Консольно-фрезерные станки ранее были широко распространены. Стол консольно-фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ используя цилиндрические фрезы, дисковые фрезы, торцовые фрезы, угловые фрезы, концевые фрезы, фасонные фрезы и другой инструмент в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов. На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки Можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Размеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола станка. Консольно-фрезерные станки могут иметь горизонтальные, универсальные и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют гаммой станков.
В СССР освоено производство консольно-фрезерных станков пяти размеров: № 0, 1, 2, 3 и 4, причем по каждому размеру выпускается полная гамма станков (горизонтальные, универсальные и вертикальные). Каждый станок данной гаммы имеет в шифре модели одинаковое цифровое обозначение, соответствующее размеру гаммы и соответственно размер у стола согласно нижеследующему:
- № 0 - 6Н80Г, 6Н80 и 6Н10; стол 200x800 мм;
- № 1 - 6М81Г, 6М81 и 6М11; стол 250х1000 мм;
- № 2 - 6М82Г, 6М82, 6М12П; стол 320x1250 мм;
- № 3 - 6М83Г, 6М83, 6М13П; стол 400x1600 мм;
- № 4 - 6М84Г, 6М84, 6М14П; стол 500х2000 мм.
В соответствии с размерами стола меняются габаритные размеры станка и его основных узлов (станины, салазок, консоли, хобота и др.), мощность электродвигателя и величины наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
При выполнении фрезерных работ заготовке 3 (рис. 1) сообщается поступательное движение, а режущему инструменту — фрезе 2 — вращение с определенной скоростью. Вращение фрезы, за счет которого совершается процесс резания, называется главным движением, а поступательное перемещение заготовки, обеспечивающее непрерывность этого процесса — движением подачи. Эти движения осуществляются с помощью фрезерных станков.
На предприятиях общего машиностроения наиболее распространены консольно фрезерные станки описание которых в краткой форме приведем в этой статье. Их характерной особенностью является наличие консоли в виде подвижного кронштейна, предназначенного для сообщения обрабатываемой заготовке движения подачи в вертикальном направлении. В связи с невысокой жесткостью консоли технологические возможности таких станков ограничиваются массой обрабатываемых деталей до 250...300 кг.
В зависимости от расположения шпинделя (вала, сообщающего вращение фрезе) и некоторых других конструктивных особенностей, консольно-фрезерные станки делятся на горизонтальные, вертикальные, универсальные и широкоуниверсальные.

Рис. 1. Главное движение 1 и подачи 4 при фрезеровании
Описание устройства консольно фрезерных станков
Все консольно-фрезерные станки имеют типовое устройство и состоят из ряда характерных узлов, обозначенных буквами на рис. 2.
Основание А служит опорой станков, а также используется в качестве резервуара для смазывающе-охлаждающей жидкости.
Станина Б является базовым узлом станка, во внутренней полости которого размещены: коробка скоростей с пультом переключения 3, шпиндель 4, электродвигатель главного движения 2 и аппаратура электрооборудования (в боковых нишах, закрытых дверцами 1). По вертикальным направляющим 6 типа «ласточкин хвост» перемещается консоль, в верхнем направляющем пазу такой же формы подвижно установлен хобот.
Шпиндель (см. рис. 3) — жесткий пустотелый вал, на переднем конце которого устанавливаются и закрепляются фрезы. Конический участок 1 отверстия, имеющий стандартную конусность 7:24 (разность диаметров конуса 7 мм на длине 24 мм), предназначен для установки фрез с помощью оправок или переходных втулок, а цилиндр 3 служит для непосредственной установки крупногабаритных фрез. Поводки 2 предусмотрены для передачи крутящего момента от шпинделя к фрезе.
Хобот В в станках с горизонтальным шпинделем предназначен для поддержания свободного конца фрезерной оправки серьгой 5. Его вылет из станины можно регулировать и фиксировать в необходимом положении.
Консоль E — чугунная отливка коробчатой формы, внутри которой размещены: электродвигатель привода подачи, коробка подач и механизм ее переключения. Вертикальным пазом типа «ласточкин хвост» она соединяется с направляющими станины; по горизонтальным прямоугольным направляющим перемещаются салазки.
Салазки Д являются промежуточным узлом между консолью и столом станка. Нижним пазом салазки установлены на горизонтальных направляющих консоли и перемещаются по ним в поперечном направлении, верхний паз типа «ласточкин хвост» служит направляющей для стола.
Стол Г расположен на салазках и перемещается по ним в продольном направлении. На нем устанавливаются и закрепляются обрабатываемые заготовки (непосредственно или при помощи различных приспособлений). Для этой цели со стороны рабочей плоскости в нем предусмотрены продольные Т-образные пазы.

Рис. 2. Горизонтальный консольно фрезерный станок 6Р82Г: А - основание; Б - станина; В – хобот; Г - стол; Д - салазки; E - консоль
С помощью консоли и салазок столу консольно-фрезерного станка можно сообщить движения подачи в трех взаимно перпендикулярных направлениях: продольном, поперечном и вертикальном.
Универсально-фрезерные станки отличаются от рассмотренного выше горизонтального тем, что стол у них может быть повернут в горизонтальной плоскости на угол до 45° в обе стороны. С этой целью салазки таких станков состоят из двух частей — верхней и нижней. Верхняя часть снабжена круговой градусной шкалой для отсчета угла поворота и винтовыми зажимами для фиксации углового положения.
Вертикально-фрезерные станки выпускаются в двух исполнениях: с неповоротным и поворотным шпинделем. В последнем случае (рис. 4) шпиндель 6, смонтированный с помощью выдвижной гильзы в поворотной шпиндельной головке 3, может быть повернут в вертикальной плоскости на угол до 45° в обе стороны. Гильза со шпинделем выдвигается маховичком 4 и зажимается рукояткой 5.
Широкоуниверсальные фрезерные станки (рис. 5) отличаются наличием двух шпинделей: горизонтального 5 и поворотного 4. Последний смонтирован при помощи поворотной шпиндельной головки 3 на выдвижном хоботе 2, внутри которого встроена самостоятельная коробка скоростей с электродвигателем 1.
Конструкция шпиндельной головки позволяет устанавливать шпиндель под разными углами наклона в двух взаимно перпендикулярных плоскостях, что значительно расширяет технологические возможности станка при обработке деталей сложной формы.

Рис. 3. Передний конец шпинделя фрезерного станка
Описание принципов управления фрезерными станками
Устройство и расположение органов управления станком зависят от его конструкции. Тем не менее в схемах управления различными станками используется много типовых решений, принцип осуществления которых рассмотрим по рис. 2.
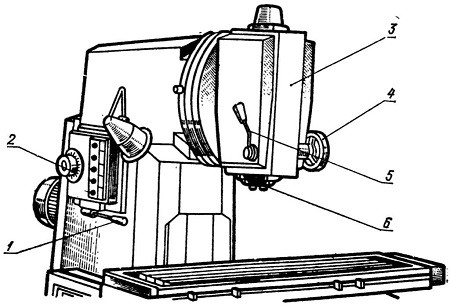
Рис. 4. Конструктивная особенность вертикального консольно фрезерного станка 6Р12
На дверце 1 левого электрошкафа станины размещены три рукоятки пакетных переключателей: для подключения станка к электросети, включения насоса системы охлаждения и изменения направления вращения (реверсирования) шпинделя. Кнопочная станция панели 3 снабжена кнопками с надписями: «Шпиндель», «Стоп», «Толчок», «Быстро». Кнопкой «Шпиндель» включается вращение шпинделя; кнопкой «Стоп» выключается все движение станка.
