Технические условия предусматривают восстановление при проведении капитального и среднего ремонта технических показателей, которые станок имел при выпуске с завода-изготовителя.
По точности выпускаемые из капитального и среднего ремонта металлорежущие станки должны отвечать требованиям Государственных стандартов.
Технические условия предъявляют одинаковые требования к содержанию и качеству капитального и среднего ремонта станков независимо от организационно-технического уровня ремонтных цехов и мастерских или ремонтных заводов, выполняющих эти ремонты.
Технические условия распространяются на капитальный и средний ремонт металлорежущих станков нормальной точности легкой и средней весовых категорий.
При приемке из ремонта обязательно составление документа установленной формы, гарантирующего соответствие ремонта требованиям технических условий и удостоверяющего качество отремонтированного станка.
Не допускается внесение при ремонте в конструкцию станка изменений, снижающих его техническую характеристику: скорость, мощность, производительность, по сравнению с фирменными данными или по сравнению с характеристикой при поступлении в ремонт, если она была выше фирменной. Однако допускается любое изменение технической характеристики в соответствии с надлежащим образом утвержденным проектом модернизации, совмещаемой с ремонтом.
В процессе того как происходит ремонт станков, рекомендуется модернизация оборудования на производстве, направленная на повышение долговечности и надежности станков, а также на приближение их конструкции к конструкции наиболее совершенным моделям из гаммы станков, к которой принадлежат ремонтируемые станки, путем максимальной унификации деталей и узлов.
Целевую (технологическую) модернизацию станка (пример - Модернизация фрезерного станка), расширяющую технологические возможности, повышающую степень автоматизации, сокращающую машинное или вспомогательное время обработки деталей на станке также желательно совмещать с капитальным (с средним) ремонтом станка.
Технические условия не распространяются на ремонт станочных электродвигателей, как правило, выполняемый в сроки, не совпадающие со сроками ремонта станков, а также на ремонт универсальных принадлежностей к станкам.
Качество материалов деталей при ремонте станков
Материалы и заготовки для изготовления деталей при ремонте станков следует применять в соответствии с указаниями чертежей заводов-изготовителей станков, а по структуре, химическому составу и механическим свойствам - в соответствии с требованиями технических условий ГОСТов и ведомственных нормалей.
При отсутствии на чертежах указаний о материале деталей выбор марок стали, в зависимости от требуемых механических свойств детали, производится по нормали станкостроения МТ11-1.
Допускается замена марок сталей, указанных на чертежах завода-изготовителя станка, при условии, что отклонение заменяющих марок стали не превышает:
- по относительному удлинению 10-15%;
- по временному сопротивлению 4-6%;
- по пределу текучести 10%.
Качество обработки деталей станка при ремонте
Механическая обработка деталей должна быть выполнена в соответствии с размерами, допусками, знаками чистоты обработки и другими указаниями чертежей заводов-изготовителей или аналогичных чертежей, изготовленных ремонтирующей организацией.
При изготовлении деталей, определяющих конечную точность станка и его эксплуатационные качества, следует стремиться к использованию не более 0,7 поля допуска по ответственным рабочим поверхностям.
Особое внимание должно быть обращено:
- на отклонения поверхностей валов и отверстий от правильной геометрической формы (рис. 1), которые не должны превышать половины поля допуска на размер;
- на отклонения от параллельности и перпендикулярности поверхностей, от плоскости и на погрешности расстояниях между центрами отверстий, которые не должны превышать 0,7 допуска.
На обработанных поверхностях не допускаются заусенцы, задиры, замины и другие механические повреждения, снижающие эксплуатационные качества деталей.
К качеству обработки отдельных групп деталей станков предъявляют следующие требования.
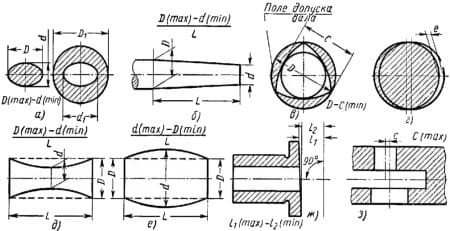
Рис. 1. Отклонения формы и расположения обработанных поверхностей: а - овальность; б - конусность; в - огранка; г - эксцентричность; д - вогнутость; е - бочкообразность; ж - торцовое биение; з - несовпадение осей
Требования к базовым деталям при ремонте
После того, как проведено восстановление направляющих станков они должны быть:
- прямолинейны в горизонтальной и вертикальной плоскостях;
- параллельны;
- не извернуты.
Допускаемые отклонения регламентируются Государственными стандартами: «Металлорежущие станки. Нормы точности».
