Поворотные устройства применяются в автоматических линиях для изменения ориентации корпусных деталей на отдельных участках линии.
В зависимости от технологического процесса обработки на линиях применяются следующие поворотные устройства: барабаны - для поворота детали вокруг горизонтальной оси (рис. 1, а); столы - для поворота детали вокруг вертикальной оси (рис. 1, б); кантователи - для поворота детали вокруг наклонной оси (рис. 1, в).
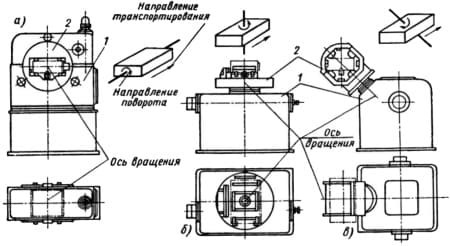
Рис. 1. Схемы поворотных устройств автоматических линий: 1 - основание; 2 - поворотная
Чтобы не увеличивать длительность цикла обработки и не снижать производительности автоматической линии, желательно, чтобы конструкция поворотного устройства и его привод давали возможность совмещать время поворота с составляющим временем цикла обработки детали. Желательно, чтобы управление поворотным устройством осуществлялось от гидропанелей, которые уже имеет автоматическая станочная линия механической обработки.
Нормализованный поворотный стол (рис. 2) позволяет совершать повороты на 90 и 180° за счет регулирования длины хода штока упорами.
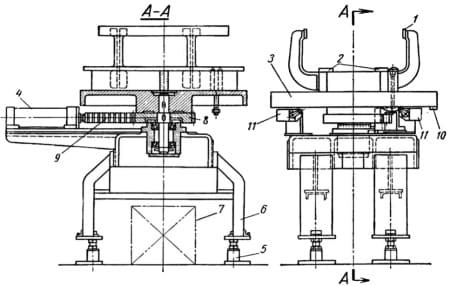
Рис. 2. Нормализованный поворотный стол автоматической линии для поворота деталей в горизонтальной плоскости на 180°: 1 - направляющие планки поворотной платформы; 2 - опорные планки поворотной платформы: 3 - поворотная платформа с реечной шестерней 8; 4 - цилиндр со штоком-рейкой 9; 5 - домкраты для регулирования положения стола по высоте; 6 - арочная станина стола; 7 - конвейер для удаления стружки; 10 - кулачок управления; 11 - конечный выключатель
Поворотные столы применяются, когда участки линии до и после поворота имеют независимые транспортеры.
Поворотные накрывающие ключи-колокола применяются, когда участки линии до и после позиции поворота детали имеют общий транспортер. Агрегат, показанный на рис. 3, поворачивает на 90° приспособления-спутники с закрепленными на их базовых плитах деталями (вентилями) в конце 1 участка линии (см. рис. 7). При опускании ключ-колокол 2 своими прямоугольными шипами входит в выемки базовой плиты спутника. Колокол висит на зубчатом (шлицевом) валу, прикрепленном к штоку гидроцилиндра 4 подъема ключа, и поворачивается вместе со спутником через реечную передачу от гидроцилиндра 3. После поворота ключ-колокол поднимается и поворачивается обратно в исходное положение, повернутая деталь проталкивается транспортером на следующую позицию, а очередная деталь подается на стол поворотного агрегата. Для направления рельсом транспортера базовая плита имеет снизу крестообразные пазы. Фазы цикла управляются кулачками, закрепленными на лапах штоков гидроцилиндров 3 и 4.
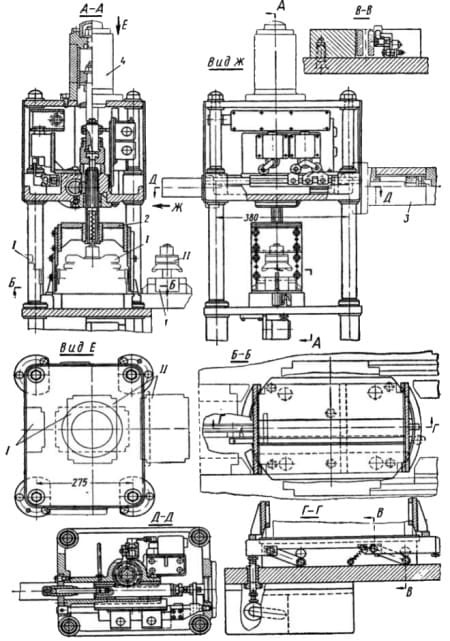
Рис. 3. Поворотное устройство линии механической обработки в виде накрывающего ключа-колокола для поворота на 90° приспособлений-спутников: 1 - приспособление-спутник (I - в положении до поворота; II - в положении после поворота); 2 - ключ-колокол поворота; 3 - гидроцилиндр поворота; 4 - гидроцилиндр подъема ключа
Поворотный стол (рис. 4) служит для опускания на уровень транспортера, возврата и поворота спутника в первоначальное исходное его положение в загрузочной позиции. Базовая плита-спутник, несущая деталь, поступает на столик, прикрепленный к байонетной скалке мостика, связанного со штоком гидроцилиндра и несущего также две направляющие скалки и кронштейн с кулачками для управления фазами цикла.
