При изготовлении шпинделей для черновой обработки наружных поверхностей в качестве установочных баз обычно используют специально обрабатываемые для этого поверхности центровых отверстий.
Для чистовой и для отделочной обработки поверхностей основных шеек шпинделя и других им соосных поверхностей применяют пробки (рис. 1, а) или оправки (рис. 1, б) с центровыми отверстиями, позволяющими производить обработку шпинделя на обычных центрах.
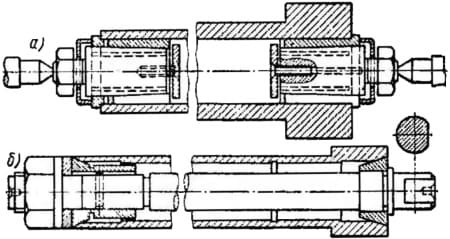
Рис. 1. Разжимная пробка (а) и неразжимная оправка (б) с двумя конусами для обработки шпинделя
Проворачивание и изменение относительного положения пробок и оправок может вызывать значительные неточности обработки. Поэтому для уменьшения влияния ошибок установки на конечную точность шпинделя все чистовые отделочные операции обработки наружных поверхностей следует выполнять без смены оправок и пробок.
В качестве установочных баз при черновой обработке осевого отверстия используют поверхности двух шеек шпинделя. Одной из них шпиндель устанавливают в люнет, вторую, расположенную на конце шпинделя, зажимают в патроне станка.
Для обработки отверстия шпинделя применяют пушечные сверла (при диаметре отверстия до 25-30 мм), перовые сверла (при диаметре до 80 мм) и пустотелые резцовые головки (при диаметре свыше 80 мм).
Для предупреждения деформации в результате перераспределения внутренних напряжений после черновой обработки шпиндели подвергают нормализации или нормализации и улучшению.
При производстве шпинделей чистовую обработку осевого отверстия следует производить до чистовой обработки наружных поверхностей. В этом случае наиболее просто обеспечить концентричность и соосность наружных поверхностей с поверхностями осевого отверстия, используемыми в качестве установочных баз при обработке наружных поверхностей на последующих операциях.
В необходимых случаях шпиндели после чистовой обработки подвергают цементации. Поверхности, не подлежащие закалке, перед цементацией подвергают меднению или при механической обработке оставляют припуск 2-4 мм на сторону, который снимают после цементации.
После чистовой обработки всех поверхностей обрабатывают шпоночные канавки. Требуемую точность углового расположения шпоночных канавок достигают с помощью делительной головки.
Резьбы на шпинделе при изготовлении нарезают при окончательной отделке поверхностей переднего конца после окончательной отделки шеек, это обеспечивает необходимую соосность.
Поверхности шеек шпинделей, работающих в опорах качения, окончательно отделывают шлифованием в две операции. Между предварительным и окончательным шлифованием шпиндели подвергают старению.
При производстве шпиндели шлифуют на круглошлифовальных станках, имеющих повышенную жесткость и точность, мелкозернистыми кругами. Под окончательное шлифование оставляют возможно меньший припуск (0,05-0,10 мм), необходимый для компенсации ошибок установки и деформации шпинделя в результате старения.
Поверхности шеек шпинделей, работающих на опорах скольжения, подвергают дополнительно полированию ручными жимками или разрезным кольцом, хонингованию на специальном станке или суперфинишированию.
При шлифовании конического или цилиндрического отверстия переднего конца шпинделя последний устанавливают в двух люнетах на столе внутришлифовального станка, используя в качестве баз окончательно отработанные шейки. Шпиндель соединяют с бабкой станка упругой связью.
Для этой операции можно использовать приспособление, показанное на рис. 2. На столе внутришлифовального станка устанавливают плиту 3 с двумя подшипниками 4, выполняющими роль люнетов. Положение оси отверстий подшипников проверяют относительно перемещения стола станка в двух взаимно перпендикулярных плоскостях удлиненной цилиндрической пустотелой оправкой 7 и индикатором 2. Затем вместо оправки устанавливают шпиндель 7 с надетым на него шкивом 6, соединенным ремнем 5 со шкивом привода.
