Станины бывают в зависимости от расположения оси станка горизонтальные и вертикальные (стойки). Они несут на себе основные подвижные и неподвижные узлы станка. Форма поперечного сечения горизонтальных станин определяется требованиями жесткости, расположением направляющих, условиями удаления стружки и охлаждающей жидкости, размещением в станинах различных механизмов, агрегатов и резервуаров для масла и охлаждающей жидкости.
Основным требованием, предъявляемым к станине станка, является длительное обеспечение правильного взаимного положения узлов и частей, монтированных на ней, при всех предусмотренных режимах работы станка, что достигается неизменностью соответственно расположенных на станине базирующих поверхностей для основных узлов станка. Базирующие поверхности для перемещающихся частей могут быть направляющими движения или направляющими перестановки. Это необходимо учитывать например при изготовление станин для фрезерных станков.
Отсюда вытекает предъявляемое к станинам, наряду с требованиями прочности, технологичности, малой металлоемкости и достаточно низкой стоимости, важнейшее требование - неизменности формы станины. Она достигается:
- выбором материала станины и технологии ее изготовления;
- такой статической и динамической жесткостью станины, при которой ее деформация под действием наибольших сил во время работы станка не выходят за пределы, сообразованные с допусками на неточность обработки;
- достаточно высокой износостойкостью направляющих.
Форма станины определяется прежде всего:
- расположением на ней направляющих для различных узлов станка;
- весом, размерами и Длинами ходов основных частей и узлов станка;
- необходимостью размещения внутри станины различных механизмов;
- необходимостью устройства в стенках станины проемов, окон и т. п. для монтажа и демонтажа, для осмотра, регулирования и смазки механизмов станка, а на стенках станины - платиков и кронштейнов для различного рода устройств.
Работа высокопроизводительных станков часто сопровождается отделением больших количеств стружки - иногда сотен килограммов в час. Требование быстрого удаления стружки - одно из серьезнейших при проектировании современных скоростных станков - сильно влияет на форму станины: в ней должны быть сделаны окна и проемы для свободного падения стружки, наклонные к задней стенке станины скаты и т. п. Пример конструкции станины, в которой учтено указанное требование, дан на рис. 1 (многорезцовый токарный полуавтомат мод. 1722 завода им. Орджоникидзе). В станинах современных высокопроизводительных станков нередко предусматривается место для встроенного шнека или конвейера, непрерывно убирающего стружку.
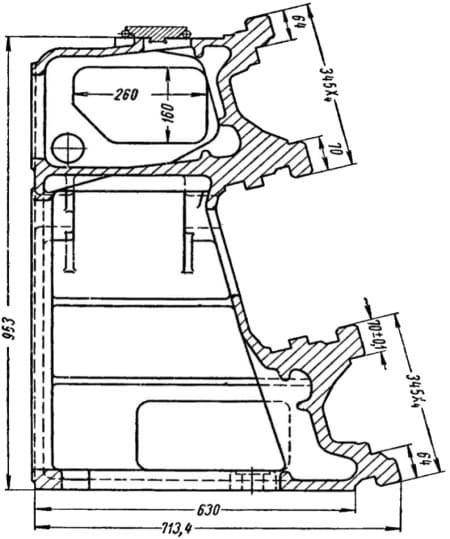
Рис. 1. Разрез станины многорезцового токарного полуавтомата модели 1722
При проектировании литой станины должны соблюдаться общие литейно-технические требования, имеющие целью облегчение формовки и уменьшение усадочных напряжений.
Как упоминалось выше, станина должна быть достаточно жесткой. Однако для обеспечения жесткости упругой системы станок - заготовка - приспособление - инструмент этого еще недостаточно - выбор подачи и глубины резания, допустимых при требуемой точности, класса чистоты обработанной поверхности и заданной стойкости инструментов, зависит от жесткости всей указанной системы. Отсюда стремление связывать основные части станка так, чтобы они образовали замкнутую раму (рис. 2, а - открытые конструкции, б - замкнутые (рамные)), отливать станину заодно с корпусом передней бабки и применять «монолитные» («моноблочные») конструкции.
