Один из основных путей технического прогресса современного производства - комплексная автоматизация - характеризуется в области машиностроения широким применением автоматических линий.
Первая в СССР автоматическая станочная линия была построена на Волгоградском тракторном заводе И. П. Иночкиным в 1939 г. для обработки и сборки ступицы и фланцев поддерживающего ролика гусеницы трактора. В 1940 г. была построена на 1 ГПЗ автоматическая линия для обработки роликов. В проектировании и построении автоматических линий ведущее значение имели работы ЭНИМСа, Оргстанкомпрома, СКБ-1, СКБ-6, заводов «Станкоконструкция» и им. С. Орджоникидзе.
В дальнейшем над созданием автоматических линий работали наряду с этими организациями ГИПРОавтопром, НИИТавтопром, заводы ГАЗ, ЗИЛ, ВТЗ, 1 ГПЗ.
Автоматические станочные линии являются дальнейшим развитием поточных линий, для которых характерно расположение оборудования в порядке последовательности операций технологического процесса.
Поточные линии бывают неавтоматические, полуавтоматические и автоматические.
В полуавтоматических поточных линиях не автоматизированы загрузка заготовок, снятие обработанных деталей, контроль деталей, а иногда (при крупносерийном производстве крупных деталей) также включение общего транспорта. В автоматических поточных линиях рабочий участвует в загрузке линии и обычно в контроле деталей, однако имеются и поточные линии с автоматическим контролем. Включение транспортера всегда автоматическое, и автоматические линии всегда работают с принудительным темпом.
Автоматическая станочная линия это система станков (иногда и других технологических агрегатов) и вспомогательных устройств, автоматически осуществляющих назначенную последовательность технологических операций без вмешательства рабочего, которая нуждается лишь в периодическом контроле, наладке и уходе со стороны обслуживающего персонала.
В состав понятия автоматической линии для обработки заготовок резанием входят элементы, связанные с целевым назначением линии:
- обрабатываемая деталь в исходном состоянии - заготовка - и в том виде, в каком она сходит с линии, - деталь, полуфабрикат;
- ряд операций технологического процесса обработки (заготовки) с соответствующей технологической оснасткой.
Основными исполнительными устройствами автоматической линии являются станки, транспортная система и система управления.
Транспортная система автоматической линии состоит из основной транспортной трассы и следующих дополнительных устройств:
- накопителей заделов для бесперебойной работы линии при простое (для подналадки, регулирования, устранения неполадок) отдельных агрегатов и механизмов;
- устройств для поворота обрабатываемых заготовок;
- загрузочных устройств для подачи заготовки с основной транспортной трассы к зажимному устройству станка или к его механизму питания заготовками;
- устройств для автоматического отвода стружки.
Общая схема автоматической линии показана на рис. 1.

Рис. 1. Общая схема автоматической линии механической обработки
Применение автоматических линий механической обработки увеличивает производительность оборудования и труда. Количество станков и производственные площади сокращаются в 1,5-2 раза, количество рабочих - в 5-8 раз. Качество продукции улучшается и становится стабильным. Сокращается длительность производственного цикла, уменьшается незавершенное производство, ускоряется оборачиваемость оборотных средств. Себестоимость обработки снижается в 3,5-4,5 раза. Вместе с тем повышается общая культура производства.
Автоматическим станочным линиям механической обработки присущи, однако, и некоторые недостатки, к числу которых относятся:
- повышение требования к заготовке для обеспечения стабильности процесса обработки;
- трудоемкость переналадки линии на другую деталь или на другой технологический процесс;
- иногда снижение коэффициента использования станков и других агрегатов из-за простоев, вызванных неполадками в другом оборудовании;
- в отдельных случаях вынужденный отказ от применения высокопроизводительных станков, используемых в поточных линиях при индивидуальном их обслуживании рабочим-оператором; поэтому автоматические линии не всегда охватывают весь технологический процесс обработки: операции, полная автоматизация которых нерентабельна, производятся вне автоматической линии; базовые поверхности корпусных деталей обычно обрабатываются предварительно при индивидуальном обслуживании станка оператором;
- необходимость в обслуживающем персонале высокой квалификации;
- повышенные первоначальные затраты;
- трудность освоения автоматических линий.
При правильной разработке технологического процесса и компоновке автоматической линии и правильном выборе образующих ее ЧПУ станков, агрегатов, вспомогательных и транспортирующих устройств преимущества автоматической линии с избытком превышают ее недостатки.
Требования к обрабатываемым деталям на автоматических линиях
- Достаточно длительная неизменность (стабильность) изготовляемой конструкции детали имеет большое значение, так как затраты на построение и внедрение автоматической линии обычно очень большие. Поэтому конструкция детали не должна изменяться за период времени, необходимый для того, чтобы затраты на линию окупились.