Нижние полки направляющих станин токарных, револьверных и других станков должны быть прямолинейны и параллельны верхним направляющим. На поверхностях направляющих станин после отделки не допускаются крупные штрихи и следы дробления. Проверка отделанных направляющих на прямолинейность производится при полном освобождении станины от всех скрепляющих и натяжных болтов.
При проверке плитой или сопряженной деталью поверхностей направляющих, полученных шлифованием, строжкой широкими резцами, чистовым фрезерованием или другими способами в соответствии с ГОСТом 7599-55, должно обеспечиваться на площади 25х25 мм определенное количество несущих пятен. Количество несущих пятен выводят как среднее на площади 100 см3. Размеры ширины направляющих относятся к каждой направляющей отдельно.
Шероховатость поверхности направляющих, не подвергаемых шабрению, должна быть не ниже V7.
Требования к корпусным деталям ремонтируемого станка
Опорные плоскости корпусных деталей (бабок, коробок подач, редукторов и т.д.) должны иметь ровную шабреную поверхность, обеспечивающую плотное прилегание к станине. При проверке на краску количество несущих пятен должно быть не менее шести на площади 25х25 мм. Наличие несущих пятен вокруг отверстий под болты или шпильки крепления - обязательно. Количество несущих пятен выводится как среднее на площади 100 см2.
При ремонте станков не допускаются:
- отклонения от чертежа межцентровых расстояний отверстий для валов, несущих зубчатые колеса, превышающие допуски па расстояния между осями сопряженных зубчатых колес;
- неровности и искажения формы отверстий под подшипники шпинделей и валов, вызывающие неплотное прилегание подшипников или могущие вызвать перекосы при сборке;
- наличие раковин в расточенных отверстиях.
Как исключение, по письменному разрешению ОГМ, могут быть допущены единичные раковины размером не более 2 мм в любом измерении.
Требования при ремонте столов, кареток, суппортов станка
Чистота обработки рабочей поверхности столов и их пазов при ремонте станков должна быть не ниже 6-7-го классов по ГОСТу 2789-59.
Низ кареток пришабривают по станине, направляющие кареток - по клину и по месту.
Клинья и планки салазок суппортов, столов, кареток и других передвигающихся частей станка плотно пригоняют и шабрят.
Шабровка направляющих столов, кареток, суппортов, клиньев и планок должна быть равномерной по всей поверхности и при проверке на краску обеспечивать не менее 10 несущих пятен на площади 25х25 мм.
Количество несущих пятен выводят как среднее на площади 100 см2.
Требования к валам, винтам, шпинделям станков при ремонте
Выполняя ремонт шпинделей станков необходимо следить чтобы шейки шпинделей, а также присоединительные поверхности переднего конца шпинделя - конусные расточки, опорные бурты, центрирующие и резьбовые пояски под патроны и т. п. - должны быть тщательно отшлифованы, без следов дробления, забоин, задиров, царапин и других дефектов.
Допускаемая величина торцового биения опорных буртиков подшипниковых шеек шпинделей, при отсутствии в чертежах специальных указаний, не должна превышать значений, приведенных в таблице на рис. 2, для гаек повышенной точности.
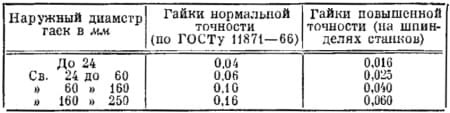
Рис. 2. Допускаемые величины торцового биения опорных плоскостей гаек для регулирования подшипников
Изготовление ходовых винтов и гаек к ним, допуски на изготовление элементов винтовой пары, применяемые материалы, условия приемки, хранения и упаковки регламентируются нормалью станкостроения ТУД 22-2.
Непрямолинейность винтов (стрела прогиба) до монтажа не должна превышать величин, предусмотренных нормалью ТУД 22-2. (рис. 3).
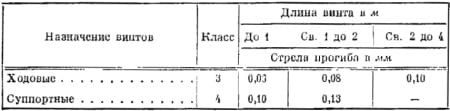
Рис. 3. Допускаемая непрямолинейность ходовых и суппортных винтов (по нормали ТУД 22-2)
Навернутая на резьбу винта гайка должна поворачиваться от руки плавно, без заедания и перемещаться с одинаковым усилием в обе стороны по всей длине.
На шейках валов не допускаются задиры и дефекты механической обработки. Посадочные шейки шлицевых валов, термически обработанные после нарезания, должны быть отшлифованы, а заусенцы на шпоночных канавках тщательно сняты. Термическую обработку шпинделей валиков и ходовых винтов выполняют в соответствии с указаниями чертежей и требованиями ГОСТов.
Кулачки на распределительных валиках и другие криволинейные диски должны точно соответствовать размерам чертежей, изготовляться из термически обрабатываемой стали и иметь закаленные рабочие поверхности.