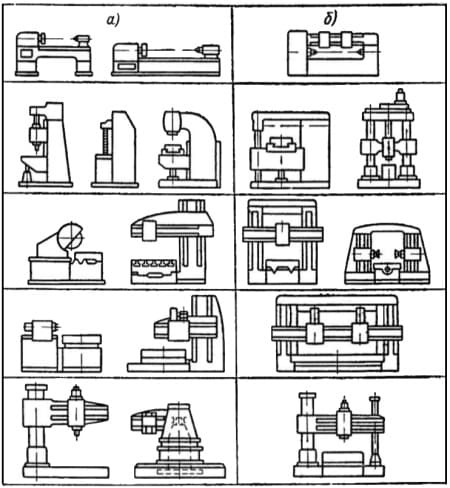
Рис. 2. Открытые и замкнутые (рамные) компоновки станков
Большое влияние на жесткость станины оказывают ребра, соединяющие ее стенки или прилитые к ним. От расположения ребер, их числа, формы и размеров сечения зависит их эффективность в отношении повышения жесткости конструкции. Опыты, проведенные в ЭНИМСе Х. М. Еникеевым на моделях станин различных форм, показали, например, что расположение ребер, соединяющих стенки станины (перегородок), в отношении вертикальной жесткости последней практически безразлично. Чтобы увеличить вертикальную жесткость, целесообразно приливать к стенкам ребра в виде продольных горизонтальных полок или диагональной сетки. Более поздние экспериментальные исследования, выполненные у нас и за рубежом, в общем подтвердили выводы, вытекающие из опытов Х. М. Еникеева, и позволили получить дополнительные данные для обоснованного выбора оребрения при проектировании станин и других корпусных деталей станков.
На горизонтальную жесткость станины расположение ребер и их форма оказывают большое влияние. Наиболее эффективными являются диагональные ребра (перегородки), а в некоторых случаях - перекрестные связи между продольными стенками станины. Благоприятное влияние на горизонтальную жесткость оказывают и ребра в виде полок или диагональной сетки, особенно при комбинировании их с перегородками. Диагональные ребра повышают также жесткость станины на кручение.
Станины из чугуна
В большинстве случаев станины станков отливают из обыкновенного серого чугуна, хотя все большее применение получают и чугуны других типов. Решающее влияние на выбор марки серого чугуна, если направляющие отлиты за одно целое с ней, оказывают прежде всего направляющие движения, которые должны обладать высоким сопротивлением истиранию (абразивному износу). Влияет также и толщина стенок станины. Чаще всего используют чугуны с пластинчатым графитом марок от СЧ 21-40 до СЧ 35-56, иногда СЧ 38-60 по ГОСТу 1412-54, в особо ответственных случаях - высокопрочные чугуны с шаровидным графитом (ВЧ) по ГОСТу 7293-54. Для отливки станин средних размеров не слишком сложной формы с толщиной стенок 10-30 мм рекомендуется чугун СЧ 21-40 с перлитной основной массой, а при толщине стенок 20-60 мм - СЧ 28-40; для тяжело нагруженных станин при толщине стенок свыше 20 мм - высокопрочный и износостойкий чугун марки СЧ 32-52 с перлитной структурой или марки СЧ 35-56. Для станин с привертными направляющими, а также наиболее толстостенных и очень тяжело нагруженных станин рекомендуется чугун СЧ 38-60.
Станины из стали
В современном станкостроении наблюдается тенденция к замене литых станин сварными из прокатной стали; эта тенденция обусловлена рядом технических и экономических причин.
Как материал для изготовления станин, чугун обладает многими достоинствами (возможность изготовления отливок почти любой формы, хорошая обрабатываемость, более низкая цена станины при серийном производстве станков). Однако следует принимать в расчет и ряд неудобств, связанных с изготовлением станин литьем:
- удлинение срока изготовления станка из-за необходимости предварительно изготовить модели и стержневые ящики, а также выдержать отливку до начала механической обработки и после обдирки в течение довольно длительного времени для снятия внутренних напряжений;
- возможный брак литья, причем некоторые пороки обнаруживаются лишь в процессе механической обработки;
- необходимость оставлять на обрабатываемых поверхностях отливки довольно большие припуски;
- при направляющих, составляющих одно целое со станиной, чугун приходится выбирать соответственно требованиям, предъявляемым к направляющим;
- при длительном вылеживании отливок замедляется оборачиваемость оборотных средств предприятия и возрастает стоимость незавершенной продукции;
- при малых сериях на себестоимости станка неблагоприятно отражаются расходы на изготовление модели и стержневых ящиков; при крупносерийном производстве влияние этого фактора может быть настолько незначительным, что им можно пренебрегать.