- Программа выпуска должна быть настолько велика, чтобы затраты на автоматизацию окупались за счет снижения себестоимости изготовления детали на линии.
- Технологичность конструкции детали должна дать возможность применять простые типовые технологические процессы, которые легко поддаются автоматизации.
- Наибольшую экономическую эффективность дают детали с высокой относительной долей производственных затрат (заработной платы и накладных расходов) в полной себестоимости детали.
- При базировании корпусных деталей применяется координация детали относительно баз обработки по трем точкам ее поверхностей. Базовые поверхности должны быть защищены от попадания стружки. Для возможности автоматической фиксации детали в рабочей позиции двумя коническими штифтами деталь должна сохранять свое положение (ориентацию) при транспортировании ее с одной позиции на другую.
При координации детали в пространстве и базировании ее по двум точкам точная ориентация детали (вала, диска, кольца) относительно зажимного устройства (кулачков, цанги, центра) имеет значение в самом конце транспортирования детали к станку. В процессе транспортирования требуется сохранять ориентацию по отношению к поверхностям транспортного устройства.
- Поле рассеяния значений твердости материала заготовок должно быть более узким, чем обычно. Это необходимо для получения стабильной стойкости инструментов и возможности планомерной подналадки инструментов.
- Конструкция изготовляемой детали должна быть технологически отработана в отношении базирования и обработки. Заготовки с черной поверхностью должны иметь минимально возможные припуски на обработку. Размеры заготовок и их обрабатываемость должны иметь возможно большую стабильность.
Если отклонения размеров заготовок могут вызвать потерю ориентации, застревание или неполное зажатие в приспособлениях либо другие неполадки, то для обеспечения бесперебойной работы линии в начале линии должен быть введен 100%-ный контроль заготовок по отклонениям размеров (см. Точность и отклонения от геометрической формы деталей), ведущим к неполадкам и авариям.
Технологический процесс
Один из основных критериев производительности автоматизированного станка - коэффициент производительности рабочей машины, или по В. И. Дикушину - коэффициент степени непрерывности технологического процесса - распространяется и на автоматические линии механической обработки.
При разработке технологического процесса и проектировании автоматической линии максимально возможное сокращение цикловых и нецикловых потерь времени, не совмещенных с основным технологическим временем, является одним из главных руководящих положений. Из него вытекает требование возможно меньшего числа перебазирований и перезакреплений заготовок, так как время на эти операции в большинстве случаев не может быть совмещено с основным технологическим временем. С другой стороны, с сокращением подобных операций уменьшается количество вспомогательных транспортных и загрузочных устройств. Наибольшие возможности в этом отношении представляют линии механической обработки непрерывного действия, например, автоматические линии для шлифования небольших цилиндрических деталей, составленные из бесцентрово-шлифовальных станков, у которых транспортные и технологические движения совмещаются, а фиксация оси детали происходит под действием сил резания (рис. 2).
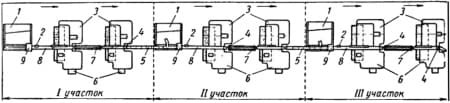
Рис. 2. Автоматическая линия для шлифования поршневых пальцев: 1 - бункера: 2 - направляющие диски для ориентирования пальцев; 3 - бесцентрово-шлифовальные станки; 4 - контрольные автоматы; 5 - элеваторы; 6 - автоматические подналадчики; 7 - конвейеры; 8 - склизы; 9 - распределители
Наименьшие возможности совмещения времени на транспортные перемещения и внецикловых потерь времени с основным технологическим временем, а также этих времен между собой представляют автоматические линии для корпусных деталей с жесткой связью между станками - сблокированные автоматические линии, у которых транспортные перемещения, движения резания, холостые хода и вспомогательные движения на отдельных станках линии происходят последовательно, совмещаясь по станкам участка линии. У таких сблокированных линий механической обработки расчетная длительность такта линии, т. е. интервал времени, через который выдается обработанная деталь:
τ = tм + tх + tт + tз + tо
где tм - машинное время, равное времени обработки и работы силовой головки на упоре; tх - время холостых ходов головки; tт - время транспортирования детали на одну позицию; tз - время зажима и фиксации (если она предусмотрена); tо - время освобождения (разжима) детали
При разработке технологического процесса обработки, помимо обычных требований к выбору базы, требуется еще предусмотреть удобство транспортировки, возможность автоматической фиксации детали и наименьшее количество ее перебазирований.
Увеличение количества инструментов в каждой позиции позволяет уменьшить количество станков в линии. Однако степень концентрации инструментов в различных позициях не должна быть чрезмерной, чтобы не затруднять подналадку и смену инструментов, отвод стружки и подвод смазочно-охлаждающей жидкости.