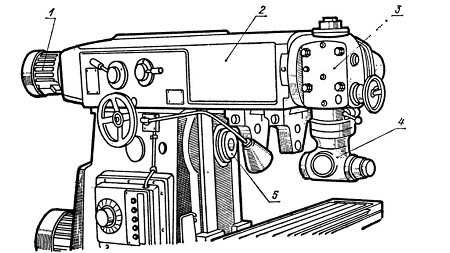
Рис. 5. Конструктивная особенность широкоуниверсального консольно фрезерного станка 6Р82
Пусковые кнопки «Толчок» и «Быстро» действуют только в момент нажима на них. Первая служит для кратковременного проворота механизма коробки скоростей перед его переключением; с помощью второй включают ускоренный ход стола, если включена механическая подача в соответствующем направлении. Дублирующая кнопочная панель 9 смонтирована с правой стороны салазок. Сдублированные рукоятки 10 и 15, 14 и 16 служат для включения механических подач во всех направлениях.
Ручные перемещения стола осуществляются маховичками 8 и 11 и рычагом 12, которые снабжены отсчетными устройствами — лимбами.
Для автоматического выключения продольной подачи в Т-образном боковом пазу стола установлены регулируемые кулачки 7, крайние положения которых ограничены винтами. Аналогичные кулачки для выключения поперечной и вертикальной подач располагаются с левой стороны салазок и станины.
С целью повышения жесткости системы при тяжелых условиях работы на станке предусмотрена возможность зажима салазок, консоли и стола. Коробка подач переключается выдвижным грибком 13, коробка скоростей — рукояткой 1 и лимбом 2 (см. рис. 4).
Описание ухода за фрезерным станком
Как и всякая машина, фрезерный станок нуждается в систематическом уходе, который обязан выполнять фрезеровщик в течение каждой рабочей смены, ниже приведено краткое описание процесса ухода за консольно фрезерным станком.
До начала работы.
- Проверить общее состояние станка: наличие щитков ограждения, рукояток управления, ограничительных кулачков, состояние направляющих и рабочей поверхности стола, надежность крепления всех частей.
- Проверить уровни масла по контрольным глазкам станины, консоли, салазок и серьги. При недостаточном количестве его — долить.
- Залить масло во все масленки ручной смазки. Смазать направляющие салазок и стола ручным насосом.
- Проверить работу станка на холостом ходу. При этом следует убедиться в исправном действии: огранов управления, механизма торможения шпинделя, систем автоматической смазки по струйным маслоуказателям и системы охлаждения.
В течение работы.
- Внимательно следить за работой станка; оберегать направляющие консоли и рабочую плоскость стола от механических повреждений.
- Не переключать коробку скоростей и коробку подач на ходу; перед включением механической подачи убедиться в свободном перемещении консоли и салазок.
По окончании работы.
- Отключить станок от электросети.
- Тщательно очистить станок от стружки, протереть его хлопчатобумажной ветошью, смоченной в керосине.
- Смазать тонким слоем масла направляющие станины, кон соли, рабочую поверхность стола и открытые поверхности шпинделя.
- Сообщить сменщику и мастеру о всех замеченных недостатках в работе станка.
Следует учитывать, что каждая модель станка может иметь ряд конструктивных особенностей, которые предусмотреть в общих правилах по уходу невозможно. Поэтому, впервые приступая к работе, фрезеровщик обязан по техническому паспорту тщательно изучить инструкцию по уходу за станком.
Модели консольно-фрезерных станков
Модели консольно-фрезерных станков 6Р81, 6Р81Г и 6Р11, созданные на базе аналогичных станков серии «Н», относятся к станкам 1-го размера и изготавливаются на Дмитровском заводе фрезерных станков.
По конструкции и техническим характеристикам все три модели одинаковы (параметры данных моделей консольно-фрезерных станков приведены ниже). Исключение составляют станина вертикально-фрезерного станка модели 6Р11, имеющая прикрепленный спереди к верхней ее части корпус головки, и поворотные салазки у станков модели 6Р81, значительно расширяющие технологические возможности станка.
Параметры фрезерных станков модели 6Р81Г, 6Р81 6P11:
- Размер рабочей поверхности стола (ШхД) 250x1000 мм;
- Наибольшее продольное перемещение стола 630 мм;
- Наибольшее поперечное перемещение стола 200 мм;
- Наибольшее вертикальное перемещение стола 360 мм;
- Наибольший угол поворота стола +/- 45 град;
- Количество частот вращения шпинделя 16;
- Пределы частоты вращения шпинделя 50-1600 об/мин;
- Числовое значение частот вращения шпинделя 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600 об/мин;
- Количество подач стола 16;
- Пределы продольной подачи стола 35-1020 мм/мин;
- Пределы поперечной подачи стола 28-790 мм/мин;
- Пределы вертикальной подачи стола 14-390 мм/мин;
- Числовое значение продольных подач стола 35, 45, 55, 65, 85, 115, 135, 170, 210, 270, 330, 400, 530, 690, 835, 1020 мм/мин;
- Скорость быстрых продольных перемещений стола 2900 мм/мин;
- Скорость быстрых поперечных перемещений стола 2300 мм/мин;
- Скорость быстрых вертикальных перемещений стола 1150 мм/мин;
- Мощность электродвигателя шпинделя 5,5 кВт;
- Мощность электродвигателя подач 1,5 кВт.
Коробка скоростей станков первого размера имеет раздельный привод шпинделя и связана с ним ременной передачей, которая поглощает вибрации, возникающие от неравномерной работы зубчатых механизмов коробки скоростей, вследствие этого можно полнее использовать скоростные возможности станков и добиться высокого класса шероховатости обработанных поверхностей. Наличие перебора привода главного движения позволяет удвоить число частот вращения шпинделя.
Кинематическая схема консольно фрезерных станков
Рассмотрим кинематическую схему на примере консольно фрезерного станка модели 6Р81 (рис. 6). Она состоит из цепи главного движения от электродвигателя к шпинделю, цепи подач от электродвигателя подач к столу станка и цепи быстрых перемещений стола.
Цепь главного движения. От фланцевого электродвигателя мощностью 5,5 кВт через упругую муфту получает вращение вал 1 коробки скоростей. На шлицах этого вала установлен блок зубчатых колес Б1, имеющий продольное перемещение вдоль оси вала, с числом зубьев 21 (в дальнейшем номер зубчатого колеса будет соответствовать числу его зубьев) и 35. От этого вала через передачу 21-38 или 35-24 вал II может получить две частоты вращения. На валу II закреплены неподвижно зубчатые колеса 34, 31 и 28, которые передают вращение валу III через подвижные блоки Б3 зубчатых колес 28 и 31 (если включен блок Б3) или Б2 с колесами 38 и 34 (при включении блока Б2).