От всех этих недостатков свободны станины, выполненные сваркой из предварительно нарезанных кусков прокатной стали. Направляющие привариваются или прикрепляются болтами к станине, поэтому станина может быть изготовлена из дешевой строительной углеродистой стали, например, Ст. 3 или Ст. 4 по ГОСТу 380-60.
Пределы упругости и механические свойства стали значительно выше, чем у обычного чугуна (механические свойства чугуна с шаровидным графитом значительно выше, чем обычного чугуна с пластинчатым графитом); поэтому расход материала на стальную сварную станину много меньше, чем на чугунную, при одинаковых в обоих случаях силах и моментах, если запас надежности и жесткость (т. е. и наибольшие допускаемые деформации) обеих станин принять одинаковыми. При равной жесткости вес стального элемента равен примерно 0,5-0,75 веса чугунного, т. е. экономия металла составляет 50-25 %. Практически экономия металла при замене литой чугунной станины стальной сильно зависит от конструктивного оформления обоих вариантов.
Решая вопрос о предпочтительности чугунной или стальной станины Для проектируемого станка, необходимо принимать в расчет всю совокупность технико-экономических показателей обоих вариантов. При крупносерийном масштабе производства нередко более целесообразен вариант литой станины, а при необходимости быстрого изготовления одного или нескольких станков - стальная станина.
В отношении выброустойчивости сварные стальные станины обычно не уступают чугунным, несмотря на то, что чугун, как материал, обладает лучшей способностью демпфировать возникающие колебания, нежели сталь: исследование и опыт показывают, что в собранной конструкции внутреннее трение материала практически пренебрежимо мало по сравнению с внешним трением, за счет которого и происходит демпфирование колебаний. Виброустойчивость сварной станины обусловлена в известной степени также влиянием сварных швов.
Для изготовления сварных станин станков можно пользоваться листовой сталью толщиной δ≥3 мм. При малой толщине стенок (δ<8 мм) необходимая жесткость станины может быть обеспечена достаточно большим количеством ребер и целесообразным размещением их. В результате этого, а также большого числа и большой длины сварных швов может оказаться, что та же станина, изготовленная из стали толщиной 10-12 или даже 15 мм, получается не более тяжелой и вместе с тем изготовление ее проще.
Помимо перечисленных материалов, некоторое применение для изготовления станин получили также легированные чугуны и азотированный чугун.
Использование бетона при производстве станин станков
Для изготовления станин тяжелых станков получил некоторое применение (у нас и за рубежом) железобетон. На рис. 3 показан поперечный разрез железобетонной станины тяжелого токарного станка Краматорского завода тяжелых станков, мод. 1660, для обработки заготовок размерами Ø1250x6300 мм и весом до 30 т.
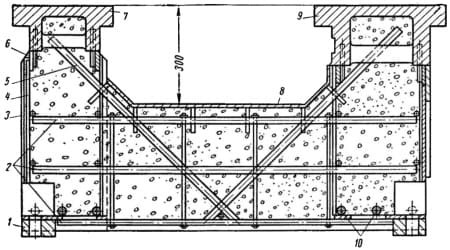
Рис. 3. Поперечный разрез железобетонной станины тяжелого токарного станка модели 1660: 1 - опорный платик с отверстием под фундаментный болт; 2 - поперечные рабочие стержни; 3 - металлическая сетка; 4 - хомуты; 5 - наклонные стержни; 6 - кондукторная полоса; 7 и 9 - направляющие; 8 - металлическая облицовка диафрагмы; 10 - продольные рабочие стержни
Станина была спроектирована и выполнена совместно НИИПТМАШем и заводом вместо обычной чугунной (СЧ 21-40) станины (рис. 4). Для оценки жесткости опытной железобетонной станины по сравнению с чугунной обе они были подвергнуты действию одинаковой горизонтальной распорной силы (6,5 т), приложенной между направляющими станины над левой диафрагмой, между диафрагмами и над правой диафрагмой. Суммарные деформации балок в этих трех местах оказались равными: для чугунной станины 0,26; 0,26 и 0,25 мм, для железобетонной опытной станины - соответственно 0,167; 0,135 и 0,143 мм, т. е. на 36-45 % меньше. Эти эксперименты показали, что замена металлических станин железобетонными может быть технически целесообразной и экономически выгодной: достигаемое такой заменой уменьшение металлоемкости и снижение себестоимости составляет примерно 40-60%.
