Под автоматическим загрузочным устройством обычно подразумевается самодействующее приспособление, пристраиваемое к станку для загрузки его штучными заготовками.
Ввиду большого разнообразия формы и размеров деталей, обрабатываемых на фрезерных станках, автоматическое загрузочное устройство необходимо рассматривать в комплексе с автоматическим зажимным приспособлением, устанавливаемым на столе фрезерного станка, так как проектирование и создание автоматического зажимного приспособления представляют наибольшую трудность, а его конструкция связана с необходимостью использования того или иного загрузочного устройства.
Применение автоматического загрузочного приспособления совместно с автоматическим зажимным приспособлением на фрезерных станках позволяет автоматизировать все вспомогательные приемы, связанные с загрузкой станка, правильной установкой заготовки в приспособлении, зажимом заготовки, разжимом и сбрасыванием обработанной детали.
Исходя из этого, в дальнейшем под загрузочным устройством к фрезерным станкам будем подразумевать комплекс механизмов для осуществления: ориентации заготовок; накопления заготовок в ориентированном положении для обеспечения бесперебойной работы станка; подачи заготовки к зажимному приспособлению; установки заготовки в зажимном приспособлении; закрепления зажима заготовки в приспособлении; открепления (разжима) заготовки и сбрасывания ее в приемную тару.
Автоматизация загрузки станка с применением приспособлений-спутников
Установка заготовок непосредственно на поворотный стол станка наряду с достоинствами имеет существенные недостатки. Установка, закрепление заготовки, раскрепление и снятие обработанной детали выполняются обязательно на станке, в непосредственной близости от рабочей зоны. Это не всегда удобно и безопасно и, кроме того, не позволяет организовать запас заготовок, заранее закрепленных в приспособлениях вне станка. Стоимость изготовления точного делительного стола очень велика. Поэтому применение двух точных поворотных столов на одном станке нежелательно и значительно удорожает станок, усложняет его обслуживание и ремонт. Развитие способов механизации и автоматизации загрузки обрабатывающих центров с ЧПУ пошло по пути широкого применения приспособлений-спутников. Несмотря на различие конструкций, приспособления-спутники имеют общие признаки. Это очень жесткая плита с точно обработанными поверхностями для базовых и крепежных элементов, предназначенных для установки заготовок, имеющая направляющие для прямолинейных перемещений. Спутник с закрепленной заготовкой подается на основной стол станка и удаляется с него в разгрузочную позицию автоматически. Поясним это на примере (рис. 1). Станок имеет один точный поворотный стол 10, установленный на жесткой станине 11. Прямолинейных перемещений у стола нет, их выполняет стойка со шпиндельной бабкой.

Рис. 1. Автоматизация загрузки заготовок с применением приспособлений-спутников: а - общий вид; б - схема действия
На поворотном столе и расположенной слева от него загрузочно-разгрузочной позиции А находятся плиты-спутники 4 и 5. Спутники имеют горизонтальную базовую плоскость планки 2 и 3, позволяющие точно ориентировать заготовку в пространстве. Сетка резьбовых отверстий служит для расстановки других базовых и крепежных элементов. Справа от стола станка находится вторая загрузочно-разгрузочная позиция Б. Для того, чтобы уяснить цикл работы станка, представим, что на спутнике 5 закреплена заготовка и станок выполняет ее обработку сначала с одной, а затем – после поворота стола вместе со спутником - с других сторон. За это время на спутник, находящийся в позиции А, устанавливают вторую заготовку. Когда обработка первой заготовки закончится, спутник 5 автоматически передвинется в позицию Б для разгрузки, а на его место поступит спутник 4 со второй заготовкой. В дальнейшем «маятниковое» движение спутников будет повторяться. Для перемещения спутников с позиций А и Б имеются поддерживающие 13 и направляющие 1 ролики.