Важной задачей при разработке технологического процесса является достижение по возможности равной или, в крайнем случае, кратной длительности отдельных операций, что необходимо для синхронизации работы отдельных станков и позиций.
Синхронность обработки заготовки на различных операциях достигается различными способами.
Длительную лимитирующую операцию распределяют на несколько позиций разделением всего пути рабочего хода на несколько частей; это возможно при черновых операциях и сверлении неточных отверстий, которые приходится выполнять ступенчатыми с интервалами диаметров порядка 0,2 мм. Отдельные кратковременные операции (подобные, например, обработке мелких отверстий) иногда удается объединить, применяя ступенчатые сверла, зенкеры и другой комбинированный инструмент. Иногда синхронность обработки заготовки достигается распределением технологических операций на участки (фрезерование, растачивание, сверление).
На рис. 3 приведена технологическая схема обработки отверстий на торцовых сторонах цилиндровых блоков автомобильных двигателей. В блоке имеется смазочное отверстие настолько большой длины, что, помимо сверления с двух сторон, длина прохода разделена на шесть частей с одной стороны и на семь с другой, и сверление производится последовательно на семи рабочих позициях.
Такое разделение длины прохода на лимитирующих операциях на части особенно целесообразно при сверлильно-расточной обработке на многошпиндельных станках, так как добавляемые шпиндели могут быть частично или полностью размещены в шпиндельных коробках совместно с остальными шпинделями.
Если на отдельной позиции нет возможности достичь синхронности обработки, то для сохранения темпа работы автоматической линии увеличивают число заготовок, одновременно обрабатываемых на данной позиции, или устанавливают на наиболее трудоемкой позиции несколько однотипных станков.
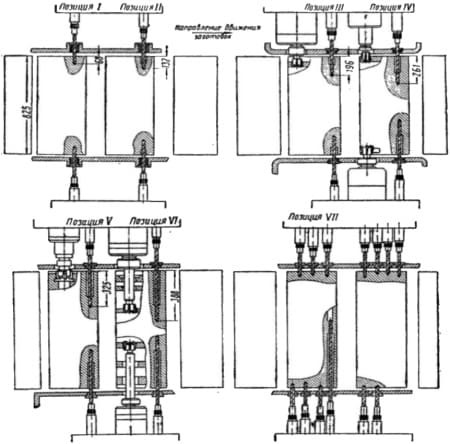
Рис. 3. Схема обработки отверстий на торцовых сторонах цилиндровых блоков автомобильных двигателей на автоматической линии
Инструмент и режимы резания на автоматической линии
При увеличении количества одновременно работающих инструментов уменьшается время обработки и заработная плата за одну деталь и возрастает относительная доля расходов на инструмент. Поэтому с увеличением числа шпинделей и рабочих позиций, обслуживаемых одним рабочим, оптимальные режимы резания снижаются.
Чрезмерное повышение режимов резания снижает надежность работы автоматической линии и может вызвать длительные простой ее для смены инструментов. Поэтому на лимитирующих операциях режимы резания назначают с таким расчетом, чтобы время между переточками инструмента было не менее 7 ч, т. е. чтобы инструмент можно было менять между сменами. В отдельных случаях на лимитирующих операциях снижают время между переточками до 3,5 ч, рассчитывая производить замену инструмента в обеденный перерыв.
При больших количествах инструментов в автоматической линии, достигающих 1000 и более в одной автоматической системе, смена инструментов по усмотрению наладчика часто приводит к чрезмерному затуплению отдельных инструментов, к их поломке и к увеличению простоев линии.
На автоматических линиях большинство операций обработки - невысокой точности и смена инструмента вызывается потерей режущей способности. Так как режущая стойкость инструментов в отличие от размерной стойкости в условиях работы автоматических линий (повышенные требования к стабильности качества материала деталей и их обрабатываемости) изменяется мало, то имеется возможность производить смену инструментов планомерно через определенные сроки, тем самым сократить время на подналадку и избежать поломок инструментов, чрезмерно затупившихся по недосмотру наладчика.
С этой целью инструменты распределяют на группы с приблизительно одинаковой стойкостью. Для каждого инструмента определяется по режиму резания стойкость, календарное время или количество деталей обрабатываемых данным инструментом между переточками.
В инструментальном шкафу у места хранения инструментов данной группы устанавливается счетчик циклов. После отсчета минимально отработанных циклов на пульте управления загорается сигнальная лампа; после отсчета максимальных циклов соответствующая часть автоматической линии останавливается.
