мкм.
Материал детали - качественная углеродистая конструкционная сталь с содержанием углерода 0,45%.
Деталь термообработке не подлежит, поэтому ее полная обработка завершается фрезерованием. Заготовка - брусок из прямоугольного стального проката – имеет достаточный припуск (2,5 мм) на сторону по всем габаритным размерам.
Небольшое количество деталей в партии (20 шт.) указывает, что обработку их следует производить пооперационно.
На 2-й стадии разработки технологии обработки деталей на фрезерном станке, выбираем способы обработки, технологические базы и способы установки заготовок на станке.
Учитывая типы применяемых станков, обработку габаритных сторон детали будем выполнять торцовыми фрезами, уступов и скосов - наборами дисковых и угловых фрез, занижения - концевой фрезой.
Руководствуясь правилами выбора технологических баз, для первой операции принимаем черновую базу, состоящую из широкой и боковой сторон заготовки. Для всех последующих операций (кроме 7-й) единой чистовой технологической базой будет служить основная базовая поверхность детали.
Установку заготовок на станке будем выполнять в станочных тисках, соответственно принятым базам и учитывая небольшие размеры и простую форму заготовок.
На 3-й завершающей стадии действий, используя сведения об исходных данных, принятые способы обработки, технологические базы и способы установки заготовок на станке, а также руководствуясь правилами комплектования и последовательности выполнения операций, технологический маршрут расчленяем на десять операций, как указано в таблице 4.
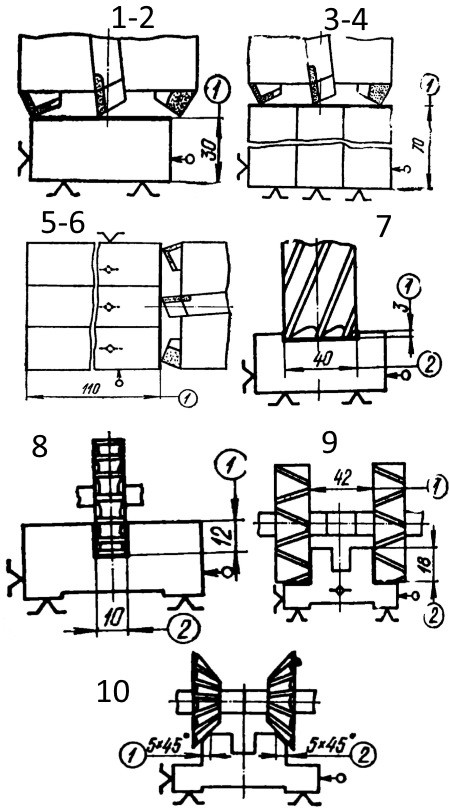
Рис. 4. Технологический маршрут фрезерной обработки основания (операционно): 1-2 - установить и закрепить заготовку в тисках, фрезеровать широкие плоскости, выдерживая размер 1; 3-4 - установить и закрепить заготовки в тисках, фрезеровать боковые стороны, выдерживая размер 1; 5-6 - установить и закрепить заготовки в тисках, фрезеровать торцы, выдерживая размер 1; 7 - установить и закрепить заготовку в тисках, фрезеровать занижение шириной 2 и глубиной 1; 8 - установить и закрепить заготовку в тисках, фрезеровать паз, выдерживая размеры 1 и 2; 9 - установить и закрепить заготовку в тисках, фрезеровать два уступа, выдерживая размеры 1 и 2; 10 - установить и закрепить заготовку в тисках, фрезеровать скосы 1 и 2