Транспортирующим органом служит гидроцилиндр 6, шток 12 которого связан с кареткой 9. На концах каретки имеются захваты 7 и 14, которые могут входить в зацепление с замками 8 и 15 спутников. Для этого каретка поворачивается относительно горизонтальной оси (с помощью механизма, не показанного на рисунке). Отвод захватов от спутников необходим для того, чтобы можно было поворачивать спутник, находящийся в рабочей позиции.
При использовании на обрабатывающих центрах приспособлений-спутников возникают определенные трудности, связанные с необходимостью точно фиксировать спутник на столе станка. Эта задача решается двумя путями. Первый путь - базирование спутника на столе станка по плоским направляющим и двум базовым факторам с последующим закреплением. В этом случае возможно появление погрешности установки, вызванной наличием зазоров и изнашиванием фиксаторов и их направляющих, а также базовых отверстий спутников.
Второй путь, более сложный, - контроль положения спутника после его закрепления на столе станка, с последующим вводом коррекции, учитывающей погрешность положения спутника, в управляющую программу.
Закрепляют спутники на столе станка двумя основными способами: с помощью силового привода, как правило, гидравлического, с необходимостью подвода масла высокого давления к подвижному и поворотному столу. Второй способ несколько проще. Спутник закрепляется с помощью Г-образных прихватов, автоматически вводимых в пазы плиты спутника и поджимающих спутник к направляющим с помощью мощных тарельчатых пружин. Пружины обеспечивают постоянство силы закрепления спутника в процессе обработки заготовки. При смене заготовок в этом случае встает задача не закрепления, а раскрепления заготовки путем принудительного сжатия тарельчатых пружин. Для этой цели целесообразно использовать устройства, предназначенные для транспортировки спутника с обработанной деталью со стола станка и подачи на него другого спутника.
Вернемся теперь к рис. 1. Мысленно удлиним роликовые направляющие и превратим их в периодически действующий транспортер, связывающий несколько станков в автоматизированный комплекс или автоматическую линию. В этом случае транспортное движение будет происходить всегда в одном направлении. Если же станок работает без непосредственной связи с другими, рассмотренная компоновка неудобна для рабочего-оператора. Он должен постоянно переходить от одной загрузочно-разгрузочной позиции к другой; с обеих сторон станка нужно создавать запас заготовок.
Поэтому стремятся создавать такие компоновки, где загрузка-разгрузка спутников выполняется в одном месте. Примером такой компоновки служит многооперационный станок ИР500ПМФ4 (рис. 2, а).
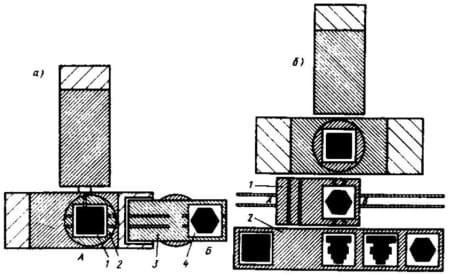
Рис. 2. Расположение загрузочно-разгрузочных позиций
Рядом со станком установлен двухпозиционный поворотный стол 3 для спутников. В положении, показанном на схеме, станок выполняет обработку заготовки, находящейся вместе со спутником 1 на делительном столе 2 (заготовка условно обозначена квадратом). В позиции Б стола 3 устанавливают на второй спутник 4 следующую заготовку, такую же, как первую, или другую (обозначена шестигранником). По окончании обработки заготовки стол станка переходит в крайнее правое положение, и спутник автоматически передвигается на свободную позицию А загрузочного стола. Затем стол поворачивается, и спутник 4 с заготовкой подается на станок. Начинается ее обработка, а в это время в позиции Б обработанную деталь заменяют следующей заготовкой.
Можно расположить загрузочно-разгрузочные позиции не сбоку, а перед станком. Так это сделано, например, в станке ИР500МФ4 (рис. 2).
На неподвижном дополнительном столе 1 имеются две (А и Б) загрузочно-разгрузочные позиции. В одной из них, например Б, устанавливают заготовку. Вторая позиция свободна. По окончании операции стол 1 станка смещается к свободной позиции А, и спутник передвигается в нее механизмом, расположенным на дополнительном столе 2. Затем стол станка смещается вправо к позиции Б, и аналогичный механизм подает спутник с новой заготовкой на рабочую позицию.