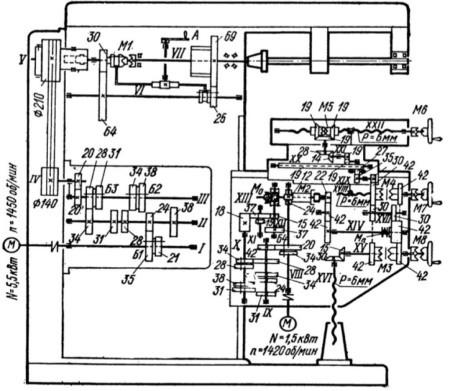
Рис. 6. Кинематическая схема консольно фрезерного станка модели 6Р81
Количество возможных частот вращения ведомого вала равно произведению числа зубчатых колес в каждом из подвижных блоков. В рассматриваемом случае блоки Б1, Б2 и Б3 имеют каждый по два зубчатых колеса. Вал II в этом случае может получить (2х2х2) восемь частот вращения.
Через передачу 20-20 получает вращение ведущий шкив (диаметр Ø140 мм) и передает его через три клиновых ремня на ведомый шкив (Ø210 мм). С целью увеличения жесткости шпинделя и устранения возможности его изгиба под действием натяжения ремней приводной шкив (Ø210 мм) установлен не на конце шпинделя, а в подшипниках, помещенных в стакане, закрепленном в станине станка. При перемещении муфты M1 вправо от рукоятки А включения перебора зубчатые колеса перебора 30 и 25, связанные с ней, выйдут из зацепления с колесами 64 и 69 и шпиндель получит восемь верхних частот вращения. Если включить перебор, т. е. соединить колеса 30 и 64, 25 и 69, как показано на схеме, то через передачи 30-64 и 25-69 шпиндель получит еще столько же низших частот вращения. Следовательно, в станках первого размера шпиндель может иметь 16 частот вращения.
Структурная формула привода главного движения для определения частот вращения шпинделя будет иметь следующий вид (см. рис. 7, а), где 0,98 - коэффициент, учитывающий проскальзывание ремней.

Рис. 7. Структурная формула расчета частот вращения: а - привода главного движения; б - вала XIV.
Подача консольно-фрезерных станков
Привод подачи стола вышеприведенных моделей консольно-фрезерных станков состоит из коробки подач, редуктора и коробки реверса. Движение подачи стола осуществляется от отдельного электродвигателя (мощностью 1,5 кВт и частотой вращения 1420 об/мин). Через упругую муфту вращение передается на вал VIII коробки подач. Посредством передачи 34-28 или 20-42 при переключении блока Б4 вал IX получает две частоты вращения. Двумя двойными блоками Б5 и Б6 через передачи 28-34, 34-28, 31-31 и 24-38 валу X от вала IX сообщается четыре частоты вращения. На конце вала х неподвижно закреплено широкое колесо 18, с которым постоянно зацепляется колесо 37 блока Б7, свободно установленное на валу редуктора XI и имеющее возможность перемещаться вдоль его оси. Через передачи 18-37-15 или 18-37 и 15-37 число частот вала XII удваивается. Таким образом, вал XII может получить от электродвигателя 16 различных частот вращения. Через червячную передачу, обгонную муфту МО, зубчатые передачи 22-42-42 вращение передается на центральный вал ХІV коробки реверса.
Коробка реверса консольно-фрезерного станка
Коробка реверса служит для передачи вращения винтам продольной, поперечной и вертикальной подач стола, а также для изменения направления вращения винта поперечной и вертикальной подач при неизменном направлении вращения вала электродвигателя подачи.
На валу XIV расположено широкое зубчатое колесо 42 и предохранительная муфта MП, отрегулированная на передачу допустимого крутящего момента. Колесо 42 одновременно зацепляется с колесом 30 (на валу XVII) и правыми колесами 42 (на валах XV и XVII). Левые колеса 42 на валах XV и XVIII постоянно находятся в зацеплении с колесом 30, неподвижно закрепленным на валу XVII. Перемещением кулачковых муфт МЗ и М4 вправо или влево достигается реверсирование соответственно вертикальной и поперечной подач.
Передача вращения винту вертикальной подачи стола от широкого колеса 42 на валу XIV осуществляется через передачи 42-42 (при перемещении муфты М3 вправо), 15-30 или 42-30, 30-42 (при перемещении муфты МЗ влево).
Передача на винт поперечной подачи осуществляется по цепи 42-42 (при перемещении муфты M4 вправо) или 42-30, 30-42 (при перемещении муфты M4 влево). Как видно из кинематической схемы коробки реверса, она меняет направление вращения винтов вертикальной и поперечной подач, не изменяя частоту их вращения (так как передаточное отношение передачи равно единице).
От коробки реверса получает движение и винт продольной подачи стола XXII через передачи 42-30, 30-42-30, 35-27-19-19-19, 14-28, 19-19-19. Кулачковая муфта М5 служит для реверсирования винта продольной подачи стола.
Структурная формула для определения частоты вращения вала XIV представлена на рис. 7, б.
На винтах продольной подачи XXII, поперечной подачи XVIII и валу XV неподвижно закреплены односторонние кулачковые муфты (соответственно М6, M7, M8) и маховички ручных перемещений, свободно установленные на соответствующих винтах и валу XV. Для осуществления ручной подачи стола необходимо маховичок сдвинуть влево так, чтобы его выступы вошли во впадины кулачковой муфты.
Быстрые перемещения стола консольно фрезерного станка
Цепь быстрых перемещений стола консольно фрезерных станков осуществляется от электродвигателя подачи, минуя коробку подач и редуктор, непосредственно на вал XII через зубчатое колесо 12, закрепленное на конце вала VIII, и колесо 24, изготовленное как одно целое с корпусом фрикционной муфты М2. При сжатии дисков фрикционной муфты от рукоятки, расположенной с правой стороны консоли, ведущие диски передадут вращение ведомым, установленным на шлицах вала XIII, а они передают ускоренное вращение с постоянной частотой валу XIII. С такой же частотой будет вращаться и диск обгонной муфты, неподвижно закрепленный на валу XIII. Червячное колесо 30 получает движение через цепь рабочей подачи. Частота его вращения не совпадает с частотой вращения диска обгонной муфты, в результате чего ролики, расположенные в пазах диска, расклиниваются. Вал XIII автоматически расцепляется с червячным колесом 30, которое продолжает вращение, но со значительно меньшей частотой.
При опускании рукоятки включения быстрых перемещений вниз диски фрикционной муфты рассоединяются и вал XIII получает вращение от цепи рабочей подачи.
Клиноременная передача привода шпинделя от коробки скоростей помещается под кожухом сзади станины станков 6Р81Г и 6Р81 и сверху станины станка 6Р11. При ослаблении ремней вследствие их вытяжки следует снять кожух и ослабить гайки 5 и 7 крепления фланца 1 (рис. 8). Если отпустить гайку 3 и навинтить гайку 2 на винт 4, соединенный с фланцем 1, то фланец вместе с узлом ведущего шкива 6 повернется против часовой стрелки, в результате чего увеличивается расстояние между осями валов. После этого необходимо снова закрепить фланец 1 гайками 5 и 7.
Консольно-фрезерные станки 1-го размера имеют устройство для автоматической выборки люфта между боковыми сторонами профиля винта продольной подачи и гайки при фрезеровании методом по подаче. При снашивании гайки это устройство регулируют путем отпускания и подтягивания винтов 2 (рис. 9, а), предварительно ослабив гайки 1. После этого гайки 1 следует вновь закрепить. Правильность регулировки определяется легкостью поворота винта продольной подачи от маховичка с допущением свободного люфта винта в пределах угла поворота 10...15° без перемещения стола.