При точной обработке деталей, когда время смены инструментов определяется их размерной стойкостью, которая практически колеблется в очень широких пределах, плановая принудительная смена инструментов малопригодна. В этих случаях в автоматических линиях необходимы устройства для автоматического контроля точных размеров, зависящих от состояния режущих кромок инструментов.
Плановая принудительная смена инструментов не исключает необходимости сокращать затраты времени на подналадку станков введением быстросменного крепления инструментов и их предварительной установки на размер вне линии.
Быстросменный патрон (рис. 4) конструкции СКБ-1 для стержневых инструментов при установке его корпуса в шпиндель регулируется в осевом направлении при помощи гайки 5 для выверки взаимного положения упорных пяток 4 на всех шпинделях шпиндельной коробки. В корпус патрона вставляется переходная оправка 6, несущая инструмент. Регулировочный винт 1 оправки упирается в пятку 4. Оправка запирается в корпусе патрона при помощи шарика з при осевом сдвиге втулки 2. Осевое положение инструмента устанавливают регулированием винта 1 по шаблону вне линии.
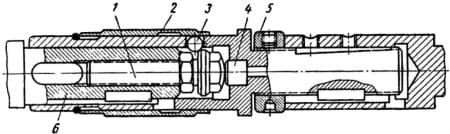
Рис. 4. Быстросменный патрон используемый в автоматических линиях механической обработки
Инструменты хранятся вставленными в переходные оправки 6. После переточки оправка с инструментов вставляется во втулку 2 шаблона (рис. 5), для чего лапку 1 отводят в сторону, и при помощи регулировочного винта оправки выверяют инструмент по длине, пока сверло не упрется в лапку 1, а головка винта оправки - в торец винта 3.
Шаблоны этого типа применяют при точности установки порядка ±0,25 мм. Для более точной установки служат предельные шаблоны, а при допуске менее ±0,1 мм - также индикаторные приборы.
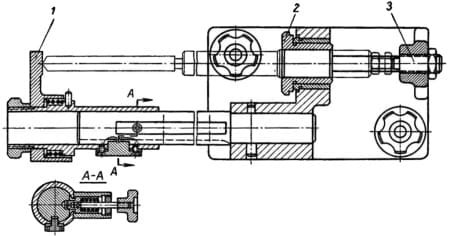
Рис. 5. Шаблон для предварительной выверки стержневых инструментов по длине
В автоматических станочных линиях широко применяются быстросменные резцы с регулированием их положения вне линии. Также в автоматических линиях успешно применяются резцы с механическим креплением чашечных или многогранных неперетачиваемых твердосплавных пластинок (рис. 6). Чашечная пластинка 4 (рис. 6, a) крепится штоком 3 и прижимается к корпусу 1 резца пружиной 2. Чашечную пластинку можно вручную поворачивать, не снимая резец со станка, для использования нового участка ее режущей кромки. Регулировочный винт корпуса предназначен для установки длины вылета резца в специальном приспособлении вне станка.
Многогранная твердосплавная пластинка 2 (рис. 6, б) садится с зазором 0,1-0,15 мм на штифт 3, запрессованный в корпус 1 резца, прижимается к штифту и к опорной площадке на корпусе клином 4 и дополнительно силой резания. Для поворота пластинки, чтобы сменить режущую кромку, клин 4 нужно освободить. Фасонные неперетачиваемые твердосплавные пластинки (рис. 6, б-г) для резцов, работающих на автоматических линиях, имеют на передней поверхности фаску 0,2-0,5 мм и стружкозавивающую канавку, образованную в процессе изготовления пластинки.
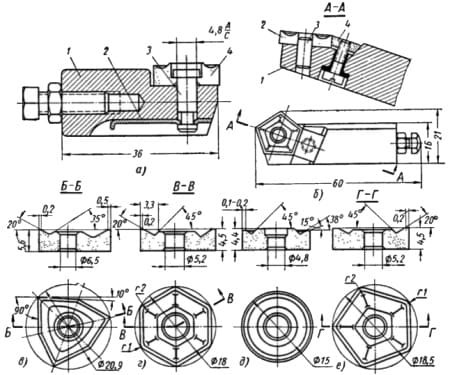
Рис. 6. Типовые конструкции твердосплавных резцов: а - чашечный резец; б - резец с твердосплавной многогранной пластинкой; в - трехгранная пластинка; г - шестигранная пластинка; д - чашечная пластинка; е - пятигранная пластинка
Оборудование автоматических линий
Компоновка станков, особенно их рабочей зоны, должна предусматривать возможность применения всех видов загрузочных устройств и транспортных систем, нормально применяемых в автоматических линиях для деталей, обрабатываемых на станках данного типа.
