Высокопроизводительные металлорежущие станки и автоматические линии обработки деталей в массовом производстве требуют механизации и автоматизации операций по уборке и переработке стружки. В настоящее время отход металла в стружку составляет в среднем 20-25% массы обрабатываемых заготовок. Кроме этого, стружка при резании металла загромождает и засоряет оборудование, цехи и нередко приводит к остановке станков. На многих предприятиях стружка от станков и из цехов еще убирается вручную. Поэтому автоматизация и механизация уборки стружки является важной задачей.
Наиболее просто решается задача транспортировки сыпучей стружки, которая образуется при обработке деталей из хрупких материалов (чугуна, бронзы, алюминия), а также неметаллических материалов, например пластмасс. При обработке деталей из стальных заготовок образуется вьюнковая и сливная стружка, которая неудобна для транспортировки и переработки. Сливная стружка занимает большой объем при малой плотности, поэтому ее дробят на специальных стружкодробилках. Для дробления стальной стружки непосредственно на станках применяют всевозможные порошки на передней поверхности резца и стружколомы, а также прерывистое или вибрационное резание.
Каждый вид стружки имеет свои неудобства и трудности при транспортировке. Сливная стружка обволакивает механизмы и инструменты, снижает их надежность и долговечность, затрудняет доступ при обслуживании; мелкая стружка и пыль оседают на различных частях машины, загрязняют воздух.
Для обрабатывающих центров необходимы надежные и автоматизированные устройства для уборки стружки из зоны резания. Для удаления её от станков могут быть использованы различные стружкоуборочные конвейеры (транспортеры), широко применяемые для других станков и автоматических линий. Исходя из вопросов рентабельности, стремятся эксплуатировать обрабатывающие центры большую часть суток и с минимальными простоями. Удельный вес машинного времени на этих станках примерно в 2 раза больше, чем на универсальных станках и, следовательно, стружки образуется чаще всего большое количество: То обстоятельство, что на обрабатывающих центрах производится и черновая и чистовая обработка, вызывает необходимость в некоторых случаях останавливать станок очистки обрабатываемых поверхностей от стружки после черновой обработки деталей. Чтобы избежать брака (чаще всего дорогих деталей), необходима тщательная очистка баз приспособлений.
На обрабатывающих центрах получили распространение различные устройства для удаления стружки. Применяют металлические (и из других материалов) щётки, закрепляемые на инструментальной оправке. Щетка, вставленная с оправкой в шпиндель станка, автоматически производит чистку, такой способ опробован на сверлильно-фрезерном станке 16ФСП. Стружку можно счищать в бункер или желоб с дальнейшей уборкой транспортером. На рис. 1 изображён шнек, расположенный сбоку стола в желобе, куда сбрасывается стружка.

Рис. 1. Расположение шнека для уборки стружки
Применяют метод переворачивания обрабатываемой детали вместе со столом и приспособлением, при этом стружка сбрасывается в сборник. Для этой цели может быть использован автоматический наклонно-поворотный глобусный стол. Стружка может собираться с применением манипулятора или робота, имеющего щетку или электромагнит (для стали). Устройство, в котором используют электромагнит, не имеет непрерывного цикла и требует периодического размагничивания деталей и приспособления, но дает возможность удалить стружку из узких щелей и труднодоступных мест на обрабатываемой детали и приспособлении. Широко применяют пневмоотсос стружки в сочетании с подводом сжатого воздуха в отверстия баз приспособления и труднодоступные места, в которые может набиваться стружка. Эффективность певмоотсоса стружки повышается, если отсос осуществляется из ограниченного кожухом пространства, окружающего непосредственно зону резания. Поскольку на обрабатывающих центрах происходит автоматическая смена инструментов, такие кожухи делают или подвижными, перемещающимися вдоль оси шпинделя, или открывающимися при смене инструментов.
Гидросмыв металлической стружки в транспортирующее устройство из зоны резания также может сочетаться с подводом жидкости в каналы баз приспособления. Многие современные обрабатывающие центры имеют прозрачные автоматически открывающиеся защитные ограждения с дверками, предупреждающие выброс стружки и охлаждающей жидкости, а также позволяющие вести наблюдение за процессом обработки с соблюдением требований техники безопасности.