Поворотные устройства, показанные на рис. 2 и 4, совершают поворот детали за шесть переходов (учитывая и хода штанг транспортеров); при этом поворотная часть поворачивается два раза - с деталью и без детали. Время поворота не совмещается полностью с каким-либо элементом рабочего цикла обработки участка линии.
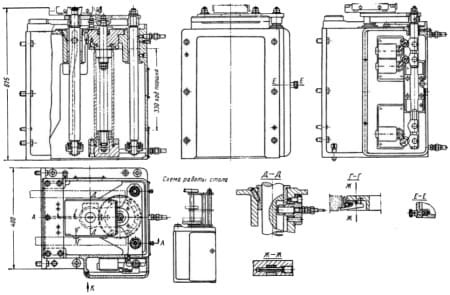
Рис. 4. Поворотно-подъемный стол автоматической станочной линии
Барабан для поворота детали на 90° вокруг горизонтальной оси (рис. 5) состоит из основания 1 и поворотной части, на которой устанавливается деталь. Поворот совершается от гидроцилиндра 12 через шток-рейку 11, зубчатое колесо 10, храповой механизм 13, зубчатое колесо 9 и зубчатый венец 7 на поворотном барабане 6. При обратном ходе штока цилиндра поворотная часть (барабан) 6 остается неподвижной по: действием фиксатора 4, входящего в одно из четырех гнезд 5, запрессованных в поворотной части. Диски 3, привернутые к поворотной части опираются на ролики 2, выполненные с одной стороны поворотной части с ребордами, входящими в паз диска 3 для фиксации барабана в осевом направлении. Крайнее положение рейки определяется упором 8.
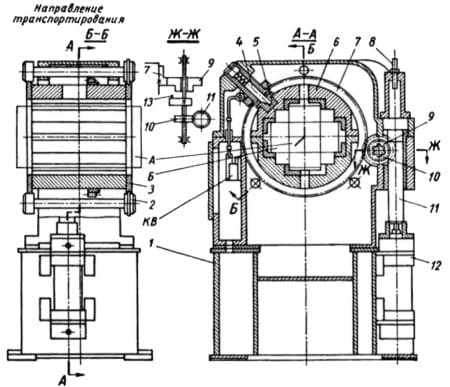
Рис. 5. Барабан для поворота детали на 90° вокруг горизонтальной оси
Поворотный барабан такого устройства работает в три перехода:
- Транспортер первого участка при ходе вперед вводит в барабан очередную деталь и одновременно выталкивает из него повернутую деталь на промежуточную позицию, расположенную вне барабана. Транспортер второго участка в этот момент находится в положении «Вперед».
- Затем оба транспортера отходят назад.
- Происходит поворот барабана и одновременно ход вперед транспортера второго участка с перемещением детали с промежуточной позиции.
Возврата поворотной части в исходное положение не требуется, но в каждом из четырех положений поворотная часть способна принять очередную деталь в положении ее на первом транспортере, выдавая одновременно повернутую деталь на промежуточную позицию.
Движение штока гидроцилиндра вперед и назад можно совместить с зажимом и отжимом детали, и весь цикл поворота совмещается с рабочим циклом обработки детали. Такие конструкции называются сквозными поворотными устройствами. Они являются наиболее совершенными - не увеличивают времени цикла и допускают совмещение управления поворотом и зажимом.
На рис. 6 показан разрез гидроцилиндра с реечной передачей 2, осуществляющей поворот платформы стола. Торможение стола в обоих крайних положениях производится демпфирующими дроссельными золотниками 1 и 3, вставленными в крышки цилиндра.
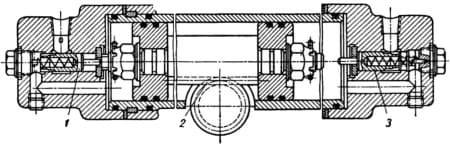
Рис. 6. Гидравлический цилиндр с рейкой