Автоматизация загрузки станка устройствами подачи заготовок и транспортная система только одного вида могут быть применены при встраивании в автоматическую линию станка уже существующей модели. Широкая увязка компоновки вновь проектируемого станка со всеми нормальными загрузочными и транспортными системами делает возможным встраивание этого станка в один участок линии со станками иных типов и назначений, повышает степень его универсальности и расширяет область его применения; это, в свою очередь, ведет к лучшей эксплуатационной выверке конструкции и к повышению надежности станка.
Увязка компоновки станка с транспортными и загрузочными системами нормальных типов выражается не только в удобстве их применения, но и в доступности (при наличии транспортной и загрузочной систем) зоны резания для визуального контроля схода стружки (особенно сливной) на транспортер и для устранения задержек в сходе стружки, в доступности транспортера стружки для устранения ее заеданий и других неполадок, доступности гидроаппаратуры и системы охлаждения для смены уплотнений и т. д.
Компоновка станка, конструкция его суппортов, корпусных деталей и станины должны надежно обеспечивать непрерывный автоматический отвод стружки из зоны резания, а специальный транспортер - от станка.
Наибольшие трудности возникают при отводе длинной сливной стружки, образующейся при обтачивании стальных заготовок на горизонтальных одношпиндельных и вертикальных многошпиндельных полуавтоматах, габаритные условия которых позволяют сделать конструкцию шпиндельных узлов достаточно жесткой для обдирки стальных заготовок твердосплавными резцами.
Наилучшие условия для отвода сливной стружки из зоны резания складываются, если в горизонтальном одношпиндельном автомате продольный суппорт с резцом повернут около линии центров на 180°, и получается свободное пространство для того, чтобы стружка сходила вниз, не опутывая обрабатываемую деталь и оснастку суппорта.
При обтачивании ступенчатых валиков на токарных копировальных полуавтоматах условия работы стружколомателей затруднены изменением режима резания.
Трудности отвода стружки возрастают с увеличением ее сечения. Поэтому на линиях из шлифовальных станков и некрупных токарных прутковых и патронных автоматов стружка отводится легче, чем на линиях из многорезцовых и копировальных токарных полуавтоматов.
На состоящих из агрегатных станков линиях для корпусных деталей отвод стружки непосредственно не связан с компоновкой и конструкцией станков - он влияет на конструкции зажимного приспособления и транспортные устройства, требуя введения проемов для схода стружки.
Важнейшим требованием к станкам, как и другому оборудованию автоматической линии, является высокая надежность работы. Высокая надежность автоматической линии достигается повышением собственной надежности каждого станка и агрегата и снижением потерь его рабочего времени из-за простоя других станков или иного оборудования линии, связанного с работой данного станка.
По признаку связи между станками различают:
- линии из станков, жестко связанных между собой общим шаговым транспортером, который перемещает одновременно все обрабатываемые заготовки от станка к станку на величину шага, равного расстоянию между станками (сблокированные линии);
- линии из станков, свободно связанных между собой вследствие наличия между ними накопителей заделов (бункеров), что позволяет каждому станку линии работать при простое предыдущего или последующего в потоке станка.
В сблокированной автоматической линии остановка одного станка вызывает простой всего участка линии, обслуживаемого одним общим шаговым транспортером. Поэтому повышение надежности работы станков и иногда оборудования линии имеет особо важное значение для автоматических линий из жестко связанных станков.
Одним из средств повышения надежности работы автоматической линии служит повышение производительности станков, так как оно ведет к уменьшению количества станков, а следовательно, и другого оборудования линии и таким образом уменьшает количество элементов линии, вызывающих ее простой.
Существенное значение для повышения собственной надежности станков и их экономичности имеет применение в автоматических линиях серийно изготовляемых станков, конструкции которых выверены в условиях их эксплуатации. Характерной особенностью такого рода станков является их универсальность - приспособленность их компоновки к удобному встраиванию в автоматические линии со всеми основными видами транспортных и загрузочных систем, нормально применяемых при обработке деталей данного типа. Другие достоинства таких станков - удобство их для ручной и крановой загрузки, хорошая обозримость рабочей зоны с рабочего места, доступность и удобство манипулирования с рабочего места основными органами для наладки и регулирования станка, удобство управления наладочным и полуавтоматическим циклом при работе вне автоматической линии.
В сблокированных автоматических линиях для корпусных деталей производятся фрезерные, расточные, сверлильные и резьбонарезные операции, для чего используются высокопроизводительные специальные многошпиндельные станки.
Повышение надежности и снижение себестоимости специальных станков достигаются выполнением их в виде агрегатных станков из нормализованных узлов выверенных конструкций.
С той же целью для сблокированных линий нормализуются узлы транспортных устройств и систем управления (рис. 7).