Если теперь дать возможность дополнительному столу передвигаться влево - вправо, то на станке можно установить магазин спутников. Такое решение реализовано в технологической секции «Модуль 500», состоящей из станка ИР500МФ4, приемно-передающей транспортной тележки и магазина для приспособлений-спутников с заготовками. Время смены приспособлений-спутников на столе станка не более 45 с. Еще более широкими технологическими возможностями обладает автоматизированный комплекс из двух обрабатывающих центров, разработанный Одесским заводом прецизионных станков (рис. 3). Здесь объединены общим магазином спутников и транспортным устройством два обрабатывающих центра. Один из них (1) - горизонтальный 2204ВМФ4 - обрабатывает заготовку, закрепленную на спутнике 2, находящемся на поворотном столе 3. Это позволяет обработать все отверстия и другие поверхности, расположенные с четырех сторон заготовки. Обработка с пятой стороны (сверху) выполняется используя вертикальный (4) станок типа обрабатывающий центр 2254ВМФ4, куда спутник с заготовкой передается с помощью транспортной тележки 5. Передача спутников из магазина 6 к станкам и обратно осуществляется автоматически, подобно тому как это сделано в технологической секции «Модуль 500». Емкость магазина - 14 спутников, время смены спутников на станке 22 с.
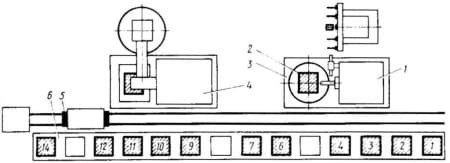
Рис. 3. Схема автоматизированного технологического комплекса
Подобные комплексы создают и для крупных обрабатывающих центров с ЧПУ. Здесь в дополнение к магазину спутников устанавливают магазины для сменных инструментальных головок и тем самым еще более расширяют технологические возможности и повышают эффективность использования обрабатывающих центров.
Создание технологических модулей и автоматизированных комплексов открывает перспективы дальнейшего повышения эффективности обрабатывающих центров. Вместо неподвижного магазина можно установить автоматически действующий кольцевой или другой транспортер, объединив им целую группу станков. Управление всем оборудованием будет выполнять единая система. Технологические секции с кольцевыми транспортерами-накопителями применяют и для токарных обрабатывающих центров. В этом случае передача заготовок или спутников с заготовками на станок и обратно выполняется с помощью промышленного робота, обслуживающего несколько станков. Автоматизированные комплексы и системы могут работать в три смены при одно- или двухсменной работе большинства рабочих, наладчиков, инженеров. В дневную смену подготавливают и закрепляют заготовки в спутниках, устанавливают их в магазин или на транспортер, выполняют подготовку инструментальных наборов, наладку станков, проводят организационно-техническое обслуживание и т.д. в ночную смену в цехе работают только несколько наладчиков и операторов, наблюдающих за работой оборудования, сменяющих комплекты инструментов, периодически контролирующих качество обработанных деталей, устраняющих в случае необходимости мелкие неполадки и неисправности. Такие системы станут в недалеком будущем основой комплексно-автоматизированного мелко- и среднесерийного производства.
Устройства для автоматизации загрузки
Загрузочные устройства к фрезерным станкам состоят обычно из магазинного устройства, автоматического зажимного приспособления и узлов управления работой загрузочного устройства.
Наибольшее распространение для загрузки фрезерных станков получили магазинные устройства в виде лотка или склиза, в которых транспортирование деталей осуществляется под действием их собственного веса, что определяет простоту и надежность в эксплуатации данных устройств. Магазины этого типа могут быть использованы для небольших и средних по размерам заготовок различной конфигурации.
Длина лотка или склиза (емкость магазина) выбирается из расчета времени, необходимого для одновременного обслуживания одним рабочим пяти-шести станков, т. е. безостановочной работы станка в течение примерно 20 мин. Периодическое пополнение магазина производится без остановки станка.