Из железобетона были выполнены основание, обе стойки, а также некоторые другие детали тяжелых двухстоечных токарно-карусельных станков моделей 1563С и 1580С Коломенского завода тяжелых станков, станины и другие базовые детали тяжелого продольно-строгального станка того же завода.
Однако из-за ряда причин, связанных с материалами (цемент), необходимым оборудованием для предварительного натяжения арматуры, недостатком опыта у соответствующих станкостроительных заводов железобетонные станины (и другие корпусные детали) пока еще не получили распространения в станках, хотя и имеют благоприятные перспективы.
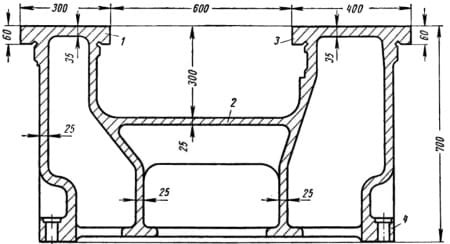
Рис. 4. Поперечный разрез (по опорам) чугунной станины тяжелого токарного станка модели 1660: 1 и 3 - направляющие; 2 - диафрагма; 4 - опорный платик с отверстием под фундаментный болт
Типовые конструкции станин
В основе конструкций станин лежат некоторые общие принципы, обусловленные следующими обстоятельствами.
На станину работающего станка действуют силы резания, силы веса неподвижных и движущихся по станине деталей, вес заготовки и т. д., в некоторых станках - также силы инерции. Эти силы вызывают в материале станины напряжения и деформации, вид которых можно установить на основании анализа системы сил, действующих на станок в процессе резания. В ответственных случаях, особенно при проектировании тяжелых станков, необходимо подвергнуть анализу периоды неустановившегося движения - разгона и торможения, когда силы инерции и сопротивления трения играют особенно большую роль.
Точно определить расчетом деформации проектируемой станины, имеющей большей частью сложную форму, невозможно, и необходимая жесткость обеспечивается при конструировании практически проверенными способами.
При растяжении и сжатии запас прочности n и жесткость S элемента конструкции при прочих одинаковых условиях зависят только от площади его поперечного сечения, но не от формы последнего. Следовательно, в этих случаях расход материала полностью определяется действующими силами и выбранными значениями n и S. При изгибе же и кручении, напротив, расход металла можно уменьшить целесообразным подбором формы поперечного сечения элемента за счет увеличения моментов сопротивления и моментов инерции при неизменной площади сечения, т. е. при неизменном весе этого элемента конструкции.
Легко доказать, что в отношении жесткости при изгибе и особенно при кручении наивыгоднейшим является сечение в форме полого прямоугольника. Так как и технологические соображения - в пользу этой формы поперечного сечения, то чаще всего именно она и лежит в основе конструкций станин.
Форму вполне замкнутого или хотя бы закрытого с трех сторон прямоугольника выдержать по всей длине станины обычно не удается из-за необходимости обеспечить свободное удаление стружки, разместить различные механизмы внутри станины и т. д., что сильно снижает жесткость станины. Поэтому для увеличения жесткости в мощных станках стараются сохранить продольное горизонтальное ребро жесткости (обычно корытообразное) сплошным по всей длине станины. Чтобы облегчить удаление стружки, его делают наклонным или снабжают окнами (рис. 5).
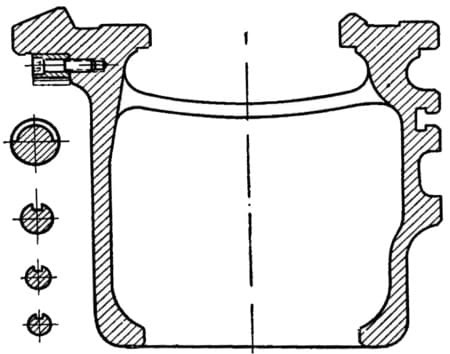
Рис. 5. Сечение станины токарного станка завода «Красный пролетарий»
Очень действенным и применяемым во всех станинах средством достижения необходимой жесткости являются внутренние перегородки - поперечные, связывающие продольные стенки станины, а также менее распространенные продольные перегородки.
Широко применяют в станинах станков поперечные перегородки, расположенные так, как схематически показано на рис. 6, а и б (вид в плане). Превосходство диагональных перегородок над параллельными очевидно из рис. 6 и было убедительно доказано экспериментами Х. М. Еникеева с чугунными моделями станин.