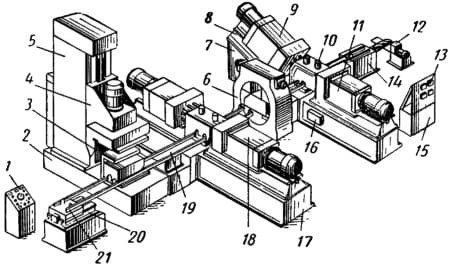
Рис. 7. Схема участка сблокированной автоматической линии для корпусной детали. Унифицированные узлы линии: 1 - пульт управления; 6 - барабан поворота детали; 12 - привод транспортера стружки; 13 - притычная гидроаппаратура; 15 - гидростанция; 16 - насос автоматической смазки; 19 - поворотный стол; 20 - транспортер детали. Унифицированные узлы станков: 4 - несамодействующая силовая головка; 5 - вертикальная станина; 8 - салазки; 9, 11, 18 - самодействующие силовые головки; 10 - цилиндр зажима детали; 17 - станина-подставка. Оригинальные узлы линии: 2, 14, 21 - подставки и основание; 3 - приспособления; 7 - наклонные подставки
Участки и автоматические линии станков с ЧПУ
Растет число потребителей, которые уже убедились в преимуществах ЧПУ и закупили по несколько таких станков. Эти станки во многих случаях обеспечили получение прибылей, которые не могли быть достигнуты при использовании одного станка с ЧПУ. По отзывам потребителей при внедрении ЧПУ упрощается организация многосменной работы, вопросы обслуживания решаются совместно для всей группы станков, легче распределить управление станками между операторами. Управление производством можно поручить одному сотруднику, который старается помочь конструкторам принимать решения с учетом ЧПУ и организует группу составителей программ обработки деталей.
В ряде производственных компаний, для автономной подготовки управляющих программ станков с ЧПУ используются центральный компьютер. Для этих целей были разработаны специальные системы управления, а также ряд программ широкого назначения для использования в международном масштабе.
Компании, которые вначале приобрели один станок с ЧПУ, а теперь используют уже несколько таких станков, могут поставить вопрос, каким же будет следующий шаг в направлении их использования с наибольшей эффективностью. Ответом будет создание автоматических линий механической обработки из отдельных станков, в которых группы станков, даже не будучи соединены между собой, управляются от одного узла или компьютера с возможным разделением времени ее работы между станками. В США были разработаны несколько систем непосредственного управления группами станков с ЧПУ от компьютера. Среди них - «Data Controller» фирмы General Electric, «Omnicontrol» фирмы Sundstrand и «System 70» фирмы Bunker-Ramo.
Наиболее интересным по своему замыслу примером системы непосредственного управления от компьютера может служить автоматическая линия (участок) с программным управлением под названием «Система 24». Это группа, которую составляют обрабатывающие центры с ЧПУ «третьего поколения». Станки снабжены устройствами автоматической смены инструментов; конструирование станков было выполнено специально для производства ограниченного числа операции с высокой производительностью. Из таких станков компания Molins (Англия) спроектировала участок с управлением от центрального компьютера. Вдоль линии механической обработки в течение 24 ч должны автоматически перемещаться обрабатываемые детали. Подлежащие обработке в течение суток заготовки вручную устанавливают на спутники во время восьмичасовой рабочей смены. Спутники с деталями автоматически складируются, и с помощью устройства, управляемого от компьютера, происходит их выбор и транспортировка по адресам к соответствующим станкам. Заготовки на данной линии обработки деталей обрабатываются на станках в любой последовательности на протяжении 24 ч.
Если обработка не завершается на одном станке, то спутник временно возвращается на склад. Если считать, что сегодня эпоха обрабатывающих центров, ближайшее будущее за целыми производственными комплексами. Принцип «производственного комплекса» в применении к изготовлению деталей небольшими партиями будет, возможно, означать использование универсальных автоматических систем ЧПУ. Целью применения таких систем с ЧПУ является повышение эффективности производства в условиях обработки очень большой номенклатуры деталей небольшими партиями.
В настоящее время ЧПУ предназначено не только для решения задач мелкосерийного производства. Проекты, подобные описываемому, могут представлять значительный интерес для отраслей промышленности, изготовляющих детали средними по размерам партиями, и подтолкнуть их к созданию участков из связанных между собой станков с ЧПУ.
Примером такого подхода среди компаний-изготовителей деталей средними партиями может служить английская компания Borg-Warner, являющаяся отделением американской компании. В 1968 г. станки с ЧПУ были соединены между собой используя транспортные системы автоматических станочных линий (транспортер с рольгангами). Линия предназначалась для обработки различных модификаций корпусов автоматических коробок передач автомобиля и являлась первым шагом в создании автоматизированного производства большого числа мелких серий однотипных деталей. Разработка линии велась совместно с фирмой Cincinnati Milling Machines Ltd, Бирмингам, Англия, которая в дальнейшем предложила проект автоматической ЛИНИИ «Variable mission».
