Изготовление станин для станков - процесс проектирования и производства главной базовой детали станка по металлу, на которой располагаются и закрепляются практически все узлы и детали. Относительно станины перемещаются все подвижные механизмы и детали станка. Процесс изготовления станины любого станка должен учитывать конечную высокую жёсткость, для обеспечения долгого сохранения станком требуемой точности. При этом, размеры и вес станины должны быть минимальны. Конструкции и формы станин, которые имеют фрезерные станки и фрезерные обрабатывающие центры с ЧПУ могут существенно отличаться, определяются они назначением и габаритами станков.
Станины и корпусные детали фрезерного станка составляют до 85 % от его массы. Поэтому экономия металла в станкостроении наиболее эффективна в направлении снижения масса этих деталей. Однако получение таких облегченных деталей сопряжено с усложнением литейной технологии их изготовления.
Производство станин для станков
В настоящее время для производства крупногабаритных отливок станин для станков фрезерного типа наиболее часто применяют сырые песчано-глинистые формы. Более 60% стальных отливок изготовляют именно с помощью таких форм.
Качество песчано-глинистой формы напрямую зависит от ее состава и свойств (рис. 1) входящих в нее компонентов. В настоящее время в литейном производстве широко применяют формовочные смеси на основе высокопрочных бентонитовых глин. Такие смеси позволяют получать формы сложной конфигурации с высоким качеством поверхности.
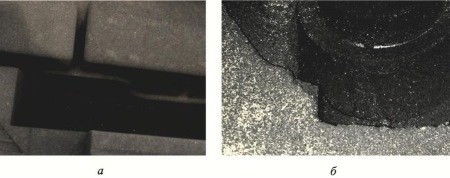
Рис. 1. Формы, изготовленные из: а - высокопрочные бентонитовые глины; б - огнеупорные глины
В отличие от смесей на основе огнеупорных глин бентонитовые смеси обладают высокими прочностными характеристиками (рис. 2), даже смесь с 4% содержанием бентонитовой глины значительно прочнее, чем смесь с 12% содержанием огнеупорной глины. Это позволяет получать формы для изготовления станин станков с гораздо более низким содержанием связующего материала.
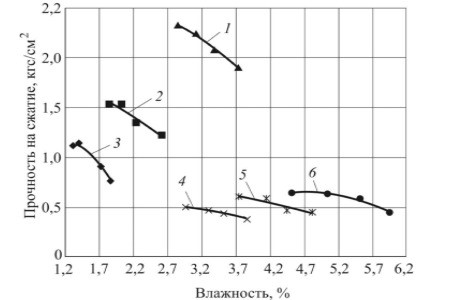
Рис. 2. Прочность формовочных смесей в сыром состоянии для отливок станин станков: 1 - смесь 8% бентонитовой глины; 2 - смесь 6% бентониовой глины; 3 - смесь 4% бентонитовой глины; 4 - смесь 8% огнеупорной глины; 5 - смесь 10% огнеупорной глины; 6 - смесь 12% огнеупорной глины
Прочность при сколе для огнеупорных глин очень невелика (рис. 3), что существенно ограничивает возможности применения таких смесей при изготовлении станин фрезерных станков с протяженными гранями, так как при протяжке есть риск подрыва или даже разрушения болвана.
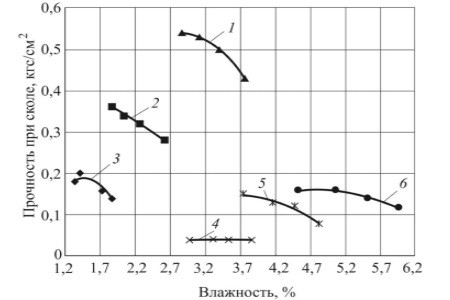
Рис. 3. Прочность глины для изготовления формовок при сколе: 1 - смесь 8% бентонитовой глины; 2 - смесь 6% бентониовой глины; 3 - смесь 4% бентонитовой глины; 4 - смесь 8% огнеупорной глины; 5 - смесь 10% огнеупорной глины; 6 - смесь 12% огнеупорной глины
Текучесть формовочных смесей на основе бентонитовых глин значительно выше, чем у смесей на основе огнеупорной глины (рис. 4), что дает возможность изготовления станин станков с глубокими карманами и поднутрениями.
Однако бентонитовая глина, в отличие от огнеупорной, значительно более чувствительна к изменениям влажности, даже незначительное снижение влажности в 0,2% ведет к существенному изменению технологических свойств смеси (см. рис. 2–4).