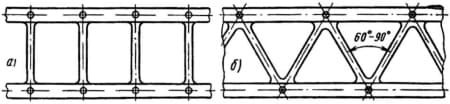
Рис. 6. Схемы станины с параллельными (а) и диагональными (б) перегородками
Диагональные перегородки широко применяют в современных станках средних (рис. 7) и больших размеров. Параллельные перегородки находят применение в тяжелых и в средних станках различных типов, причем они делаются либо сплошного сечения, либо полыми П-образной (арочной) формы (рис. 8).
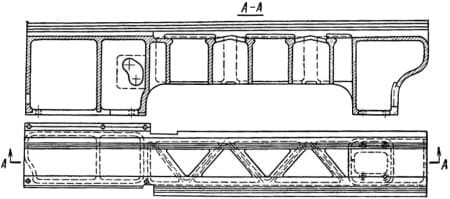
Рис. 7. Станина токарно-винторезного станка 1Д62 до модернизации
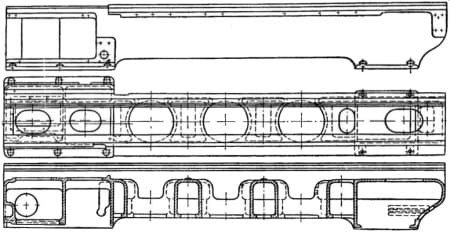
Рис. 8. Станина токарного станка завода «Красный пролетарий»
Нередко станину укрепляют комбинированной системой стенок, перегородок и ребер жесткости. Примеры таких станин - горизонтальной и вертикальной - представлены на рис. 9 (станина (а) и стойка (б) фрезерных станков компании Керни-Треккер, США).
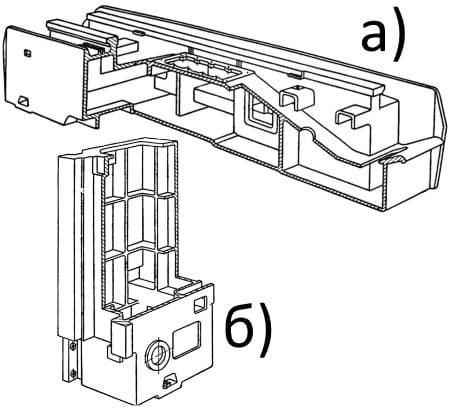
Рис. 9. Станины фрезерного станка завода Керни-Треккер (США): а - горизонтальная станина; б - вертикальная станина (стойка)
Станины тяжелых станков изготовляют часто составными. При проектировании такой станины необходимо принимать конструктивные меры для достижения жесткости стыков между ее частями.
Различие материалов, требующее и различной технологии изготовления, не позволяет при проектировании стальной станины копировать формы чугунных станин станков, так как при таком подходе экономия материала часто получится незначительной, а себестоимость выше.
Основным материалом для изготовления сварных станин служит листовая сталь; поэтому такие станины ограничены преимущественно плоскостями, представляя более или менее сложный многогранник. Жесткость стальной сварной станины создается главным образом перегородками, косынками и другими креплениями, соединяющими ее стенки; они изготовляются также из листовой стали.
Толстые листы применяют для изготовления станин в тех случаях, когда вваривание перегородок и других креплений затруднено или невозможно. В остальных случаях вполне можно применять более легкие конструкции из листовой стали толщиной 3-6 мм, достигая необходимой жесткости системой целесообразно расположенных перегородок, раскосов и косынок, которыми станина разбивается на ряд отсеков. Пример станины такой облегченной конструкции, разделенной перегородками на отсеки, дан на рис.10.
На чертеже станины должны быть показаны все размеры, необходимые для изготовления модели, если станина литая, или шаблонов - для сварной стальной станины сложной формы.
