Коробчатые корпусные детали при наличии у них достаточно большой опорной плоскости и возможности направления по бокам планками во избежание случайного поворота перемещаются проталкиванием их по полозкам.
Коробчатые детали из алюминиевых сплавов во избежание повреждения опорной поверхности при скольжении по полозкам приподнимаются транспортером, перемещаются им на очередные позиции и опускаются на базовые планки.
Если вследствие сложности формы детали непосредственное автоматическое базирование заготовки при обработке и транспортировании затруднено и транспортирование по полозкам невозможно, то заготовки крепятся к приспособлениям-спутникам, которым придается форма удобная для базирования заготовки при обработке, транспортировании и фиксации на станках.
Для транспортирования корпусных деталей по линии обработки деталей применяют шаговые транспортеры, перемещающие одновременно все детали участка линии на очередную позицию. Шаг транспортера равен расстоянию между позициями.
Рис. 1. Схемы шаговых транспортеров автоматических станочных линий
Шаговые транспортеры бывают следующих типов (рис. 1): штанговые с собачками (а); штанговые с флажками (б); грейферные (в); рейнерные (г); цепные (е). Из них наибольшее распространение получили штанговые транспортеры (рис. 2).
Рис. 2. Шаговый штанговый транспортер автоматических линий с утопающими подпружиненными собачками
На штанге 1, проходящей через весь участок линии, установлены на осях треугольные собачки 3, под действием пружины 2 выступающие над штангой, причем своей нижней гранью собачка упирается в штифт 2 на штанге. При движении штанги вперед собачки упираются в обрабатываемые детали и проталкивают их вперед на один шаг. Штанги поддерживаются снизу роликами (ролики - внутри кронштейна 4 на рис. 2, а также роликом 1, поддерживающим штангу 2 на рис. 3). При перемещении детали собачкой возможен перебег детали, отрыв ее от собачки транспортера, поэтому приходится ограничивать скорость движения транспортера.
Рис. 3. Схема флажкового транспортера: 1 - роликовые опоры; 2 - штанги
Этого недостатка нет у флажкового штангового транспортера (рис. 4) с круглой поворотной штангой 1, несущей спаренные флажки 2, между которыми располагается деталь 3 с небольшим зазором, величина которого и определяет максимальную величину перебега. Это дает возможность повысить скорость транспортирования. Конструкция транспортера осложняется необходимостью поворота штанги для подъема и опускания флажков в точном согласовании с работой устройств, фиксирующих заготовку.
Рис. 4. Шаговый флажковый штанговый транспортер
Штанговые транспортеры имеют опорные и боковые направляющие планки для деталей (рис. 5). Штанги транспортеров обычно приводятся в движение гидроцилиндром по следующему циклу: перемещение штанги с деталями вперед, замедленный подвод деталей к рабочим позициям, посадка штока гидроцилиндра на упор на время закрепления деталей в рабочих позициях, быстрый отвод штанги в исходное положение, остановка в исходном положении.
Рис. 5. Нормализованный шаговый штанговый транспортер с гидравлическим приводом: 1 - штанги транспортера; 2 - собачки; 3 - роликовая опора штанги; 4 - направляющие ката привода транспортера; 5 - цилиндр гидропривода транспортера; 6 - опорные планки для обрабатываемых деталей; 7 - направляющие планки: 8 - домкраты регулировки положения
По такому циклу работает гидропривод штангового транспортера с собачками конструкции СКБ-1 (рис. 6). Кроме гидроцилиндра, возврат вперед он включает в себя гидропанель (У2423), путевой дроссель (СК 46) и механизм путевой разгрузки (CK45).
Цикл работы привода:
- Ход вперед. Включается электромагнит 1. Реверсивный золотник 7 перемещается в верхнее (по схеме) положение. Масло через путевой дроссель поступает в переднюю полость цилиндра 11.
- Замедленный подвод деталей к рабочим позициям. Кулачок торможения 16 нажимает на золотник дросселя 15.
- Посадка штока на упор. По канавке на образующей клапана дросселя шириной 1 мм масло проходит в полость цилиндра 11, поджимает шток к упору 13. Реле давления 12 включает электромагнит фиксации и зажима деталей.