Требования к подшипникам и втулкам при ремонте станков
Шабровка втулок и вкладышей подшипников должна быть равномерной по всей поверхности и при проверке на краску сопряженной деталью обеспечивать на площади 25х25 мм следующее количество несущих пятен: при диаметре подшипников до 120 мм - не менее 16; при диаметре подшипников свыше 120 мм - не менее 10.
Качество зубчатых колес и кулачковых муфт при ремонте
Точность изготовления цилиндрических, конических и червячных колес регламентируется требованиями ГОСТа 1643-56 - передачи зубчатые цилиндрические, ГОСТ 1758-56 - передачи зубчатые конические, ГОСТ 3675-56 - передачи червячные и ГОСТа 10242-62- передачи зубчатые реечные, для соответствующей условиям работ степени точности зубчатых колес.
Рабочие поверхности зубьев зубчатых колес (по профилю) должны быть чисто обработаны без задиров, царапин, вмятин и без видимых пороков материала (раковин, волосовин, трещин, плен и др.). Заусенцы необходимо снять.
Пригонка зубьев зубчатых и червячных колес слесарным способом вручную не допускается.
У зубчатых колес коробок скоростей, подач и т.п., включаемых передвижением вдоль оси, обязательно закругление зубьев со стороны торца, которым они вводятся в зацепление с сопряженным зубчатым колесом, выполняемое в соответствии с требованиями нормали станкостроения Н22-1.
Зубья и кулачки муфт необходимо подвергать термической обработке.
Термическая обработка зубчатых колес и муфт должна соответствовать указаниям чертежей и требованиям ГОСТов.
Нормали, крепежные детали при ремонте станков
Нормализованные детали, применяемые при капитальном ремонте станков, изготовляют по техническим условиям следующих Государственных стандартов:
- ГОСТ 1759-62 - болты, винты, гайки общего назначения;
- ГОСТ 11871-66 - гайки круглые;
- ГОСТ 4751-67 - рым-болты;
- ГОСТ 6402-61 - шайбы пружинные;
- ГОСТ 6960-68 - шайбы черные и чистые;
- ГОСТ 10304-62 - заклепки.
Резьбовые соединения по применяемому ряду диаметров, размерам основных элементов и допускам на изготовление должны отвечать требованиям следующих нормалей станкостроения:
- H23-1 - резьбы, применяемые в станкостроении;
- H23-2 - резьбы метрические с крупным шагом;
- H23-3 - резьбы метрические с мелким шагом;
- H23-4 - резьбы трапецеидальные одноходовые для диаметров от 10 до 300 мм;
- H23-5 - резьбы трубные цилиндрические;
- H23-8 - резьбы конические дюймовые с углом профиля 60°.
Не допускается наличие сорванных ниток, искаженного профиля, забоин и выхватов резьбы. На концах резьбы должны быть сняты заходные фаски. Винты и гайки, часто подвергающиеся отвинчиванию, а также упорные винты в местах, подверженных смятию, следует термически обрабатывать согласно нормали станкостроения МТ11-1.
Допускаемые величины торцового биения опорных плоскостей гаек, служащих для регулирования подшипников, не должны превышать величин, указанных на рис. 2.
У винтовых пружин сжатия из проволоки диаметром от 1,6 мм и выше выполняют опорные витки, прошлифованные по торцу на дуге не менее ¾ окружности витка, а у пружин из проволоки до 1,6 мм крайние витки подгибаются до первых рабочих витков.
Рабочие витки пружин растяжения в свободном состоянии должны плотно прилегать один к другому.
Техника проверки геометрической формы и расположения деталей станков
- Весь поверочный плоскостной инструмент для станков должен иметь аттестат (паспорт), удостоверяющий его точность.
- Если от проверок требуется высокая точность, то при пользовании контрольными линейками и оправками результаты замеров следует корректировать, учитывая прогиб линеек (оправок) под действием собственного веса.
- Особо ответственные проверки необходимо проводить дважды, используя для второй проверки другой инструмент и другой метод.
- Основания под индикатор должны быть массивными с широкими опорными плоскостями, а штативы достаточно жесткими. Если нормальный штатив не соответствует приведенным условиям, следует изготовить специальный держатель.
- При выполнении выверок должно быть обеспечено постоянное давление мерительного стержня индикатора (для точных до 100 г, а для особо точных до 30-40 г.).
- Температура измерительных средств и проверяемой детали должна быть одинакова. Выверку следует производить в перчатках.
- При проверках, выполняемых с поворотом индикатора, необходимо учитывать, что вес индикатора со штативами и изменения измерительного усилия, действующего на стержень индикатора, искажают показания.