В этой линии группа станков связана кольцевым транспортером. К каждому станку (рис. 8) подходят поперечные транспортеры. Длина поперечных транспортеров обеспечивает накопление некоторого запаса обрабатываемых деталей. Детали перемещаются по транспортерам на индивидуальных спутниках (транспортных приспособлениях). Основание спутника выполняет функции транспортного средства и точной ориентации (относительно инструмента). Каждый спутник имеет несколько адресов, указывающих к каким станкам данная деталь должна быть подана. Преимущество такого рода линии обработки деталей в том, что вначале это может быть очень простая система, где станки связаны между собой транспортером с рольгангами, по которому можно вручную перемещать детали на спутниках, затем можно установить дополнительные транспортеры и приводить их в действие электродвигателем. Такая линия может непосредственно управляться от компьютера.
В автоматических линиях обработки находят применение сверлильно-револьверные, сверлильно-фрезерные станки с ЧПУ, а также токарные и многооперационные станки с ЧПУ. Большое внимание в настоящее время уделяется созданию станков с ЧПУ с высокой степенью агрегатирования, позволяющей собирать разнообразные по конфигурации станки из отдельных нормализованных узлов. Такой подход проявился, в частности, при создании компанией Stavely (Англия) линий SIMS, первая из которых построена для компании Rolls Royce Ltd и предназначена для обработки деталей двигателя для аэробуса.
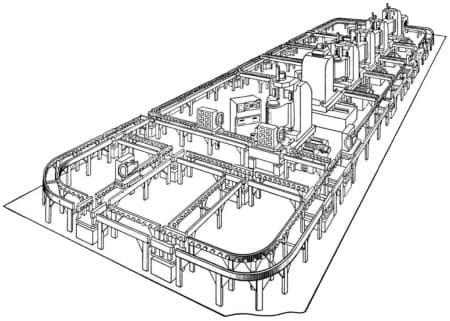
Рис. 8. Автоматическая станочная линия с программным управлением «Variable mission» фирмы Cincinnati для обработки деталей небольшими партиями
Компоновка автоматических станочных линий
Автоматические станочные линии механической обработки представляют собой сложную систему станков и различного вида автоматических устройств. Поэтому потеря работоспособности линии может произойти из-за отказа инструмента, приспособления, механических, гидравлических, электрических и пневматических устройств, рабочих органов межоперационного транспорта, автоматических средств технического контроля и т. д. В связи с этим необходимо так скомпоновывать оборудование, чтобы временные остановки агрегатов не влияли на работу всей линии. В отношении организации потока и компоновки автоматические станочные линии выполняют в трех вариантах:
- Безбункерные автоматические станочные линии. На таких линиях обрабатывают обычно корпусные детали: блоки цилиндров, корпуса коробок скоростей автомобиля и т. п. Заготовка проходит всю линию, перемещаясь общим транспортером последовательно с одной рабочей позиции на другую на величину расстояния между позициями t (прямоточные линии, рис. 9, а) или на величину размера заготовки d (поточные линии, рис. 9, б).
- Бункерные автоматические линии механической обработки. Они состоят из отдельных автоматических станков (рис. 9, в), снабженных механизмами питания - бункерами Б и связанных друг с другом транспортерами, передающими обрабатываемые детали с одной позиции на другую.
- Автоматические станочные линии с приемниками-накопителями. В этом случае линия делится на отдельные участки, между которыми размещаются промежуточные накопители запасов полуфабрикатов Б (бункерно-прямоточные и бункерно-поточные линии, рис. 9, г, д). При таком варианте временная потеря работоспособности какого-либо участка не приводит к остановке всей линии. Задача при проектировании линии в этом случае сводится к выбору места установки и количества бункеров.
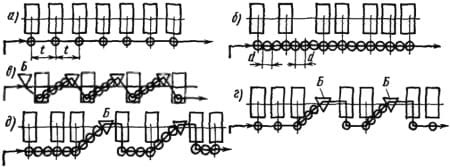
Рис. 9. Типы автоматических станочных линий механической обработки
Удаление стружки на автоматической линии
Металлическая стружка, образующаяся в процессе резания, может явиться серьезной помехой в работе автоматической линии. Забивая механизмы, появляющаяся стружка при резании металла нередко нарушает нормальную работу станков. Большое значение имеет удаление стружки с базовых поверхностей изделия и установочных мест приспособлений. Забивание стружкой отверстий может быть причиной поломки метчиков и разверток. Стружку с автоматических линий удаляют, смахивая ее механическими щетками либо смывая или обдувая заготовки при транспортировке их от станка к станку. Для уборки стружки на линии применяют стружкоуборочный конвейер (транспортер): шнековый или скребковый для сливной или витой стружки и ленточный или вибрирующие лотки для сыпучей стружки.