- Отвод штанги назад. Включен электромагнит 2, начинается ход назад, сначала медленный, пока кулачок торможения 16 не освободит золотник путевого дросселя (если есть обратный клапан в путевом дросселе, то сразу начинается быстрый отвод).
- При подходе к исходному положению кулачок 17 разгрузки освобождает защелку золотника 18 разгрузки, от пружины золотник идет вверх (по схеме), и оба насоса 19 и 20 через золотник разгружаются в бак.
Рис. 6. Гидросхема привода штангового транспортера: 1 - электромагнит команды «вперед»; 2 - электромагнит команды «назад»; 3 и 4 - полости перед предохранительным клапаном насоса 20; 5 - проточка в корпусе золотника; 6 - предохранительный клапан насоса 9; 7 - золотник реверсирования транспортера; 8 - трубопровод от гидропанели к разгрузочному золотнику 18; 9 - трубопровод от гидропанели к дросселю; 10 - трубопровод от штоковой полости гидроцилиндра к гидропанели; 11 - гидроцилиндр транспортера; 12 - реле давления; 13 - упор транспортера; 14 - трубопровод от дросселя 15 к бесштоковой полости гидроцилиндра 11; 15 - путевой дроссель; 16 - кулачок торможения; 17 - кулачок разгрузки: 18 - золотник путевой разгрузки; 19 - насос высокого давления; 20 - насос низкого давления
Гидрокинематическая схема унифицированного привода транспортера (конструкции СКБ-1) показана на рис. 7. Дифференциальный цилиндр, установленный на станине 6, перемещает посредством ускоряющей реечной передачи 4 платформы 3, на которой устанавливается кронштейн, связанный со звеном транспортера. Торможение транспортера перед его остановкой на упоре 5 производится при помощи путевого дросселя 7 золотник которого перемещается посредство кулачка 2; при этом уменьшается количество масла, поступающего в переднюю полость цилиндра 1.
Рис. 7. Унифицированный привод транспортера
Детали могут перемещаться штанговым транспортером со скоростью до 14-16 м/мин. При торможении привода деталь 1 (рис. 8) не оторвется от собачки 2, если сила инерции детали будет равна или меньше силы трения детали по опорным планкам 3 (полозкам).
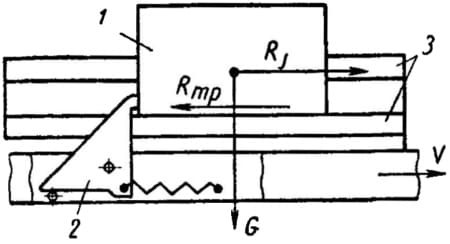
Рис. 8. Схема сил, действующих на транспортируемую деталь при торможении
Для подвода транспортера до упора у золотника сделан паз шириной 1 мм для прохода небольшого количества масла в цилиндр при полном перекрытии золотником выточки с. Величина замедления и, следовательно, длина пути торможения не зависят от веса детали, а только от ее скорости и коэффициента трения. Длина пути торможения при различных значениях скорости устанавливается подбором угла наклона кулачка 2 (см. рис. 7). При посадке транспортера на упор давление в передней плоскости гидроцилиндра повышается, срабатывает реле давления, дающее команду на включение электромагнитов гидропанели закрепления деталей.
При возвратном перемещении транспортера масло вначале из передней полости цилиндра сливается в бак через обратный клапан.
При подходе транспортера к исходному положению торможение его перед остановкой осуществляется посредством демпфера, встроенного в крышку цилиндра 1 (см. рис. 7). Длина пути торможения составляет 5-15 мм.
В гидросистемах приводов шаговых транспортеров применяются для замедления скорости транспортера при подходе к упору только путевые дроссели, так как необходимо обеспечить срабатывание реле давления, подключенного за дросселем, только при постановке транспортера на мертвый упор.
При применении для торможения демпфера, встроенного в гидроцилиндр, положение остановки транспортера при посадке штока на упор было бы неопределенным, так как реле давления смогло бы срабатывать и на пути демпфирования. Кроме того, применение дросселя позволяет регулировать путь торможения за счет профиля кулачка.
Привод штангового транспортера по схеме рис. 7 применяется при длинах хода транспортера от 400 до 1100 мм при скорости перемещения деталей от 8 до 22 м/мин.