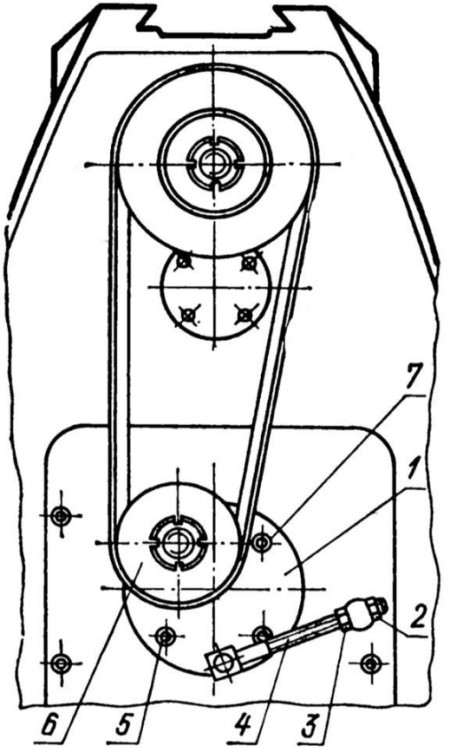
Рис. 8. Регулирование натяжения клиновых ремней консольно фрезерных станков
Регулировка планки консоли и клиньев салазок фрезерных станков
В процессе работы направляющие станины и консоли изнашиваются, в результате чего между ними образуется зазор. Для его устранения служит планка трапецеидальной формы 6 (рис. 9, б), которая скосом прилегает к направляющей станины 5 и прижимается гайками 2 и 3 навинчиванием на шпильки 1, ввернутые в корпус консоли 4.
Величина зазора в сопряжении направляющих салазок и консоли регулируется при помощи клина 2 (рис. 9, в). При износе клина могут возникнуть зазоры в соединении, что отрицательно сказывается на качестве обработанных поверхностей. Для устранения зазора необходимо ослабить винт 1 и ввинчиванием винта 3 переместить клин 2 вперед. После этого вновь подтянуть винт 1, но без больших усилий, чтобы не вызвать продольного изгиба клина.
Перед включением механической подачи после регулировки необходимо проверить плавность перемещения стола на всей длине хода.
В советское время Вильнюсский станкостроительный завод «Жальгирис» выпускал модели консольно-фрезерных станков серии «Т» с шириной стола 125...200 мм. Они имеют ряд существенных преимуществ по сравнению с фрезерными станками серии «Р».
Станки обладают повышенной жесткостью шпиндельного узла, в них расширены пределы частот вращения и подач, в механизмах управления подач широко применены электромагнитные муфты, предусмотрен механизированный зажим инструмента.
За счет настройки станков на автоматизированные циклы перемещения стола и механизированного зажима инструмента сокращается вспомогательное время на обработку детали.
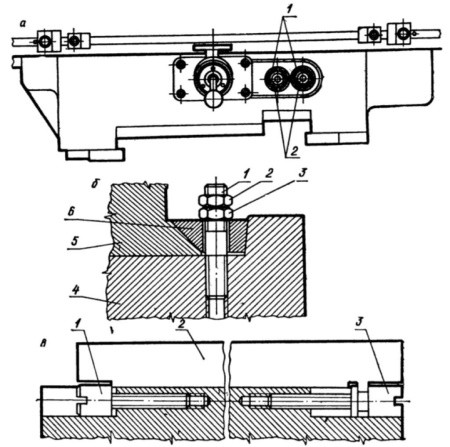
Рис. 9. Регулировка зазора в винтовой паре продольной подачи и направляющих консоли и салазок консольно фрезерного станка
Консольно-фрезерные станки 2-го размерного ряда
Консольно-фрезерные станки моделей 6Р82, 6Р82Г и 6Р12 относятся к станкам 2-го размера, а моделей 6Р83, 6Р83г и 6Р13 - к станкам 3-го размера (см. таблицу на рис. 10). На их базе созданы широкоуниверсальные станки моделей 6Р82ши 6Р83Ш. Все они по основным узлам и механизмам унифицированы и изготавливаются на Горьковском заводе фрезерных станков.
Консольно-фрезерные станки серии «Р» являются более совершенными моделями по сравнению с ранее изготавливаемыми станками серии «М». Они обладают повышенной жесткостью и виброустойчивостью; в них повышена надежность работы электрооборудования; смазка направляющих консоли и узла «стол-салазки» осуществляется централизованно - от плунжерного насоса; улучшена общая система смазки подшипников.
Для удобства управления и сокращения затрат вспомогательного времени в станках переключение частоты вращения шпинделя и подач стола производится однорукояточными механизмами. Для этой же цели панели управления электродвигателями главного движения и подачи, а также рукоятки включения поперечных, вертикальных и продольных подач стола сдублированы и расположены спереди и сбоку станка, в этих станках имеются устройства для осуществления быстрых перемещений стола и торможения вращения шпинделя электродинамическим способом.
Мощный электродвигатель главного движения, большой диапазон изменения частоты вращения шпинделя и минутных подач стола, наличие устройства для ускоренных перемещений стола во всех трех направлениях позволяют использовать эти станки при выполнении разнообразных работ в условиях единичного и серийного производства, а наличие устройств, предназначенных для настройки их на автоматический цикл работы, определяет их применение для выполнения операционных работ в массовом производстве.
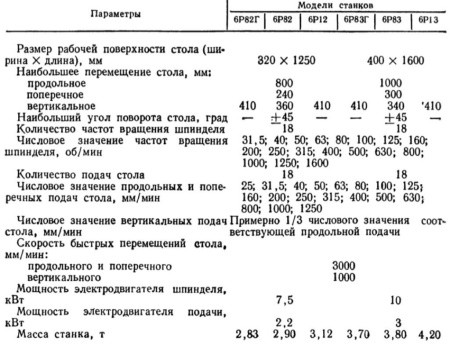
Рис. 10. Техническая характеристика основных моделей станков 2-го и 3-го размеров
На рис. 11 показан общий вид и органы управления вертикально-фрезерного станка с поворотной шпиндельной головкой модели 6Р12П.
С левой стороны станины расположены переключатели: включения электросети 28, изменения направления вращения шпинделя 26, включения насоса охлаждения 27.
Включение электродвигателей станка может производиться двумя кнопочными станциями, расположенными на крышке коробки переключения частоты вращения шпинделя и спереди салазок стола.
Включение вращения шпинделя производится при помощи кнопок 1 или 14, а его выключение - кнопками 2 или 13.
Стол станка может иметь быстрые перемещения во всех трех направлениях при нажатии на кнопки 4 или 12.
Поворотом рукоятки 29 влево до отказа и лимба 3 с указателем частоты вращения шпинделя относительно стрелки указателя с последующим поворотом рукоятки 29 вправо в исходное положение устанавливают необходимую частоту вращения шпинделя.
При нажатии на кнопку 5 происходит кратковременное включение вращения шпинделя станка для обеспечения сцепления зубьев колес коробки скоростей.
Головка со шпинделем может быть повернута в любую сторону на угол +/- 45 ° рукояткой за шестигранник 7 и закреплена со станиной зажимами 33 и 35.
Шпиндель с гильзой может перемещаться в головке поворотом маховичка 34 и закрепляться рукояткой 8.
