В машиностроении широко применяют детали со специальными (Т-образными и типа «ласточкин хвост») пазами. Пазы типа «ласточкин хвост» (рис. 1) служат, как правило, направляющими элементами подвижных узлов, машин. Такие пазы, в частности, имеют консоли, салазки стола и серьги хоботов фрезерных станков.
Основными размерами их являются: ширина А, глубина H и углы наклона α боковых сторон к базовой поверхности детали. В зависимости от способа регулирования зазоров в подвижных соединениях пазов типа «ласточкин хвост» их боковые стороны могут располагаться параллельно в продольном направлении либо одна из них с некоторым углом уклона, равным 100 (на длине 100 мм ширина паза изменяется на 1 мм), к другой стороне.
Особыми требованиями, предъявляемыми к точности фрезерования пазов типа ласточкин хвост, являются:
- обеспечение одинаковых углов α;
- неизменная глубина паза по всей длине детали;
- параллельность к боковым сторонам ее согласно техническим условиям рабочего чертежа.
Эти требования могут быть выдержаны правильным выбором режима резания, режущих инструментов, выверкой заготовки на станке.

Рис. 1. Специальный паз типа ласточкин хвост
Фрезерование паза типа ласточкин хвост на станке
Обычно фрезерование паза ласточкин хвост является завершающей операцией фрезерной обработки детали. Закрепление заготовки в зависимости от ее размеров и формы производится в станочных тисках, непосредственно на столе фрезерного станка прихватами или прижимами с обязательной выверкой по верхней и боковой сторонам с помощью рейсмаса, угольников или индикатора относительно направления подачи стола.
В качестве режущих инструментов для фрезерования таких пазов служат одноугловые дисковые или концевые фрезы с углом профиля между режущими кромками, равным углу профиля паза α.
Обработка паза ласточкин хвост на вертикально-фрезерном станке производится в следующей последовательности. Вначале концевой фрезой фрезеруется прямоугольный паз шириной В и глубиной H (рис. 2, а). Затем концевой одноугловой фрезой для обработки паза ласточкин хвост поочередно обрабатывают боковые стороны (рис. 2, б и в), выдерживая размер А.

Рис. 2. Последовательность фрезерования паза типа ласточкин хвост
Фрезерование боковых сторон пазов, у которых одна из них расположена под уклоном к другой в продольном направлении, осуществляется с помощью поворотных приспособлений. При универсальных работах для этой цели обычно используются поворотные станочные тиски или круглые поворотные столы. В этом случае после обработки одной боковой стороны угловой фрезой заготовку, не раскрепляя, поворачивают с помощью приспособления на требуемый угол уклона и аналогично выполняют фрезерование другой стороны.
Если при фрезеровании таких пазов заготовка закрепляется на столе универсально-фрезерного станка, то для фрезерования второй стороны стол станка поворачивают на величину угла уклона.
Учитывая тяжелые условия резания при фрезеровании пазов типа «ласточкин хвост» угловыми фрезами, подачу для них несколько занижают: при обработке стали она не должна превышать 0,05 мм/зуб, при обработке чугуна - 0,15 мм/зуб. Скорость резания принимают в пределах 20...25 м/мин.
Измерение линейных размеров паза выполняют штангенциркулями, угловых - шаблонами от базовой поверхности детали. Размер ширины паза обычно задается на чертеже расстоянием в (рис. 3) между двумя калиброванными цилиндрическими роликами диаметром d.
Располагая ролики в различных местах паза, можно проверить его ширину по всей длине, а также определить величину уклона боковых сторон.
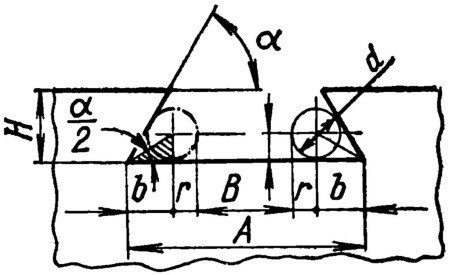
Рис. 3. Измерение паза типа «ласточкин хвост» с помощью роликов
Виды и причины брака при фрезеровании паза ласточкин хвост
При фрезеровании пазов типа ласточкин хвост могут быть допущены следующие виды брака:
- Глубина паза и углы наклона боковых сторон не одинаковы по всей длине, что бывает, если не произведена должным образом выверка верхней базовой поверхности заготовки в горизонтальной плоскости.
- Угол наклона боковых сторон паза ласточкин хвост не соответствует заданной величине, что может произойти по причине неправильного выбора угла рабочей фрезы.
- Не одинакова ширина паза по длине, что может быть из-за смещения стола в направляющих консоли.
- Завышенная шероховатость обработанных поверхностей, что бывает при работе с большими подачами или затупившейся фрезой для обработки паза ласточкин хвост.
