В данной статье рассмотрим процессы и подходы при изготовлении ходовых винтов. Перед этим рекомендуем изучить устройство передачи ходовой винт - гайка.
Перед центрованием заготовки ходового винта обычно подрезают торцы, сверлят отверстие и нарезают резьбу в одном из торцов для вертикального подвешивания винта при термообработке и межоперационном хранении.
При шлифовании наружного диаметра винта на круглошлифовальных станках устанавливают люнеты, количество которых зависит от диаметра и длины винта.
После получения дополнительной установочной базы в виде точно обработанного наружного диаметра производят черновое нарезание резьбы на токарно-винторезных, специальных резьбонарезных или резьбофрезерных станках.
Технология изготовления ходовых винтов 3-4-го классов точности отличается от технологии изготовления винтов 02-2-го классов меньшим количеством операций и применением рихтовки для устранения биения перед обдиркой, обточкой под шлифование, предварительным и окончательным нарезанием резьбы (заготовки, идущие для изготовления винтов 02-2-го классов рихтовать не следует, так как это часто приводит к последующей деформации винтов в результате внутренних напряжений).
Окончательную нарезку резьбы на точных ходовых винтах производят на особо точных токарно-винторезных станках или резьбошлифовальных станках.
Для повышения точности резьбы по шагу токарно-винторезные станки, предназначенные для окончательного нарезания точных ходовых винтов, имеют коррегирующее устройство, компенсирующее неравномерность перемещения суппорта в результате неточностей ходового винта станка.
При нарезании ходовых винтов на токарных и резьбонарезных станках в качестве режущего инструмента используют прорезные и профильные резцы.
Резцы при нарезании прямоугольных и трапецеидальных резьб устанавливают относительно заготовки двумя способами:
- переднюю грань резца ставят параллельно оси резьбы (рис. 1, а), при этом получают высокую точность нарезки, по углы заострения правой и левой режущих кромок будут различны;
- переднюю грань располагают нормально к винтовой линии винта (рис. 1, б), углы заострения обеих режущих кромок будут одинаковы, но точность нарезания понижается, так как стороны профиля получаются криволинейными (искажения не будет, если придать резцу специальный криволинейный профиль, но это усложняет изготовление резца).
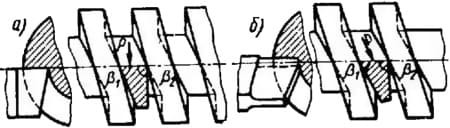
Рис. 1. Схема установки передней грани резца при нарезании резьбы ходового винта
Первый способ обычно применяют для чистового нарезания ходовых винтов с небольшим углом подъема резьбы, второй - для чернового нарезания резьбы. При чистовом нарезании ходовых винтов с большим углом подъема ниток каждую сторону профиля обрабатывают отдельным резцом.
При нарезании трапецеидальной резьбы с шагом до 3 мм используют резец полного профиля, врезание после каждого прохода осуществляют поперечной подачей. Если шаг резьбы больше 3 мм, то се нарезают последовательно несколькими резцами.
Распространенные способы нарезания резьбы показаны на рис. 2.
При нарезании резьбы способом, изображенным на рис. 2, а, сначала прорезают канавки на полную глубину резцом, ширина которого на 0,1-0,2 мм меньше минимальной ширины впадины резьбы. После этого резьбу нарезают резцом, имеющим полный профиль, оставляя припуск на окончательную обработку.
Окончательное нарезание резьбы производят быстрорежущим резцом, установленным в пружинной державке.
При этом способе прорезной резец работает в стесненных условиях, что не дает возможности применять высокие режимы резания. Этот недостаток отсутствует при нарезании способом, показанным на рис. 2, б. В этом случае при первом переходе используют канавочный резец, ширина которого на 0,3-0,4 мм меньше половины шага нарезаемой резьбы. Диаметр получившейся при этом канавки должен быть на 0,3-0,5 мм больше среднего диаметра резьбы. При втором переходе ширина резца должна быть на 0,1-0,2 мм меньше окончательной ширин впадины, канавку прорезают на полную глубину. В третьем переходе получают полный профиль резьбы с припуском на окончательное нарезание, которое выполняют за два-три прохода при скорости резания 3-4 м/мин.
Винты 02-1-го классов точности перед доводкой профиля для снятия внутренних напряжений подвергают естественному или искусственному старению. Старению подвергают также винты, прошедшие закалку.
Примеры технологических маршрутов обработки ходовых винтов приведены далее с пронумерованными операциями.
