Ремонт шпинделей станков важен не менее чем изготовление шпинделей. Конусные отверстия шпинделей исправляют следующим способом.
Вытачивают конусную втулку 2 с толщиной стенок 4-5 мм (рис. 1). Конусную втулку устанавливают в расточенное в шпинделе 1 (без съема его со станка) конусное отверстие, которое должно обеспечить посадку втулки с натягом. Втулку подвергают цементации на глубину 0,5-0,8 мм. на глубину 0,5-0,8 мм. Твердость после закалки HRC 58-60. Окалину снимают наждачной шкуркой.
Готовую и смазанную солидолом втулку запрессовывают в шпиндель затяжным винтом, вставленным в сквозное отверстие.
Изношенную резьбу шпинделя шпинделя восстанавливают, перенарезая резьбу на меньший размер. В этом случае при ремонте шпинделей станков резьба получается нестандартной и требует переделки планшайбы патрона и прочих приспособлений, навертываемых на шпиндель.
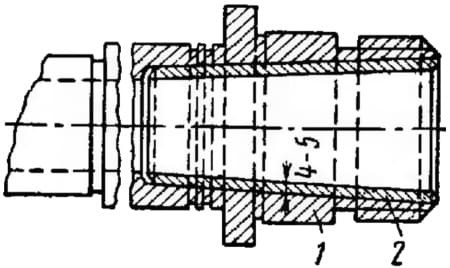
Рис. 1. Схема восстановления конусного отверстия шпинделя запрессовкой втулки