Технический контроль операций на станочных линиях
Технический контроль отдельных операций или групп операций на автоматической линии осуществляется различно. При обработке крупных корпусных деталей контроль производится в конце линии механической обработки. В некоторых случаях осмотр и контроль ведутся в промежутке между позициями, для чего в линии предусмотрены холостые позиции. Количество их зависит от характера технологического процесса. При обработке мелких и средних по размеру деталей применяется автоматический контроль, обычно на специально предусмотренных в линии контрольных позициях. Он рассматривается как отдельная операция. Принципы и конструкции автоматических средств измерения разнообразны.
Испытание автоматических линий
Испытание автоматических линий механической обработки производится для проверки надежности работы системы машин, агрегатов, транспортных устройств и других механизмов на полном автоматическом режиме при изготовлении доброкачественных изделий с заданной производительностью. Обязательно проводятся испытания станков, причем каждого из входящих в линию агрегатов. Только после того, как все станки проверены и показали хорошее качество изготовления и сборки, их можно устанавливать в автоматическую линию, которая после этого испытывается на заданном такте работы.
Как правило, испытание автоматической линии начинается с проверки работы всего входящего в нее оборудования (загрузочных, перегрузочных, транспортирующих, контрольных и других устройств, а также всех станков) на наладочном режиме.
После того как установлена безотказность работы каждого устройства, системы управления, блокировки и сигнализации, переходят к испытанию на автоматическом режиме. Обычно автоматизированную линию испытывают в течение нескольких смен, регистрируя вынужденные остановки линии и отдельных станков, выявляя причины простоев и намечая пути к их устранению.
Особое внимание уделяется тому, как работают загрузочные устройства, питатели и отсекатели, а также те механизмы, которые являются новыми в данной линии. Обрабатываемые на линии в течение испытательного срока детали подвергаются тщательному контролю для установления их качества.
В переналаживаемых линиях, т. е. в линиях, которые предназначены для параллельного или последовательного изготовления группы деталей, проверяется продолжительность переналадки и количество персонала, которое необходимо для обслуживания автоматизированной линии.
Особенности автоматизированных линий
Автоматизированные линии являются дальнейшим развитием многопоточных и многопозиционных станков.
При условии полного использования наиболее прогрессивных технических средств штучная производительность линии последовательного действия (без учета эксплуатационных потерь) определяется продолжительностью цикла лимитирующего станка неперекрываемым временем работы вспомогательных устройств линии. Уравнивание производительности на отдельных позициях линии может быть достигнуто за счет увеличения количества станков или количества потоков. При подразделении линии на самостоятельные участки производительность может быть повышена путем использования третьей смены и ужесточения режима эксплуатации лимитирующего участка или станка.
Технологический процесс обработки деталей на автоматизированных линиях предварительно должен быть тщательно проверен.
Все применяемые станки, механизмы и устройства должны иметь большую надежность и в течение длительного времени сохранять точность.
Таким образом, для повышения производительности необходима такая разбивка технологического процесса, при которой все операции на каждой позиции требовали бы по возможности одинаковой и при этом наименьшей затраты времени.
При рассмотрении фактической производительности учитываются эксплуатационные потери.
При прочих равных условиях необходимо всегда стремиться к максимальному снижению продолжительности вспомогательных ходов.
Наряду с этим разбивка технологического процесса на большое количество операций и увеличение потоков ведет к увеличению количества деталей, обрабатываемых одновременно, вызывает увеличение числа механизмов, агрегатов, приводных элементов, загрузочных устройств и, самое главное, требует увеличения количества инструментов. Все вместе увеличивает продолжительность обслуживания линии, сокращает фактическое время ее работы и удорожает эксплуатацию.
Особенностью автоматизированных линий является то, что детали в нужных количествах и требуемого качества должны производиться без непосредственного участия человека. В соответствии с этим и выбор технологического процесса подчиняется следующим основным требованиям:
- продолжительность операций, выполняемых на каждом станке, должна быть, по возможности, одинаковой, если линия является прямоточной (жесткосвязанной);
- применяемые на автоматизированных линиях инструменты должны быть достаточно простыми и обладать высокой режущей и размерной стойкостью;
- оборудование должно быть простым, надежным и одновременно весьма производительным, а обслуживание его удобным;
- станки должны позволять быстро восстанавливать их работоспособность и в течение продолжительного времени сохранять необходимую точность.
Стоимость автоматизированной линии и ее эксплуатации должны обеспечивать выгодные условия производства, т.е. резкое повышение производительности труда.
