Точность работы отремонтированного станка в значительной мере определяется точностью, с какой удается исправить изношенные направляющие, которыми располагает станина станка по металлу. Исправление в ходе ремонта изношенных направляющих станины станка может считаться выполненным полноценно, если в результате ремонта:
- достигнуто полное восстановление прямолинейности всех направляющих поверхностей в пределах требований, предъявляемых к ним при изготовлении нового станка; обеспечена взаимная параллельность направляющих в горизонтальной и вертикальной плоскостях в пределах допусков, принятых для новых станин данного типа;
- достигнуто полное или близкое соответствие геометрической форм и размеров направляющих первоначальным;
- у станин, имеющих взаимно перпендикулярные в горизонтально плоскости направляющие (станины круглошлифовальных станков и др.) выдержан между этими направляющими прямой угол с точностью, заданной при изготовлении станка;
- выдержан прямой угол между направляющими, взаимно перпендикулярными в вертикальной плоскости (зубофрезерные станки и др.);
- сечение круговых направляющих, перпендикулярное к оси (шпинделю стола), представляет собой правильные окружности;
- сохранено правильное положение отремонтированных направляющих относительно других обработанных поверхностей станины, определяющих положение корпусных деталей и основных узлов станка.
Удовлетворить этим требованиям возможно лишь при правильном выборе баз, относительно которых производят выверку изношенных направляющих при их исправлении.
Выбор баз при исправлении направляющих станин
По характеру поверхности, которые могут быть приняты за базы, при исправлении направляющих станины металлообрабатывающего оборудования можно разделить на следующие четыре группы:
- 1-я группа. Станины, у которых наряду с интенсивно изнашиваемыми направляющими имеются другие параллельные им практически неизнашивающиеся или мало изнашивающиеся направляющие. Типичными представителями этой группы станин являются станины большинства токарных станков (рис. 1). В качестве базы при ремонте направляющих суппорта у этих станков используют направляющие задней бабки, износ которых обычно незначителен. К этой же группе относят станины некоторых моделей револьверных станков.
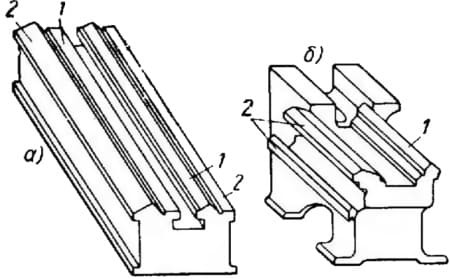
Рис. 1. Станины 1-й группы: а - станина токарного станка; б - станина револьверного станка; 1 - базовые поверхности; 2 - значительно изношенные поверхности
- 2-я группа. Станины, в которых непосредственно вмонтированы шпиндели (рис. 2). За базу при исправлении изношенных направляющих таких станин принимают геометрическую ось шпинделя. К этой группе относится станина фрезерного станка с ЧПУ, в частности, горизонтально-фрезерных и вертикально-фрезерных станков, также некоторых моделей револьверных и многорезцовых токарных станков, у которых передняя бабка представляет одно целое со станиной. При восстановлении станин этой группы исправляют узел шпинделя, а затем материализуют ось вращения шпинделя с помощью жестких или устанавливаемых оправок, относительно которой (как от базы) и ведут проверку.
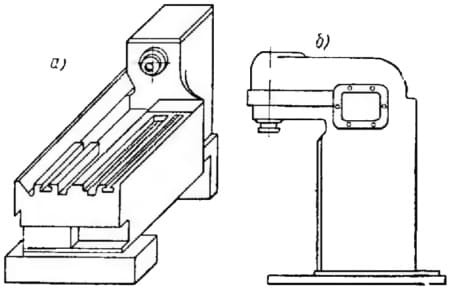
Рис. 2. Станины 2-й группы: а - станина многорезцового станка; б - станина вертикально-фрезерного станка
- 3-я группа. Станины, у которых имеются обработанные с одной установки с направляющими параллельные или нерабочие поверхности. К этой группе относятся станины большинства продольно-строгальных, продольно-фрезерных, плоскошлифовальных, внутришлифовальных, круглошлифовальных и некоторых других станков. Нерабочие обработанные поверхности 1 станины (рис. 3) принимают за базу. Относительно этих поверхностей производят проверку восстанавливаемых рабочих поверхностей направляющих.
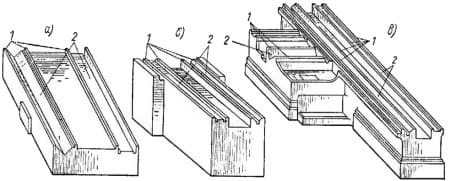
Рис. 3. Станины 3-й группы: а - станина продольно-строгального станка; б - станина внутришлифовального станка; в - станина круглошлифовального станка; 1 - нерабочие поверхности, принимаемые за базовые; 2 - изношенные рабочие поверхности направляющих
- 4-я группа. Станины, не имеющие поверхностей, подобных тем, которые принимают за базы у станин приведенных выше трех групп, или имеющие только одну поверхность, пригодную для проверки относительно нее лишь части направляющих. Некоторые типы станин, относящиеся к этой группе, приведены на рис. 4. Станины, имеющие только одну неизнашивающуюся поверхность, которая может быть принята за базу, приведены на рис. 4, а-в, станины, не имеющие неизнашивающихся поверхностей, - на рис. 4, г и д. Направляющие станин последних двух типов выверяют при их исправлении по неизношенным или малоизношенным участкам, обозначенным цифрой 3. Поверхности направляющих станин, обозначенные на рис. 4, а-в цифрами 2, выверяют относительно неизнашивающихся поверхностей 1, а остальные относительно малоизношенных участков их самих. Эти участки направляющих (в большинстве случаев они располагаются по концам или у краев направляющих), сохраняя свое первоначальное положение, позволяют использовать их как базовые поверхности при исправлении направляющих. Представителями этой группы станин являются станины зубофрезерных, разьбофрезерных и других станков.
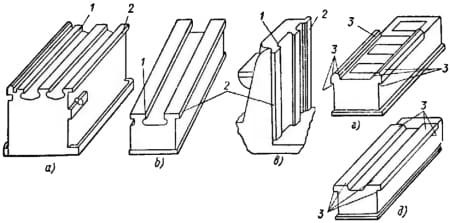
Рис. 4. Станины 4-й группы: а - станина резьбофрезерного станка; б - станина шлицефрезерного станка; в - станина карусельного станка; г - станина зубофрезерного станка; д - станина долбежного станка; 1 - неизнашивающиеся поверхности, принимаемые за базовые; 2 - поверхности направляющих, выверяемые относительно поверхностей 1; 3 - неизпашивающиеся или малоизнашивающиеся участки направляющих, относительно которых производится их выверка