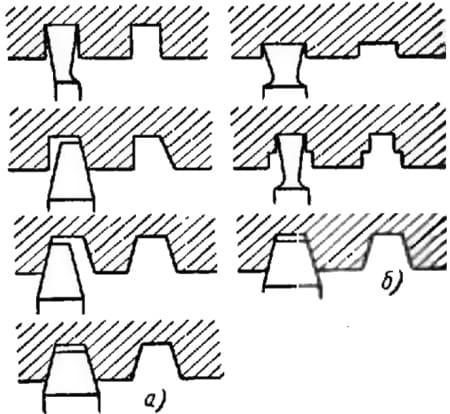
Рис. 2. Способы и последовательность нарезания трапецеидальной резьбы ходового винта
Технологический маршрут изготовления ходового винта крупного токарного станка
- Отрезка заготовки диаметром 80 мм, длиной 4188 мм;
- Нормализация;
- Правка заготовки под прессом; биение не более 2 мм;
- Подрезание торцов до размера 4182 мм; центрование с двух сторон; протачивание шейки до диаметра 75 мм на длине 250 мм;
- Черновое обтачивание поверхности Ø 70Д до Ø 75 мм, а поверхностей Ø 55 и 50 мм - до Ø 57 мм на длине 345 мм. Правка под прессом; биение не более 0,5 мм;
- Естественное старение в течение 24 ч;
- Подрезание торцов до размера 4180 мм; исправление центровых отверстий с двух сторон;
- Чистовое обтачивание поверхностей Ø 70Д, 60Н и 50Ш мм с припуском под шлифование и поверхности Ø 55 мм в размер; правка под прессом; биение не более 0,3 мм;
- Шлифование поверхностей Ø 70Д, 60Н и 50Ш мм;
- Правка ходового винта; биение не более 0,2 мм;
- Вихревое нарезание однозаходной трапецеидальной резьбы 70x12; припуск 0,4 мм;
- Правка; биение не более 0,2 мм;
- Зачистка острых кромок; заправка витков резьбы; клеймение;
- Чистовое нарезание трапецеидальной резьбы 70х12 на токарно-винторезном станке; правка до норм, предусмотренных техническими условиями
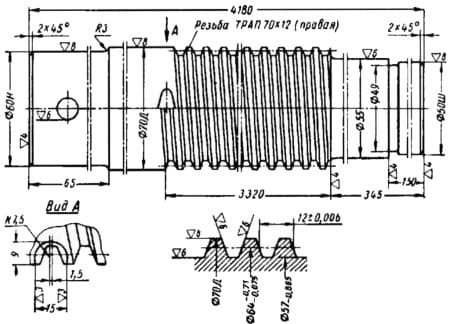
Рис. 3. Ходовой винт токарного станка
Технологический маршрут обработки составного ходового винта тяжелого токарно-винторезного станка
- Предварительная обработка составных частей ходового винта (правой и левой секций и приставки);
- Старение и правка; биение не более 1 мм;
- Окончательная обработка хвостовиков и соединительной приставки 2 и отверстий в левой и правой секциях 1;
- Присоединение приставки к левой секции винта, их клеймение и фиксация коническими штифтами;
- Обтачивание собранной части ходового винта (при установке в центрах и люнетах) с переустановкой до Ø 86,5 мм;
- Предварительное шлифование наружной поверхности до Ø 85,9 мм;
- Предварительное нарезание на токарном станке трапецеидальной резьбы Ø 85x12 с припуском 2 мм по среднему диаметру;
- Правка собранной части винта по всей длине; биение до 0,2 мм;
- Отсоединение левой секции от приставки и присоединение к ней правой секции;
- Предварительное шлифование наружных поверхностей правой секции и приставки до Ø 85 мм;
- Черновое нарезание резьбы на правой секции;
- Чистовое нарезание резьбы на собранной части винта;
- Разборка;
- Присоединение приставки к левой секции; чистовое шлифование до Ø 85 мм и чистовое нарезание резьбы.
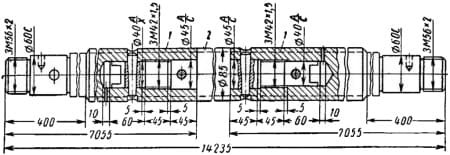
Рис. 4. Составной винт токарно-винторезного станка
Технологические маршруты изготовления прецизионных ходовых винтов
Винты, подвергающиеся закалке:
- Полная токарная обработка заготовки ходового винта перед термической обработкой и черновое шлифование;
- Термообработка до твердости HRC 60-62;
- Искусственное старение в масляной ванне при температуре 140-150°С в течение 25-30 ч;
- Исправление центровых отверстий;
- Предварительное шлифование наружной поверхности основной резьбовой части, центрирующих шеек и опорных буртов;
- Нарезание трапецеидальной резьбы на резьбошлифовальном станке абразивным кругом;
- Заправка заходов резьбы на резьбошлифовальном станке абразивным кругом;
- Старение при температуре 150°С в масляной ванне в течение 25-30 ч;
- Исправление центровых отверстий и получистовое шлифование наружной поверхности резьбы и центрирующих шеек;
- Получистовое шлифование профиля резьбы;
- Чистовое шлифование наружной поверхности резьбы, центрирующих шеек и опорных торцов;
- Окончательное шлифование профиля резьбы;
- Доводка опорных торцов и центрирующих шеек;
- Доводка гайкой резьбы винта
Винты, не подвергающиеся закалке:
- Отрезка заготовки (заготовку для ходовых винтов Ø 40-80 мм и длиной до 1500 мм, изготовляемых из стали ХВГ, берут с учетом припуска на обработку по наружному диаметру не менее 4-5 мм на сторону);
- Черновое обтачивание;
- Закалка до твердости HRC 28-32 с последующим высоким отпуском;
- Искусственное старение в масляной ванне в течение 30 ч при температуре 140-150°C;
- Токарная обработка шеек и канавок;
- Предварительное нарезание резьбы (на резьбошлифовальном станке абразивным инструментом или на токарном станке резцом; глубина резания за каждый проход не более 0,25-0,4 мм);
- Вторичное искусственное старение в масляной ванне в течение 24 ч при температуре 140°С;
- Исправление центровых отверстий и получистовая обработка шеек и профиля резьбы;
- Чистовая обработка шеек и профиля резьбы
- Доводка резьбы (чугунным притиром с абразивом зернистостью 240-280, смешанным с маслом; резьбу в гайке-притире нарезают на токарном станке резцом, затем калибруют специальными метчиками, имеющими профиль резьбы и средний диаметр, равные изготовляемому ходовому винту, после чего полируют специальными закаленными короткими ходовыми винтами с помощью мела с маслом).