Переключение минутных подач стола производится вытягиванием на себя до отказа барабана с грибком 19 с последующим его поворотом вместе с лимбом 20 относительно стрелки указателя на неподвижной части коробки переключения подач. После установки необходимой минутной подачи стола барабан с грибком устанавливают в первоначальное положение.
Рукоятками 9 и 23 включают механические продольные подачи стола, а рукоятками 21 и 24 - вертикальные и поперечные подачи.
Вращением маховичков 11 или 25 перемещают стол вручную. Перемещение стола в вертикальном направлении производят рукояткой 18, а в поперечном - маховичком 16 (ведя отсчет по лимбу 17).
Рукоятками 22 или 32 закрепляют салазки стола на направляющих консоли, а 31 - консоль со станиной. Винтом 10 стол может быть закреплен неподвижно в его направляющих.
Поворотом переключателя 30 в соответствующее положение стол станка может быть настроен на автоматическое, ручное управление или механическую подачу круглого поворотного стола. Если утопить и повернуть отверткой переключатель 15, то стол станка может быть настроен на автоматические циклы перемещения.
Кнопкой 6 включается осветительная лампа местного освещения.
Горизонтально-фрезерные станки по своей конструкции аналогичны вертикально-фрезерным с той лишь разницей, что шпиндель в них расположен горизонтально, в направляющих станины, в ее верхней части устанавливается хобот с подвеской.
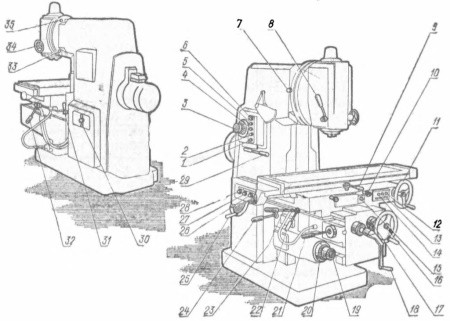
Рис. 11. Вертикально-фрезерный станок 6Р12П
Кинематическая схема консольных станков 2-го размера
Полная кинематическая схема станка 6Р82 (рис. 12) состоит из цепи главного движения от электродвигателя к шпинделю, цепи подач от электродвигателя подач к столу и цепи быстрого хода стола.
Цепь главного движения: от фланцевого электродвигателя мощностью 7,5 кВт и частотой вращения 1460 об/мин через упругую муфту получает вращение вал 1 коробки скоростей. Через зубчатые колеса 27 и 53 вращение передается на вал II. Наличие тройного блока Б1 на валу II позволяет передать через передачи 16-38, 22-32 или 19-35 на вал II три различные частоты вращения.
На валу IV расположены два подвижных блока Б2 и Б3. С вала III на вал IV движение может быть передано через передачи 18-46, 27-37 или 38-26 тремя различными способами. Следовательно, вал IV от вала І может получить девять различных частот вращения. Через передачи 19-69 и 82-38 шпиндель V от электродвигателя может получить 18 различных частот вращения с диапазоном регулирования 31,5...1600 об/мин.

Рис. 12. Кинематическая схема горизонтально-фрезерного станка 6Р82
Структурная формула привода главного движения для определения частот вращения шпинделя будет иметь вид представленный на рис. 13, а.
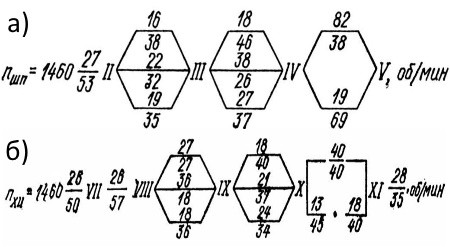
Рис. 13. Структурная формула: а - привода главного движения станка; б - частот вращения вала XII.
В фрезерных станках рассматриваемых размеров переключение частот вращения шпинделя производится от самостоятельного механизма, встроенного в корпус станины с ее левой стороны (см. рис. 14). На его корпусе расположен пластмассовый лимб 4, на который нанесены значения всех 18 частот вращения шпинделя, и стрелка-указатель 5.
Коробка переключения частот позволяет выбирать требуемую частоту вращения шпинделя без последовательного прохождения промежуточных ступеней.
Рассмотрим взаимодействие механизма переключения частот вращения шпинделя. При повороте рукоятки 1 влево до отказа поворачивается зубчатый сектор 2, закрепленный на оси рукоятки. Он перемещает рейку 3 совместно с вилкой 15 и втулкой 9, закрепленной на валу 6, и диск 14 вправо. При этом штифты реек 12 и 13 выйдут из отверстий диска 14. Если повернуть лимб, то через конические шестерни 7 и 8 одновременно повернется и диск с отверстиями, каждое из которых соответствует положению блоков Б1, Б2 и Б3 для определенных частот вращения шпинделя. При повороте рукоятки 1 вправо через реечную передачу, вилку 15 и втулку 9 диск 14 будет перемещаться влево. При этом те штифты реек 12 или 13, которые не вошли в отверстия диска, через реечную шестерню 11 переместят рейку 12 влево, а рейку 13 вправо или наоборот. Но так как с рейкой 12 связана вилка 10, соединенная с блоком зубчатых колес коробки скоростей, то при перемещении она установит зубчатые колеса блока в определенное положение, соответствующее выбранной частоте вращения шпинделя. Каждая пара штифтов рассматриваемого механизма переключения перемещает только один блок зубчатых колес, поэтому в механизме переключения частот имеется три пары реек соответственно для каждого блока зубчатых колес Б1, Б2 и Б3.
Цепь движения подачи: привод подачи осуществляется от отдельного фланцевого электродвигателя мощностью 2,2 кВт и частотой вращения 1460 об/мин (см. рис. 12), смонтированного в консоли. Через передачи 26-50 и 26-57 вращение получает вал VIII коробки подач. На валу VII находится тройной подвижный блок Б4 зубчатых колес 18, 36 и 27, который может передавать на вал IX три частоты вращения через передачи 36-18, 18-36 или 27-27. Через блок Б5, находящийся на валу X, на вал X можно передать еще три частоты вращения через передачи 18-40, 24-34 или 2137. Следовательно, от электродвигателя вал X может иметь девять различных частот вращения. На валу X неподвижно закреплена кулачковая муфта М1, зубчатое колесо 40 с зубьями на торце, свободно сидящее на этом валу, продольно перемещающееся вдоль его оси, и неподвижно закрепленное зубчатое колесо 13. Когда зубчатое колесо 40 соединено с муфтой М1, вращение валу XI передается через передачу 40-40. Если же его переместить влево и соединить с колесом 18 блока (как показано на схеме), свободно установленным на валу IX, то через передачи 13-45 и 18-40-40 число частот вала XI удвоится и будет равно 18.
На фрикционном валу XI расположены три муфты: предохранительная, кулачковая M2 и фрикционная МЗ (см. рис. 15).
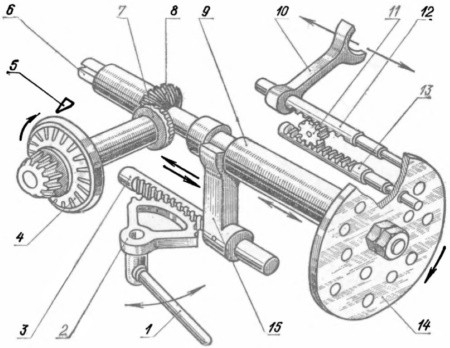
Рис. 14. Механизм переключения частот вращения шпинделя консольно фрезерных станков 2-го размера
На фрикционном валу XI расположены три муфты: предохранительная, кулачковая M2 и фрикционная МЗ (см. рис. 15).