Это создает дополнительные трудности при мелкосерийной ручной формовке, так как нельзя допускать пересыхания смеси и длительного выстаивания открытых форм до заливки.
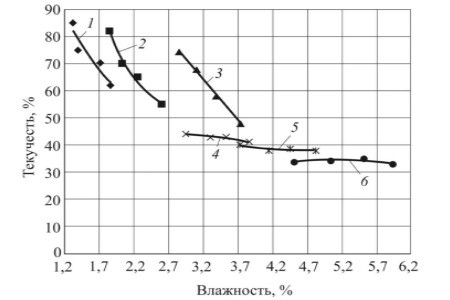
Рис. 4. Влияние типа формовочной глины на текучесть формовочных смесей: 1 - смесь 8% бентонитовой глины; 2 - смесь 6% бентониовой глины; 3 - смесь 4% бентонитовой глины; 4 - смесь 8% огнеупорной глины; 5 - смесь 10% огнеупорной глины; 6 - смесь 12% огнеупорной глины
Мировые тенденции в изготовлении станин для станков
Применение бентонитовых глин также позволяет отказаться от использования двух смесей (облицовочной и наполнительной) при изготовлении форм для крупного литья, на базе которых собирают портальные фрезерные станки с чпу. Хотя на территории РФ все еще применяют такие «двухсоставные» смеси, в США и Европе ограничиваются единой смесью на основе высокопрочных бентонитовых глин. Такие смеси обладают высокой прочностью - до 1,5-2,0 кгс/см2 (0,15-0,2 МПа) при достаточно невысоком содержании глины 6-10 %.
Однако растущие требования к сложности конфигурации отливок станин станков не позволяют ограничиться лишь использованием классических методов литья. Все чаще в литейном производстве находят применение аддитивные технологии - литье в выращенные песчаные формы и с применением фотополимерных моделей. Такие технологии позволяют получать отливки практически любой сложной конфигурации синтез-форм и синтез-моделей с помощью технологий послойного синтеза с использованием 3D CAD-моделей (рис. 5). При применении технологии выращивания песчано-смоляных форм нет необходимости в изготовлении литейной модели, что позволяет быстро изготавливать отливки для станин станков даже самой сложной конфигурации. Недостатком аддитивных технологий является, прежде всего, высокая стоимость, так как изготовление одной формы может в десятки или даже сотни раз превышать стоимость изготовления формы по классическим литейным технологиям, таким как литье в песчано-глинистые формы, литье по выплавляемым моделям.
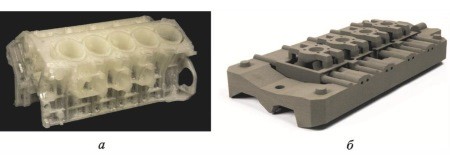
Рис. 5. Аддитивные технологии, применяемые в литейном производстве: а - синтез-модель, изготовленная на принтере ProXTM 950; б - синтез-форма, изготовленная на принтере VX1000
Гибридные технологии при изготовлении станин для станков
Все чаще в литейном производстве применяют комбинированную технологию изготовления станин и корпусных деталей, которая сочетает гибридное литье, классические и аддитивные технологии (рис. 6). Это позволяет не только существенно снизить стоимость формы, но и избежать многих дефектов, связанных с применением в составах смесей для 3D-принтеров смоляных связующих высокой концентрации.

Рис. 6. Применение комбинированной технологии при изготовлении стальной отливки современной литейной технологии при изготовлении литых станин
Такая гибридная технология изготовления сочетает преимущества песчано-глинистых смесей с достоинствами аддитивных технологий:
- высокая податливость;
- высокая газопроницаемость;
- хорошая выбиваемость.
При таком подходе возможно получение форм практически любой конфигурации, что немаловажно при изготовлении сложных станин фрезерных металлорежущих станков.
Это позволяет не только снизить риски образования газовых дефектов, горячих трещин, пригара, но и существенно упростить производственный процесс, избавившись от трудоемких операций склейки или сборки сложных стержней.
Применение гибридных технологий в изготовлении станин для станков открывает новые возможности для получения легких, но жестких элементов. Таким образом, конструирование и изготовление качественных базовых и корпусных деталей, к которым относится станина станка - это поиск компромиссного решения между противоречивыми требованиями:
- создание жестких, но имеющих малую массу конструкций;
- производство простых по конфигурации, но обеспечивающих высокую точность элементов;
- обеспечение экономии металла, но с учетом особенностей и возможностей.