Штанговые транспортеры с механическим приводом применяются редко. Для привода штанг используется кривошипно-кулисный механизм или цепь, оба конца которой замкнуты штангой. Ведущая звездочка цепи приводится от электродвигателя через реверсивную передачу с фрикционными муфтами.
Грейферные транспортеры (см. рис. 1, в) применяются редко, когда нельзя применить проталкивание корпусных деталей по полочкам, например: при обработке корпусных деталей из алюминиевых сплавов во избежание порчи их опорной поверхности; когда детали неустойчивы и их необходимо закреплять при транспортировании.
Рейнерные шаговые транспортеры (рис. 1, г) применяются главным образом при обработке валов.
Автоматическая станочная линия механической обработки может содержать толкающие шаговые транспортеры (рис. 1, д) которые просты по конструкции. Толкатель, обычно шток гидро- или пневмоцилиндра, проталкивает на шаг всю колонну деталей. При большой массе деталей для трогания их с места применяется дополнительный толкатель с коротким ходом.
Вследствие накопления ошибок фиксацию деталей приходится производить при отведенном толкателе последовательно, начиная с самой дальней от толкателя детали; это удлиняет время цикла и является недостатком толкающего транспортера, ограничивающим область его применения обратным транспортированием приспособлений спутников. Но при этом для образования сплошной колонны спутников требуется чрезмерное их количество по сравнению с необходимым, что является существенным недостатком такой системы транспортирования.
Цепные шаговые транспортеры (рис. 1, е) не обеспечивают достаточно точного перемещения деталей, необходимого для их фиксации при базировании и зажиме.
Транспортные устройства при обработке деталей со спутниками
Детали сложной конфигурации, не имеющие поверхностей, удобных для надежного базирования при транспортировании и обработке, при поступлении на автоматическую линию крепятся на специальные приспособления, которые сохраняют ориентацию при транспортировании, базируются, фиксируются и закрепляются в рабочих позициях линии. Эти приспособления называются спутниками. Со спутниками обрабатываются, например, задние мосты автомобилей, корпусы масляных насосов и другие детали сложной конфигурации. Применение спутников расширило круг деталей, обрабатываемых на автоматических линиях: сложность конфигурации детали не имеет решающего значения для возможности обработки ее на автоматической линии.
В автоматических линиях, переналаживаемых на обработку группы деталей, спутники применяются для унификации базирования, фиксации и зажима при обработке всех деталей группы в различных рабочих позициях. При этом деталь крепится к промежуточному индивидуальному переходному приспособлению (плитке, угольнику), которое по унифицированным базирующим плоскостям крепится к спутнику.
В конце линии, после обработки детали, она снимается со спутника и спутник возвращается на загрузочную позицию; для этого требуются дополнительные транспортные устройства, осложняющие транспортную систему при применении спутников.
Нередко деталь не снимается со спутника после обработки и вместе со спутником возвращается по транспортеру в исходное положение на разгрузочную позицию, расположенную рядом с загрузочной. Обе эти смежные позиции обслуживаются одним рабочим.
В зависимости от расположения транспортеров для возвращения спутников в загрузочную позицию различают несколько видов компоновки линии со спутниками.
На схеме рис. 9 штанговый транспортер возврата 4 с увеличенным шагом и повышенной скоростью транспортирования расположен под зоной обработки и под основным транспортером 1. В процессе параллельной обработки два спаренных корпуса вентиля, закрепленные на одном спутнике, поворачиваются вместе со спутником ключом-колоколом 2 (см. рис. 3, Поворотные устройства автоматизированных линий) на 90°, и поэтому при опускании на уровень транспортера возврата спутник поворачивается в исходное положение подъемным поворотным столом 3, конструкция которого показана на рис. 4 в статье Поворотные устройства автоматизированных линий. С транспортера возврата 4 спутник вместе с обработанными корпусами вентилей поднимается подъемным столом 5 на разгрузочную позицию, где освобождается от обработанной детали.
Рис. 9. Схема транспортной системы автоматической линии для обработки корпусов вентилей
Такая схема не занимает дополнительной площади для возврата спутников, но создает неудобства для отвода стружки и обслуживания транспортера возврата.