Предохранительная муфта служит для предохранения механизмов коробки подач станка от поломки при возникновении усилий подачи в процессе фрезерования, превышающих допустимые. Широкое зубчатое колесо 1 с числом зубьев 40, имеющее с торца сквозные отверстия, свободно установлено на фланце 3 с таким же числом отверстий, но несколько меньшего диаметра, являющимся частью кулачковой муфты М2. Фланец 3 крепится на валу XI свободно. В отверстия колеса и фланца помещены шарики 2 так, что часть поверхности каждого из них находится в отверстиях колеса и фланца.
При нормальных условиях работы широкое зубчатое колесо 1 передает вращение фланцу 3, соединенному с правой половиной муфты М2, и валу XI. Если в процессе работы усилия подачи превышают допустимые, шарики, преодолевая усилия пружин, подпирающих их, отходят влево и проскальзывают относительно фланца. Вращение вала XI и перемещение стола или консоли прекращаются. На конце вала XI неподвижно закреплено зубчатое колесо 28, от которого передается вращение через передачу 28-35 на вал XII, а от него все 18 частот вращения - на ходовые винты продольной, поперечной и вертикальной подач по следующим кинематическим цепям:
- а) на винт продольной подачи 18-33-33; 18-16 и 18-18;
- б) на винт поперечной подачи 18-33-33-33;
- в) на винт вертикальной подачи 18-33; 22-33 и 23-46.
Структурная формула частот вращения вала XII имеет следующий вид представленный на рис. 13, б.
Цепь быстрого хода: при включении электродвигателя подачи наряду с передачей вращения по цепи рабочей подачи к ходовым винтам продольного, поперечного и вертикального перемещения стола по цепи ускоренного хода через передачи 26-50-67-33 получает вращение корпус 6 (см. рис. 15) дисковой фрикционной муфты и ведущие диски 5, свободно установленные на валу XI с постоянной частотой вращения. При перемещении кулачковой муфты М2 вправо диски фрикционной муфты сжимаются и передают вращение ведомым 4, соединенным с валом XI при помощи шлиц. Диски 4 передадут ускоренное вращение валу X и дальше по цепи соответствующих подач.
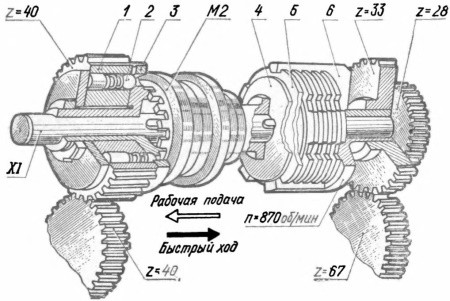
Рис. 15. Муфты фрикционного вала консольно фрезерных станков 2-го размера
На рис. 16 показана схема включения быстрого хода стола. При нажатии кнопки 1 замыкается электрическая цепь катушки 2, в которую втягивается стальной сердечник 3. Через рычаг 4, валик 5 и вилку 7 кулачковая муфта 8 переместится вправо. Ведущие диски передадут вращение ведомым, и фрикционный вал получит вращение непосредственно от электродвигателя, минуя механизмы коробки подач.
При отпускании кнопки 1 под действием пружины 6 кулачковая муфта займет исходное положение, т. е. положение включения ее с фланцем предохранительной муфты. В этом случае фрикционный вал будет вращаться по цепи рабочей подачи.
Ручные перемещения стола в поперечном и вертикальном направлениях производятся вращением маховичка Д (см. рис. 12) и рукояткой E через муфты M8 и M9, в продольном - вращением маховичка Ж через муфту М7 или рукояткой Г через передачи 24-18, 25-50.
Механическое перемещение консоли в вертикальном и салазок стола в поперечном направлениях производится при включении рукояток мнемонического действия, расположенных с левой стороны консоли. При повороте в необходимом направлении они действуют на конечные выключатели, изменяя направление вращения электродвигателя подачи и включая одновременно одну из кулачковых муфт М4 и M5. Продольное перемещение осуществляется рукояткой В при перемещении муфты M6 влево.
Кулачки автоматического выключения вертикального и поперечного перемещения консоли и стола устанавливаются на станине и консоли в положении, отвечающем предельно допустимым перемещениям консоли и стола.
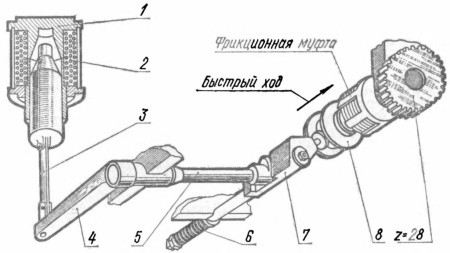
Рис. 16. Схема включения быстрого хода стола консольных станков 2-го размера
Автоматизация продольного перемещения стола консольно фрезерных станков
В условиях единичного производства управление рабочей продольной подачей и быстрым перемещением стола производится вручную.
Для предохранения схода стола с направляющих в продольный боковой паз устанавливают упорные кулачки 1 и 2 (рис. 17), которые могут быть закреплены в любом месте в боковом пазу в положении, соответствующем началу и окончанию рабочего хода стола (в зависимости от требуемой длины фрезерования). Кулачки воздействуют на выступ рукоятки включения продольного перемещения стола, поворачивая ее в нейтральное положение и выключая продольную подачу. Когда по условиям обработки не требуется автоматическое выключение продольной подачи стола, их устанавливают и закрепляют в его крайних рабочих положениях. В этом случае они являются ограничителями продольного хода стола, если по каким-либо причинам фрезеровщик не может остановить его при ручном управлении. По этой причине их категорически запрещено снимать со стола.
В серийном и массовом производстве фрезерные станки 2-го размера могут быть настроены на полуавтоматический скачкообразный или автоматический маятниковый цикл перемещения стола. Для этой цели в его боковом пазу устанавливают и закрепляют в определенной последовательности и на определенном расстоянии друг от друга дополнительные кулачки 3 и 4, которые в нужные моменты воздействуют на звездочку управления быстрыми и рабочими движениями стола и рукоятку включения его продольной подачи, обеспечивая работу станка по заданному циклу.
Стол консольно фрезерного станка может быть настроен на следующие циклы работы:
- полуавтоматический скачкообразный: быстро вправо - подача вправо - быстро назад (влево) - стоп (рис. 17, а);
- полуавтоматический скачкообразный: быстро влево - подача влево - быстро назад (вправо) - стоп (рис. 17, б);
- автоматический маятниковый: быстро вправо - подача вправо - быстро влево - подача влево - быстро вправо (рис. 17, в).
Для настройки станка на заданные циклы работы необходимо:
- отключить станок от сети переключателем ввода «включено - выключено»;
- поставить переключатели на правой дверце электрошкафа ручного или автоматического управления продольным перемещением стола и работы круглого стола в положение «Автоматическое управление»;
- подключить станок к электросети переключателем ввода «включено - выключено»;
- произвести установку кулачков в зависимости от принятого цикла;
- утопить и повернуть отверткой валик-шестерню на переднем торце салазок в положение «Автоматическое управление столом». Поворот производится, когда рукоятка включения продольной подачи находится в нейтральном положении. При этом может оказаться, что валик-шестерня не фиксируется в заданное положение. В этом случае необходимо несколько повернуть маховичок ручного продольного перемещения стола.