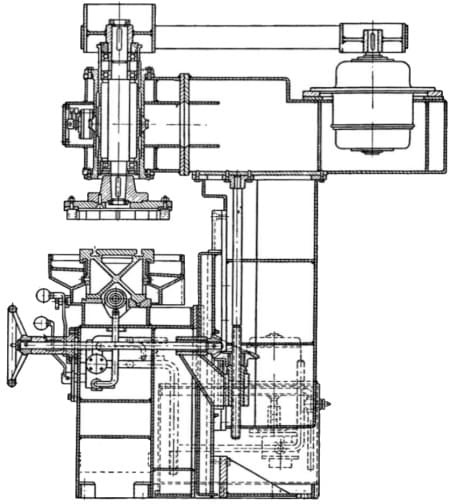
Рис. 10. Плоскошлифовальный станок со сварной стальной станиной
Современное состояние проблемы расчета станин станков
Для поверочного расчета спроектированной станины следует прежде всего составить расчетную схему, упростив форму станины и назначив величины и направления действующих на станок сил. В число последних входят составляющие силы резания; веса узлов, находящихся на станине, и обрабатываемой заготовки; силы, возникающие при закреплении заготовки на станине; инерционные силы, если они имеются (строгальные, долбежные станки); силы, действующие на станину со стороны фундамента. После этого станины с приблизительно прямолинейной осью рассчитывают как прямые балки переменного сечения, станины с криволинейной осью - как кривые брусья.
Ввиду большой сложности формы станин (см., например, рис. 1, 7, 8, 9 и др.) и переменности ее сечений как в поперечном, так и в продольном направлениях, такие расчеты являются очень приближенными. Тем не менее они могут быть использованы для сравнительной оценки спроектированных вариантов станины, а также порядка величин напряжений и деформаций ее.
Учитывая приближенность применяемых методов расчета станин, из осторожности принимают низкие допускаемые напряжения порядка 8÷12 Мн/м2 для чугунных станин и 15÷20 Мн/м2 - для стальных. Допустимость полученных расчетом деформаций следует оценивать исходя из влияния их на точность работы станка и на его виброустойчивость.
Основные типы сечений горизонтальных станин представлены на рис. 11. Все сечения, кроме показанных на рис. 11, д, применяют при необходимости отвода большого количества стружки и охлаждающей жидкости. Станины с двойными стенками (рис. 11, б) в 1,3-1,4 раза жестче, чем станины с одинарными стенками (рис. 11, а). Внутренние полости между стенками часто делают замкнутыми и оставляют в них стержневую смесь. Замкнутый профиль имеет гораздо большую жесткость (особенно на кручение), чем разомкнутый, а сыпучий материал во внутренней полости повышает демпфирующие свойства станины. Применяют также станины, у которых стружка отводится через окна в задней стенке (рис. 11, в). Сечения станин с наклонной задней стенкой и расположением направляющих на разном уровне (рис. 11, г) обладают высокой жесткостью и создают хорошие условия для отвода стружки, но в этом случае усложняется конструкция суппортов. Тяжелое оборудование (токарные, продольно-строгальные, расточные, портальные фрезерные станки) имеет сечение станин, аналогичное сечению на рис. 11, д. При отсутствии защитных устройств стружка отводится через наклонные люки в станине. Сечения типа на рис. 11, е применяют в высокопроизводительных токарно-гидрокопировальных, многорезцовых станках и в станках с программным управлением.
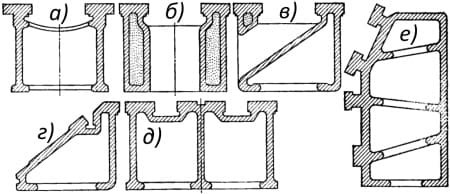
Рис. 11. Типы сечений горизонтальных станин
Форма сечений вертикальных станин (стоек) зависит от действующих на них сил. Стойки, испытывающие нагрузки в плоскости симметрии (например, вертикально-сверлильные станки), имеют профиль сечения, показанный на рис. 12, а, г. Если же нагрузка пространственная (фрезерные, расточные и другие станки), то профиль сечения стоек делают близким к квадрату (рис. 12, б), что обеспечивает повышенную жесткость на кручение. Стойки станков имеют круглое сечение (рис. 12, в), если необходимо обеспечить поворот узлов относительно оси стойки (радиально-сверлильные станки).
Увеличения жесткости стоек добиваются с помощью поперечных и продольных ребер. Во избежание коробления стенок расстояние между ребрами должно быть не более 400 мм. У большинства станков момент сил, действующих на стойку у основания, больше, чем момент сил, действующих сверху, поэтому стойки выполняют расширяющимися книзу хотя бы в одной плоскости.
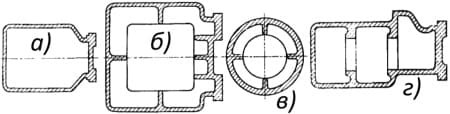
Рис. 12. Типы сечений вертикальных станин (стоек)