Наряду с магазинными устройствами, в которых деталь транспортируется под действием собственного веса, находят применение магазинные устройства с принудительным перемещением в них заготовок специальными транспортирующими механизмами. Этими механизмами обычно являются цепные транспортеры с периодическим перемещением цепи (см. рис. 13, Поворотный стол для фрезерного станка с ЧПУ).
Магазинное устройство обычно крепят на станине или хоботе с правой стороны неподвижно относительно стола станка. В отдельных случаях оно может крепиться непосредственно на зажимном приспособлении и перемещаться вместе с ним. При установке магазинного устройства необходимо предусмотреть надежную защиту его механизмов от стружки. Лучшей защитой механизмов магазина от стружки является фрезерование по подаче, так как в этом случае стружка лежит в противоположном от магазина направлении.
Выдача заготовок из магазина в зажимное приспособление может производиться как во время хода, так и при неподвижном столе.
Конструкция зажимного приспособления должна предусматривать: возможность попадания заготовки из магазина в приспособление, для чего на приспособлении имеются элементы, взаимодействующие с магазином (открывающие его или отсекающие детали, оставшиеся в магазине); установку заготовки в приспособлении, для чего предусматривается доведение базовых поверхностей заготовок до соприкосновения с опорами приспособления; зажим заготовок, при котором обеспечивается надежный контакт заготовки с опорами приспособления и предупреждение ее смещения и вибрации в процессе обработки; открепление заготовки; сбрасывание ее в приемную тару.
Для зажимных приспособлений используется пневматический, или пневмогидравлический, или гидравлический приводы. Пневматические цилиндры в большинстве случаев оборудуются различными механизмами-усилителями (клиновыми и рычажными). Выбор того или другого вида привода зависит от конкретных условий эксплуатации зажимного приспособления, величины необходимого зажимного усилия, габаритов приспособления и т. д.
Узлы управления работой загрузочного устройства в отдельных случаях могут быть встроены в зажимные приспособления и являются одновременно узлами управления автоматического цикла работы станка. Когда автоматический цикл работы осуществляется от органов управления самого станка, как это имеет место на современных автоматизированных станках, узлы управления работой загрузочного устройства являются самостоятельными. Однако в этом случае предусматриваются блокировки, необходимые для правильного взаимодействия работы загрузочного устройства с работой станка в автоматическом цикле последнего.
На изображении (см рис. 1.6, Как сократить время фрезерования) показано сравнительно простое загрузочное устройство для горизонтально-фрезерного станка при обработке двух лысок на деталях типа втулок.
На рис. 4 показано загрузочное устройство для фрезерования без деления деталей, закрепленных в центрах. Магазин 6 крепят кронштейном 4 к станине станка. Лоток магазина, контур сечения которого выполнен в соответствии с конфигурацией обрабатываемой детали, крепят на оси 1 кронштейна. При подходе стола станка в положение «под загрузку» толкатель 7, закрепленный на зажимном приспособлении, упираясь в планку 5, перемещает лоток на 20-30 мм по оси 1, что необходимо для перехода заготовки из магазина в зажимное приспособление во время движения стола. Попадание заготовки из магазина на линию центров приспособления возможно только через вырез H при определенном взаимоположении лотка и приспособления. Заготовка, поступая в приспособление, попадает на средний 22, ориентирующий заготовку относительно центров, а зуб В лотка магазина удерживает заготовку на линии центров приспособления в момент закрепления. Пружина 3 возвращает лоток в исходное положение в начале движения стола к режущему инструменту. Отсекатель заготовок в магазине отсутствует; отсекание заготовок осуществляется отсекательной планкой 13 зажимного приспособления, длина которой выбирается соответственно длине хода стола. Пружина 2 прижимает лоток к отсекательной планке 13.