Устройства для отвода стружки
Удаление стружки заключается прежде всего в отводе ее непосредственно из зоны обработки как вручную, так и при помощи транспортирующих устройств. Стружку из отдельных станков необходимо собирать и удалять из цеха для последующей очистки, сортировки и переработки. В принципе имеются две системы удаления стружки из механических цехов:
- автоматизированная, когда стружка из отдельных станков и автоматических линий удаляется конвейерами, расположенными под полом;
- механизированная (с использованием ручного труда и средств механизации) с транспортировкой стружки в конвейерах, ящиках и тележках. Существуют и промежуточные варианты, когда, например, имеются только магистральные конвейеры для стружки, а от станков она удаляется вручную и другими способами.
Таким образом, проблемы механизации и автоматизации транспортировки и переработки стружки делятся на ряд частных задач, а именно: удаление стружки от станков, отсос мелкой стружки и пыли из зоны обработки; удаление стружки от группы станков и из цехов; очистка и переработка стружки. Каждая из этих задач решается по своему, путем применения разнообразных транспортирующих устройств, агрегатов для отсоса, очистки и брикетирования.
Для удаления стружки от групп станков и из цехов применяют ленточные, скребковые, ершовые, шнековые, вибрационные и импульсные конвейеры, а также гидроконвейеры и другие устройства.
Ленточные стружкоуборочные конвейеры применяют для транспортировки стружки в горизонтальном и наклонном (до 25°) положениях. Они хорошо перемещают сухую сыпучую стружку из чугуна, бронзы и алюминия, а также стальную стружку, ломаную и мелковьюнковую. Типовая схема ленточного конвейера показана на рис. 2. На стойках 1 закреплены барабаны 2. Между барабанами натягивается лента 4, которая сверху лежит на трех рядах роликов 3, а снизу - на роликах 5. Ролики устанавливаются по всей длине конвейера (через 1-2 м) с таким расчетом, чтобы лента не провисала. В месте сброса стружки с конвейера имеется яма, в которой устанавливается конвейер 6 объемом 1-2 м3. По мере эксплуатации транспортера его лента вытягивается, поэтому создается натяжная станция.
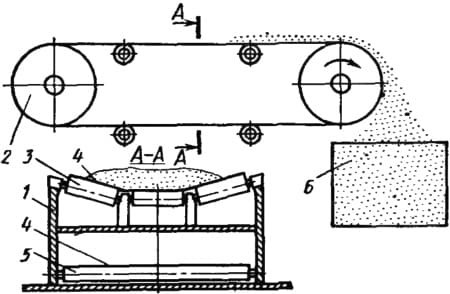
Рис. 2. Ленточный конвейер для стружки
Шнековые конвейеры для стружки применяют при длине транспортировки до 100 м. Конвейеры компонуют из нормализованных винтов и корыт диаметром 0,15 и 0,2 м с длиной секций 1; 1,2 и 1,6 м. Наибольшая длина конвейеров 30-40 м. При такой их длине применяют чугунные корыта; при сварных стальных корытах и винтах (шнеках) диаметром 0,15 и 0,2 м длина конвейера не должна превышать 10 м. Конвейеры устанавливают под станками автоматической линии, в станинах станков или специальных бетонированных траншеях. В последнем случае применяют чугунные корыта (рис. 3).
Стружкоуборочный конвейер монтируют в бетонированной яме 1. К уголкам 2 болтами 3 крепятся чугунные корыта 4, которые скрепляются между собой болтами 5 и образуют ложе для винтовой спирали 6. Секции винтов между собой соединяются штифтами 7. Бортовые щитки 8, прикрепленные к корыту и уголкам 9, предохраняют яму от попадания в нее стружки. Сверху конвейер закрыт секциями решеток 10, а в зоне образования стружки под станками предусмотрены люки. Для вращения винта применяют электродвигатель 11 и редуктор 12.
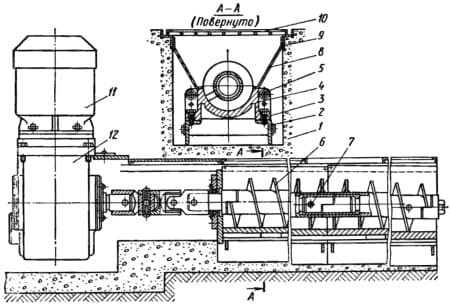
Рис. 3. Шнековый конвейер для стружки