Кулачок 3 устанавливается с левой стороны от рукоятки включения продольной механической подачи, а кулачок 4 - с правой стороны. Изменение направления перемещения стола с рабочей подачи на быстрый ход производится в ту или иную сторону от совместно работающих кулачков 1 и 3 или 2 и 4. Поэтому в этом случае они должны быть установлены рядом, а переключение рабочей подачи на быстрый ход или быстрого хода на рабочую подачу может производиться в любом месте в зависимости от места закрепления кулачков 3 или 4 в пазу стола.
При настройке станка на полуавтоматический цикл (см. рис. 17, a) в момент подхода обрабатываемой заготовки к фрезе кулачок 3 производит переключение с быстрого хода вправо на рабочую подачу вправо. После окончания обработки в результате одновременного воздействия кулачков 1 и 3 на рукоятку включения продольной подачи стол станка получает быстрое обратное перемещение. Заняв крайнее левое положение, кулачок 2, воздействуя на выступы рукоятки, поставит ее в нейтральное положение, перемещение стола прекратится.
Аналогичное перемещение, только в другом направлении (согласно рис. 17, б), будет совершать стол, если последовательно будут установлены два кулачка 4 по другую сторону рукоятки включения продольного перемещения стола.
При автоматическом маятниковом цикле кулачки должны быть установлены в последовательности, показанной на рис. 17, в. В этом случае стол последовательно совершает следующие движения: быстро вправо - подача вправо - быстро влево - подача влево - быстро вправо и т. д. Это позволяет устанавливать и закреплять заготовки на правой стороне стола в то время, когда производится обработка на левой стороне и наоборот. Стол станка в этом случае непрерывно совершает замкнутый цикл движений.
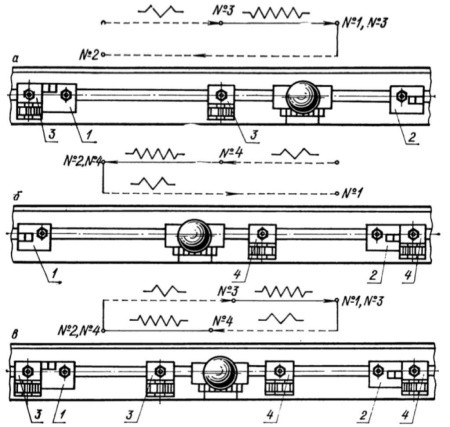
Рис. 17. Автоматизация продольного перемещения стола консольно фрезерного станка
Консольно фрезерные станки 3-го размера
Консольно-фрезерные станки моделей 6Р83, 6Р830 и 6Р13 по своей конструкции, компоновке узлов, органов управления полностью соответствуют фрезерным станкам 2-го размера. Такие станки имеют размер рабочей поверхности стола (400x1600 мм), мощность электродвигателя главного движения в них равна 10 кВт, электродвигателя подачи - 3,0 кВт. Это позволяет обрабатывать на них заготовки больших габаритных размеров и массы со снятием больших припусков во время фрезерования. Стол таких станков может быть настроен на полуавтоматический и автоматический циклы работы.
Фрезерные станки более совершенной серии «Т» выпускал Горьковский завод фрезерных станков. Они имеют более широкие пределы частот вращения шпинделя, минутных подач и ускоренного хода стола. Автоматические циклы перемещения стола обеспечиваются благодаря использованию электромагнитных муфт, расположенных в передней части консоли. В этих станках предусмотрен гидроагрегат для привода механизированного зажима заготовки.
Модификации консольно-фрезерных станков
На рис. 18 показаны наибольшие перемещения (ход) стола, салазок и консоли, а равно вылет хобота.
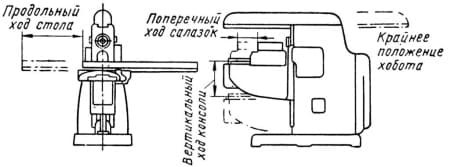
Рис. 18. Наибольшие перемещения стола, салазок и консоли; крайние положения хобота
Основным недостатком консольно-фрезерных станков является малая жесткость консоли, что приводит к вибрациям при съеме больших сечений стружки. Поэтому для увеличения жесткости принимают ряд технологических и конструктивных мер.
Фрезеровщик обязан для увеличения жесткости станка использовать зажим (стопорение) салазок и консоли при продольной подаче, соответственно стола и консоли при поперечной подаче, стола и салазок при вертикальной подаче. В некоторых типах зарубежных станков это осуществляется автоматически при помощи пневмо- или гидрозажимов. Фрезеровщик обязан также в этих целях использовать имеющиеся поддержки (связи) хобота с консолью и в некоторых случаях просить администрацию модернизировать их с целью повышения жесткости.
Некоторые зарубежные станкостроительные заводы увеличивают ширину опорных поверхностей, консоли по станине и опорных поверхностей салазок по направляющим консоли. Это мероприятие одновременно с увеличением жесткости стола (уменьшение стрелы прогиба при максимальном вылете стола) позволяет увеличить продольный ход иногда до величины, равной рабочей длине стола, и тем самым устанавливать больше деталей для многоместной обработки. На базе основных моделей консольно-фрезерных станков выпускаются их модификации, позволяющие расширить область применения станков данной гаммы, т. е. увеличить их технологические возможности.
Так, для обработки на больших скоростях резания легких сплавов изготовляют консольно-фрезерные станки с повышенным диапазоном оборотов шпинделя. Эта модификация получает в шифре станков букву Б, т. е. быстроходный (6М82ГБ, 6М12ПБ и т. д.).
Для возможности обработки с одного установа, т. е. без перебазирования корпусных деталей, получили применение широкоуниверсальные фрезерные станки (рис. 19), которые имеют два шпинделя: один горизонтальный, как у горизонтально-фрезерного станка, а другой вертикальный. Этот шпиндель расположен в поворотной головке и может быть установлен под углом ±90° в продольной плоскости станка и под углом ±45° в поперечной плоскости стола. На широкоуниверсальных фрезерных станках могут выполняться разнообразные фрезерные операции, а также сверление, растачивание, подрезание торцов в разных плоскостях заготовки с одной ее установки.
Наше предприятие производит обрабатывающие центры с ЧПУ и сверлильно-фрезерные станки с ЧПУ портального типа. По интересующему Вас оборудованию Вы можете обратиться позвонив по указанным телефонам.