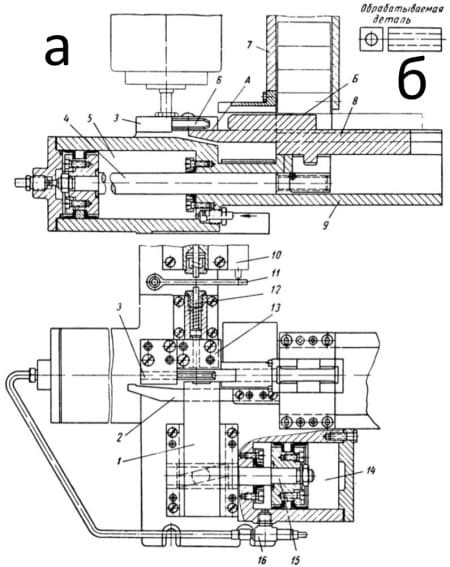
Рис. 4. Загрузочное устройство для фрезерования деталей, закрепленных в центрах
Зажимное приспособление представляет собой корпус, в котором смонтированы два пневматических цилиндра. Цилиндр 18 служит для фиксации детали в центрах. Шток 17 цилиндра через ползун 16 и рычаг 15 приводит в движение каретку 8 с центром 9; спереди к каретке 8 привернут упор 10, который служит для поддержки и направления заготовки при зажиме. Неподвижный центр 11 находится в стойке 12, закрепленной на корпусе приспособления.
Пневматический цилиндр 23 служит для окончательного базирования и фиксации заготовки. Шток 20 цилиндра воздействует своим скосом на прижим 19, который обеспечивает поворот заготовки до базового уступа на головке, доводя ее при загрузке до упора в нижнюю плоскость зуба В планки лотка магазина.
Загрузочное устройство в автоматическом цикле станка работает следующим образом. В крайнем правом положении стола «под загрузку» срабатывает электромагнит пневмоклапана подачи сжатого воздуха в цилиндр 18 приспособления для осуществления базирования заготовки в центрах. После того как заготовка установится в центрах, каретка 8 воздействует на конечный выключатель 21 (BK-411), который дает команду на соответствующий пневмоклапан, осуществляющий подачу сжатого воздуха в цилиндр 23, служащий для базирования и фиксации заготовки. Одновременно с этим подается команда на быстрый подвод стола к фрезе. В крайнем левом положении стола срабатывает электромагнит пневмоклапана приспособления, подвижной центр отходит влево, обработанная деталь освобождается и попадает в лоток 14, а оттуда в приемную тару.
Описанное загрузочное устройство применяется при модернизации консольно-фрезерного станка ТГ-2 и содержит ряд элементов для автоматического управления циклом работы станка. Так, например, конечный выключатель ВК-411, расположенный на зажимном приспособлении, дает команду на начало быстрого подвода стола к фрезе в начале цикла и включение обратного вращения электродвигателя, осуществляющего быстрое перемещение стола в исходное положение после раскрепления детали 1. При использовании устройства данного типа на станках, где автоматический цикл осуществляется механизмами станка (например, модели 6Н82, 6М82 и др.), конечный выключатель ВК-411 осуществляет блокировку быстрого хода стола, который должен включаться только тогда, когда заготовка зажата в центрах.
На рис. 5, а показано загрузочное устройство, пригодное для обработки ряда заготовок несложной конфигурации (прямоугольных, цилиндрических). Деталь, на обработку которой налажено устройство, показана на рис. 5, б. В чугунном корпусе 9 зажимного приспособления смонтирован пневматический цилиндр 5, шток 4 которого приводит в действие шибер 8, осуществляющий подачу заготовки из магазина 7 в рабочую зону приспособления, отсекание оставшихся в магазине заготовок, поджим заготовки и сбрасывание обработанной детали. Зажим заготовки осуществляется с помощью пневматического цилиндра 14. Клиновая поверхность штока 15 находится в контакте с клиновой поверхностью зажимной губки 1 и тем самым при перемещении штока 15 осуществляется зажим или разжим заготовки.