При фронтальном расположении транспортера возврата (рис. 10) впереди или сзади линии станков оборудование линии более доступно для обслуживания, за исключением станков, расположенных внутри контура транспортеров, но занимаемая линией площадь значительно увеличивается по сравнению с площадью линии с нижним расположением транспортера возврата. При обратном транспортировании (обычно при помощи цепного конвейера) спутники проходят через моечную станцию 1 для очистки базовых поверхностей от стружки и металлической пыли. Такая компоновка наиболее распространена.
Рис. 10. Схема линии с фронтальным расположением транспортера возврата спутников
При отсутствии вертикальных станков в линии применяется верхнее расположение транспортера возврата спутников над основным транспортером и зонами обработки. Транспортер может быть упрощен при выполнении его в виде наклонного рольганга (рис. 11) или, при малой длине линии, в виде наклонно расположенных склизов (рис. 12).
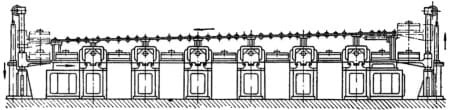
Рис. 11. Схема возврата спутников по верхнему наклонному рольгангу
Во избежание ударов при чрезмерной скорости возврата спутников при таких транспортерах возврата необходимы регулирование наклона транспортера или тормозящие устройства. При такой компоновке не стеснен доступ к рабочей зоне и к агрегатам линии, нет необходимости в дополнительной площади для транспортера возврата спутников, но нужна горизонтальная компоновка всех станков линии.
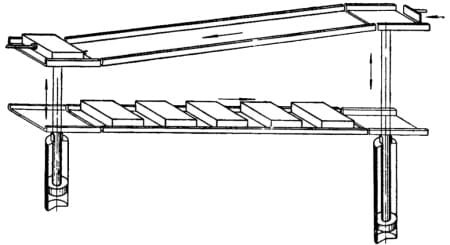
Рис. 12. Схема возврата спутников по верхнему наклонному транспортеру
Надобность в транспортере возврата спутников отпадает, если он заменен участком линии с обратным направлением перемещения детали по рабочим позициям в сторону исходной загрузочной позиции (рис. 13).
На концах участков деталь со спутником перемещается с одного участка на другой поворотными устройствами (если деталь обрабатывается 2 с одной стороны), заталкивателями (если на участке с обратным движением деталь обрабатывается с другой стороны) и транспортерами (если на участках линии с прямым и обратным направлением перемещения деталь обрабатывается с двух сторон при двустороннем расположения станков на каждом участке линии). Недостаток такой компоновки линии - затруднительный доступ к зоне обработки и к станкам, находящимся внутри замкнутого контура транспортных устройств.
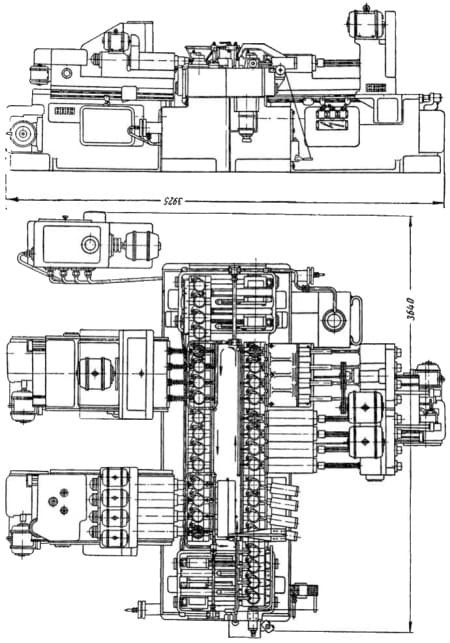
Рис. 13. Линия для обработки отверстий под поршневой палец в поршнях, закрепленных по 4 шт. на приспособлениях-спутников
Выбор системы транспортирования является одним из наиболее существенных вопросов компоновки автоматических линий. Транспортные устройства перемещают заготовки с одной рабочей позиции на другую, изменяя их ориентацию (в поворотных устройствах), убирают стружку и т. д.
Основными видами транспорта автоматических линий являются шаговые транспортеры, подъемники, распределительные транспортеры, манипуляторы, поворотные устройства, транспортеры для уборки стружки и пр. Шаговые транспортеры линий обработки деталей бывают с собачками, с флажками, грейферные, рейнерные, толкающие и цепные.