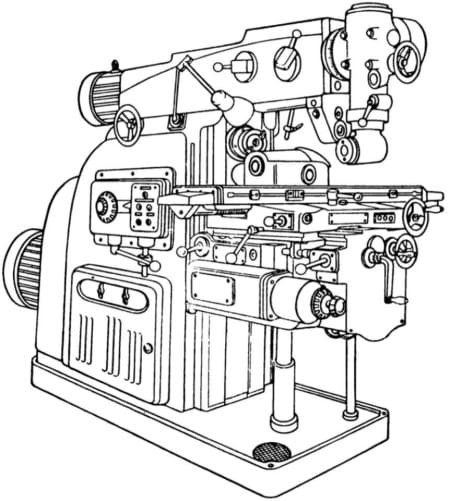
Рис. 19. Широкоуниверсальный фрезерный станок 6М82Ш
Консольный горизонтально-фрезерный станок показан на рис. 20. Основание станка А - чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОЖ. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
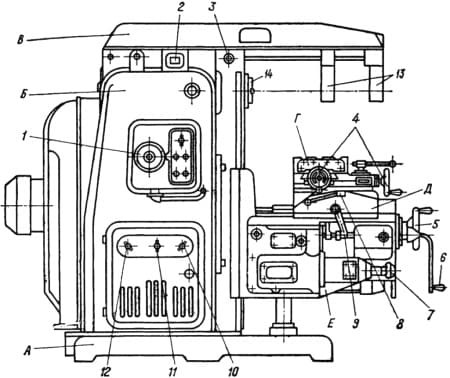
Рис. 20. Общий вид консольного горизонтально-фрезерного станка: А - основание; Б - станина; В - хобот; Г - стол; Д - салазки; Е- консоль; 1 - механизм для изменения частоты вращения шпинделя; 2 - винт перемещения хобота; 3 - гайка крепления хобота; маховики для перемещения стола в продольном (4) и в поперечном (5) направлении; 6 - рукоятка подъема консоли; 7 - лимб механизма переключения подач; 8, 9 - рукоятки зажима салазок; 10...12 - элементы включения освещения, подачи СОЖ, изменения направления вращения шпинделя; 13 - стойки; 14 - шпиндель
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 21. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
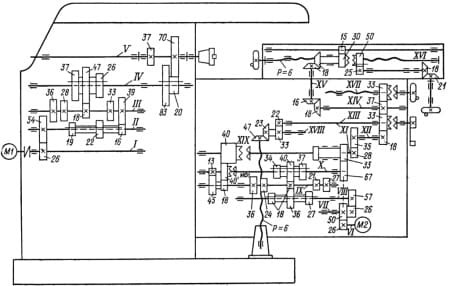
Рис. 21. Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 22).
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (см. рис. 21): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54 вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения 284, 365 и 462 об/мин (рис. 22). С вала III на вал ІV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении двойного блока (83:20) на валу IV. Таким образом, за счет подвижных блоков (двух тройных и одного двойного) шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 22).
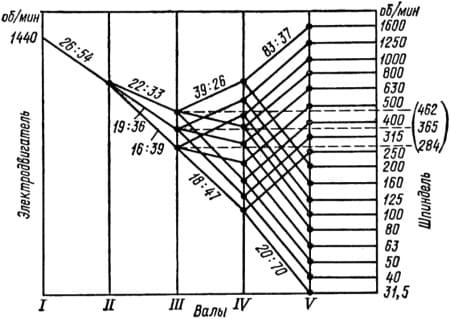
Рис. 22. Структурная диаграмма значений частот вращения шпинделя
Расчетная наименьшая частота вращения шпинделя будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
nmin = 1440(26/54•16/39•18/47•20/70) = 31,1 об/мин,
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 23.
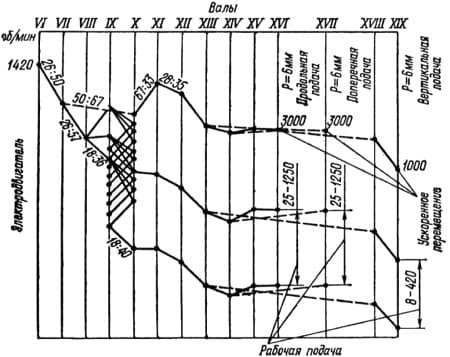
Рис. 23. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 21) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IX на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие:
- При включении муфты МФ1 (см. рис. 21) вращение от вала X на вал XI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал XII и далее.
- При отключенной муфте МФ1 (см. рис. 21) вращение на вал XI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответствует количеству значений подач стола в продольном (через валы ХІV и ХV), поперечном (винт XVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты.
Ускоренное перемещение стола в заданном направлении обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х.
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис. 24). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов, наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
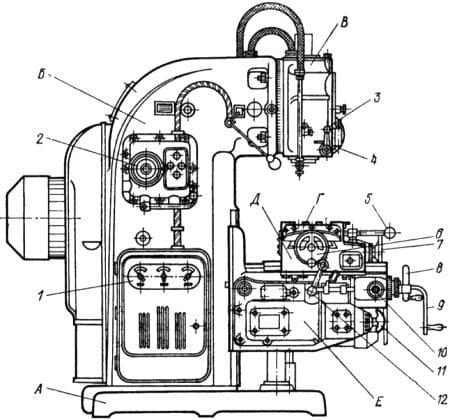
Рис. 24. Общий вид консольного вертикально-фрезерного станка: А - основание; Б - станина; В - шпиндельная головка; Г - стол; Д - салазки; Е - консоль; 1 - пульт переключателей; 2 - маховичок переключения частот вращения шпинделя; 3 - рукоятка зажима гильзы шпинделя; 4 - маховичок перемещения гильзы шпинделя; 5 - рукоятка управления продольным перемещением стола; 6, 7 - маховички продольного перемещения стола; 8 - маховичок поперечного перемещения стола; 9 - рукоятка перемещения консоли; 10 - рукоятка управления механическим перемещением стола; 11 - лимб механизма переключения подач; 12 - рукоятка зажима стола
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки, могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный.
Настройку обычно производят при фрезеровании партии заготовок. Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 25). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 - в крайнем правом.
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
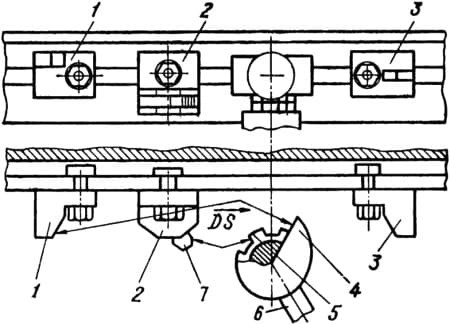
Рис. 25. Схема установки кулачков для управления механизмом продольных подач стола
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 26. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3, 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, быстро вправо - подача вправо - быстро влево - подача влево - быстро вправо и т. д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола. Необходимо иметь в виду, что для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
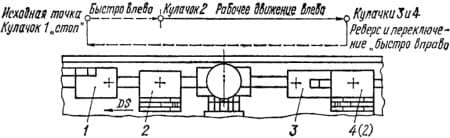
Рис. 26. Схема установки кулачков и замкнутый цикл движения стола
Основным конструктивным отличием консольно-фрезерных станков (рис. 27) является наличие консоли 1, перемещающейся в вертикальном направлении по направляющим станины 2. На консоли выполнены горизонтальные направляющие, по которым движутся салазки 3, несущие стол 4, на котором закрепляют заготовку.
Консольные горизонтальные универсальные станки отличаются тем, что на салазках 3 установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол 4. Шпиндель 6 станка расположен горизонтально, а на станине 2 смонтирован хобот 7, несущий поддерживающую серьгу 8. Фрезу, наборы и комплекты фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой - в отверстие серьги.
Широкоуниверсальный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки 9, смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки 10 со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
Вертикальный консольно-фрезерный станок имеет вертикально расположенную шпиндельную головку 11, которая может поворачиваться в вертикальной плоскости. Известны конструкции станков этого типа, в которых имеется осевое перемещение шпинделя.

Рис. 27. Разновидности консольно-фрезерных станков: а - широкоуниверсальный; б - горизонтальный универсальный; в - вертикальный