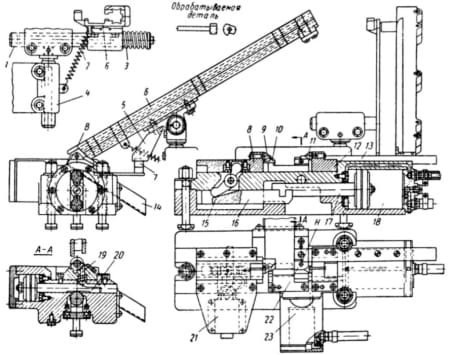
Рис. 5. Загрузочное устройство для обработки деталей прямоугольной и круглой формы
Работа загрузочного устройства в автоматическом цикле работы станка осуществляется следующим образом. В крайнем правом положении стола «Под загрузку» шибер 8 находится также в правом положении и заготовка под действием собственного веса проваливается из магазина; при этом она оказывается на поверхности А шибера. В это время пневмоклапан кулачком стола переключается и сжатый воздух поступает в полость цилиндра 5; при этом шибер, перемещаясь влево, подает заготовку до соприкосновения с губкой 3, надевая одновременно ее на палец 6, базирующий заготовку по высоте. Одновременно шибер своей поверхностью Б отсекает заготовки, находящиеся в магазине. Доходя до упора в губку 3, заготовка Одновременно утапливает стержень 12, открывая клапан 16, через который сжатый воздух подается в зажимной цилиндр 14, тем самым осуществляется поджим заготовки к губке 13. Одновременно с этим рычаг 11 воздействует на конечный выключатель 10, последний дает команду на включение (или блокирует цепь) быстрого подвода стола к фрезе.
По окончании обработки пневматический клапан переключается и воздух одновременно подается в противоположные полости обоих цилиндров. Освобожденная деталь сбрасывателем 2 снимается с пальца 6 и при движении шибера вправо сбрасывается на лоток, откуда она попадает в приемную тару.
Устройство может быть приспособлено для загрузки различных заготовок, для чего следует лишь заменить губки 3 и 13, а также поставить магазин соответствующей конфигурации.
Проводятся работы по созданию типовых загрузочных устройств, легко и быстро переналаживаемых при обработке однотипных заготовок. Одним из них является загрузочное магазинное устройство, применяемое с зажимным поворотным приспособлением, для фрезерования с делением деталей, закрепляемых в центрах, как, например, при обработке канавок в метчиках. Это приспособление позволяет обрабатывать метчики диаметром 6-18 мм с двумя - четырьмя канавками и длиной 50-100 мм. Емкость магазина 30 заготовок.
Метчик устанавливается на центрах приспособления (рис. 6) и после каждого прохода поворачивается на требуемый угол для фрезерования следующей канавки.
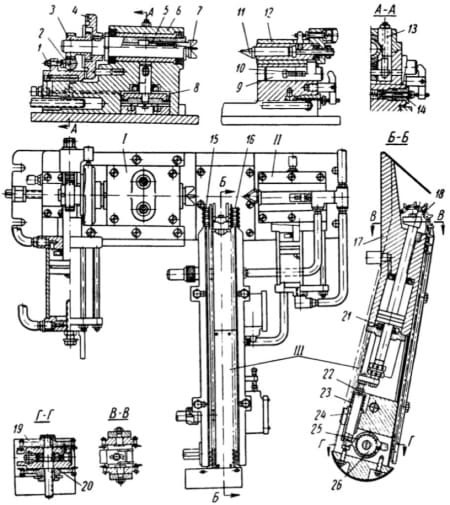
Рис. 6. Зажимное приспособление с цепным транспортером для обработки деталей с центровыми гнездами
Приспособление имеет подвижную часть I для поворота заготовки и настройки по длине и неподвижную II. В корпусе 6 подвижной части установлен шпиндель 5 с поводком 7. На заднем конце шпинделя жестко сидят делительный диск 4 и храповик 3, выполненный за одно целое с цилиндрическим зубчатым колесом, сцепляющимся с рейкой-штоком 2 пневматического цилиндра, при помощи которого осуществляется поворот делительного диска. Величина поворота ограничивается упором 1. По окончании поворота рейка включает кран 14; при этом воздух поступает в цилиндр 8, поршень которого перемещает прижим 13, зажимающий шпиндель во время обработки метчика. Центр 11 неподвижной части смонтирован в ползуне 12, перемещаемом скалкой 9, в паз которой входит клин 10 штока пневматического цилиндра.