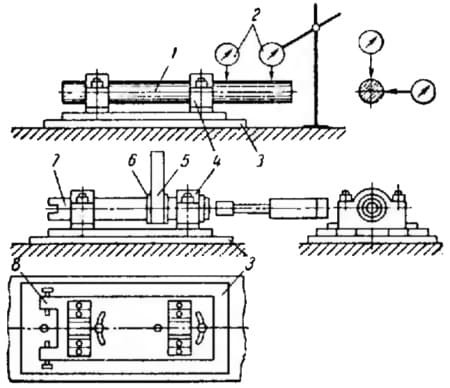
Рис. 2. Приспособление для шлифования центрального отверстия шпинделя
Сообщая столу станка вместе с установленным в приспособлении шпинделем возвратно-поступательное движение, шлифуют цилиндрические поверхности осевого отверстия. Для шлифования конической поверхности осевого отверстия под зажимную цангу верхнюю часть 8 приспособления поворачивают на соответствующий угол.
Схема установки шпинделя на внутришлифовальном станке показана на рис. 3. Переднюю шейку вала устанавливают в люнете 5. В качестве второй базы служит зацентрованное отверстие, которым шпиндель опирается на центр передней бабки 1 станка. На одну из резьб шпинделя навернут поводок 6, соединенный с поводком 2 станка двумя болтами 4, которые проходят через поводок 6 с зазором. Шпиндель прижат к центру станка двумя пружинами 3.
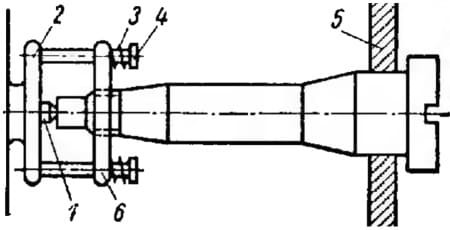
Рис. 3. Схема установки шпинделя на шлифовальном станке
Для доводочного шлифования шпинделей применяют обычно круги зернистостью 10-20. Па доводочное шлифование оставляют припуск 0,005-0,008 мм. Доводочное шлифование производят при хорошем охлаждении непрерывно фильтруемой через бумажный фильтр жидкостью. Для шлифования целесообразно применять алмазные круги с керамической связкой и со связкой из органических смол. Шлифование производят на минимальных подачах. После каждой поперечной подачи производят выхаживание до прекращения искрения.
В качестве измерительных баз при проверке шпинделей обычно обычно используют поверхности ero рабочих шеек.
При проверке шпиндель кладут опорными шейками на две призмы (рис. 4), установленные на контрольной плите или на станине контрольного приспособления. Одну из призм делают регулируемой по высоте. Опорным торцом шпиндель упирают в одну из призм. Вначале проверяют правильность форм образующих его поверхностей. Пуговка индикатора касается образующей проверяемой поверхности. Вращая шпиндель по разности наибольшего и наименьшего показаний индикатора, судят о величине неточности формы сечения, перпендикулярного оси шпинделя; проверяют несколько параллельных сечений. Затем проверяют отклонения образующей цилиндрической поверхности от прямолинейности. Для этого при неподвижном шпинделе пуговкой индикатора проводят вдоль образующей, перемещая при этом индикатор параллельно оси шпинделя. Разность наибольшего и наименьшего показаний индикатора даст максимальную ошибку отклонения образующей от прямолинейности.
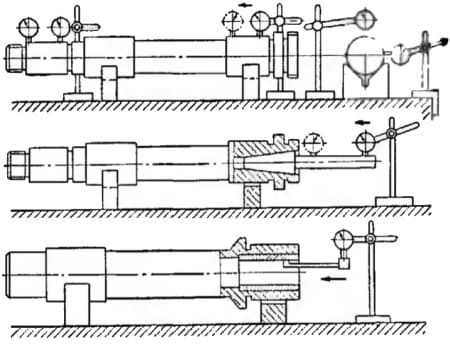
Рис. 4. Схема контроля шпинделей
Диаметральные размеры в зависимости от величины допуска проверяют штангенциркулем, индикаторной скобой (цена деления 0,01 мм), микрометром (цена делений 0,01 мм), рычажным микрометром (цена деления 0,002 мм).
Совпадение оси конических поверхностей центрального отверстия шпинделя с его осью вращения проверяют цилиндрической оправкой с коническим концом.
Совпадение осей резьбовых поверхностей с осью вращения шпинделя контролируют при помощи контрольных резьбовых колец или втулок, плотно навинчиваемых на резьбу. Торцы втулок должны быть обработаны строго перпендикулярно оси резьбы. Пуговку индикатора приводят в соприкосновение с торцом втулки, и при вращении шпинделя находят разность максимального и минимального показаний индикатора, по которым определяют отклонения оси резьбы от оси шпинделя.
Возможно Вам также будет интересна информация про шпиндельные узлы металлорежущих станков.