Магазин с подавателем (рис. 6, III) предназначен для загрузки заготовок и подачи их на линию центров приспособления. По обеим сторонам корпуса 17 магазина расположены ветви 15 и 16 цепного транспортера. Расстояние между ними в поперечном направлении может быть отрегулировано путем перемещения цепи 16. На оси ведущих звездочек 19 и 20 жестко сидит храповик 26, собачка которого закреплена в хомуте 25, а выступ последнего входит в паз толкателя 24.
При подаче воздуха в полость 21 цилиндра поршень его со штоком переместится вправо, и заготовка, лежащая на призме 18, закрепленной на конце штока, подводится на линию центров поворотного приспособления. При этом под действием пружины 23 толкатель 24 поворачивает хомут с собачкой и последняя заскакивает на следующий зуб храповика.
После зажима заготовки в центрах шток возвращается в исходное положение и нажимает посредством регулируемого винта 22 на толкатель. Вследствие этого храповик со звездочками поворачивается и цепной транспортер перемещается на величину, равную шагу цепи (очередная заготовка попадает на призму 18). Включение подачи воздуха в цилиндр производится кранами, расположенными на неподвижной части II приспособления.
Работа происходит следующим образом. При нажатии на кнопку «Пуск» происходит быстрый подвод стола к инструменту до момента включения кулачком стола рабочей подачи. Последняя продолжается, пока другой кулачок стола не включит быстрый отвод стола. Придя в исходное положение, стол включает кулачком быстрый подвод стола к инструменту. Одновременно с этим происходит поворот шпинделя приспособления на требуемую величину. Этот цикл повторяется, пока шпиндель с заготовкой не совершат полный оборот и упор делительного диска не нажмет на микропереключатель, после чего стол возвращается в исходное положение и происходит отжим обработанного метчика, подача новой заготовки на линию центров и ее зажим. Одновременно с этим включается подвод стола и описанный цикл обработки повторяется автоматически. Станок может работать на автоматическом и полуавтоматическом режимах.
Поворотное приспособление допускает быструю переналадку на другую деталь, что имеет большое значение, в особенности при мелкосерийном производстве.
Механизмы подачи заготовок
Конструкция механизма питания зависит в первую очередь от вида заготовки. Если заготовкой является пруток, то применяют прутковые механизмы питания с использованием цанг для подачи и зажима прутка. Для подачи к месту обработки штучных заготовок различной конфигурации применяют так называемое магазинное питание, когда заготовки укладывают в специальный лоток (магазин), откуда они автоматически подаются в рабочую позицию станка.
Для подачи к месту обработки мелких заготовок применяют бункерное питание. Заготовки засыпают в специальный бункер, при подаче из которого они автоматически ориентируются и направляются к месту обработки. Для заготовок сложного профиля и при серийном их изготовлении часто применяют ручное питание. Рассмотрим принцип работы наиболее характерных механизмов питания.
Прутковый станок автомат требует подачу прутка при каждом цикле работы, которая производится при помощи цангового механизма. Он состоит из зажимной цанги и подающей трубы, которые помещаются внутри механизма зажима. Подающая цанга состоит обычно из двух лепестков, которые сведены на размер, меньший диаметра прутка. Когда в шпиндель станка вставляется пруток, он раздвигает лепестки цанги, и сила на пруток передается силой упругости лепестков. Конец трубы соединен с механизмом подач, кулачок которого обеспечивает необходимый цикл работы механизма.
Большую сложность представляет подача штучных заготовок, так как они имеют разнообразную форму и размеры. Для этой цели применяют так называемые магазинные устройства, в которых детали предварительно укладываются в ориентированном положении в специальные лотки-магазины и оттуда подаются к механизму подачи.
На рис. 7 показана схема магазинного загрузочного устройства. В магазине 1 детали удерживает специальный отсекатель 2. Для подачи детали в зону обработки от кулачка распределительного вала 8 перемещается питатель 3, в захват которого отсекатель пропускает одну деталь. Заталкиватель 5 посылает деталь в цангу 4, где она зажимается (магазин условно показан повернутым; он расположен перпендикулярно плоскости чертежа). После окончания обработки выталкиватель 6 выталкивает деталь из зажимной цанги, и она падает в лоток 7.
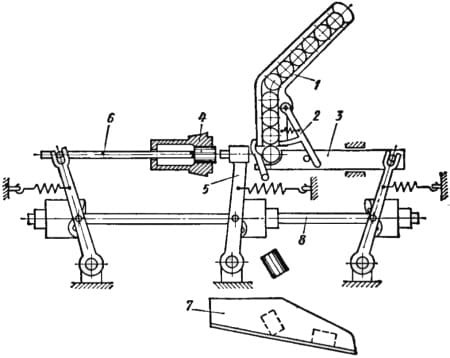
Рис. 7. Магазинное загрузочное устройство станка
Магазин должен вмещать такой запас заготовок, который позволяет работать станку без загрузки не менее 15-30 мин. Для увеличения емкости магазинов их выполняют в виде дисков, бункеров, криволинейных и спиральных лотков, а также применяют специальные кассеты.
Магазинное питание повышает производительность труда и обеспечивает автоматизацию процессов обработки. Однако сохраняется ручная операция укладки деталей в магазины. Полная автоматизация может быть при использовании бункерного питания, когда заготовки свободно подаются (насыпаются) в специальное устройство - бункер, затем на выходе из бункера автоматически ориентируются и подаются в лоток, откуда, как и при магазинном питании, передаются к месту обработки. Бункерное питание широко применяют при массовом производстве небольших деталей, когда их форма не изменяется длительное время (например, при изготовлении крепежа). Бункерное устройство имеет бункер, механизм ориентации и подающий лоток. Остальные механизмы при бункерном питании те же, что и при питании из магазина.
Наиболее ответствен механизм ориентации, который, используя те или иные особенности заготовки, должен автоматически ориентировать ее в требуемом положении. На рис. 8 показано несколько распространенных схем ориентации. Если заготовка имеет форму колпачка (рис. 8, а), то применяют крючковые механизмы. Вращающиеся крючки ворошат заготовки в бункере, в результате чего они надеваются на крючки и в ориентированном положении подаются в лоток (трубку). Если заготовка имеет шляпку (рис. 8, б), то можно применить механизмы с качающимся сектором, имеющим щель. Заготовки западают в щель и повисают на шляпке. В таком положении они направляются в лоток.
Часто при ориентации используется смещение центра тяжести заготовки относительно ее середины. В этом случае в карманах вращающегося диска имеются перегородки (рис. 8, в), и заготовка попадает в одну из половин кармана всегда в одном положении. Для простых деталей используют вращение бункера и западание их в трубку (рис. 8, г). Часто используют фасонные отверстия по профилю заготовки, в которые она может попасть только в определенном положении.
В бункерных устройствах при переполнении лотка предусматривается отвод лишних заготовок. Для создания запаса заготовок делают специальные лотки-накопители.
Значительное распространение получили вибрационные бункерные устройства. Бункер здесь представляет собой цилиндр с внутренней спиралью для движения по ней заготовок. Корпус при помощи электромагнитов совершает направленные колебательные движения вокруг оси, благодаря чему заготовки перемещаются (ползут) вверх по спирали.
Для передачи деталей от станка к станку применяют различные транспортеры. Особую специфику имеют транспортные системы автоматических станочных линий, зачастую являющиеся теми механизмами, которые связывают отдельные станки линии в единую технологическую систему.
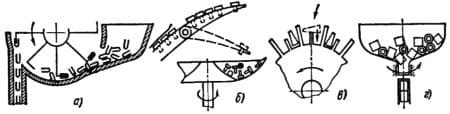
Рис. 8. Схемы ориентации заготовок до подачи в станок
