Наиболее эффективным методом повышения производительности, применяемым на заводах фрезеровщиками, является совмещение по времени выполнения нескольких элементов операции (перекрытие элементов операции по времени). Вместо того чтобы эти элементы выполнять один за другим (последовательно), их выполняют одновременно (параллельно). Это позволяет как сократить время фрезерования, так и повысить производительность.
Перекрытие элементов вспомогательного времени легко осуществляется при автоматизированных операциях. Одновременно выполнение нескольких ручных приемов возможно в том случае, когда рабочий согласованно действует обеими руками.
Перекрытие элементов основного времени происходит при технологической концентрации обработки, когда стружка снимается одновременно несколькими фрезами.
Перекрытие элементов основного и вспомогательного времени применяется наиболее часто при фрезеровании. Оно может быть осуществлено применением соответствующих приспособлений выбором наиболее целесообразного метода фрезерования и в результате многостаночного обслуживания.
Производительность фрезерных станков с ЧПУ определяет его способность обеспечивать обработку определенного количества деталей в единицу времени. Она может быть охарактеризована штучной производительностью - величиной, обратной затратам времени Т на обработку одной детали
Q=1/Т=1/(tp+tx),
где tp - время резания; tx - время вспомогательных операций, не совмещенных срезанием.
Для повышения производительности необходимо минимизировать обе составляющие затрат времени Т.
Время резания tp характеризует производительность резания. Наиболее полно она нормируется удельным объемом снимаемого металла. Однако такой интегральный показатель еще не получил широкого распространения и встречается лишь в немногих документах (чаще рекламного характера). Производительность резания современных фрезерных станков с ЧПУ при использовании традиционного лезвийного инструмента обычно не превосходит 300 - 400 см3 /мин, а при использовании инструмента из свөрхтвердого материала (CTM) и нитридокремниевой керамики может достигать 1000 см3/мин. и более.
Для повышения производительности резания фрезерных станков необходимо:
- повышение скоростей резания (и, соответственно, частот вращения шпинделя) от традиционного уровня 50 - 100 м/мин до уровня, обеспечивающего применение прогрессивных видов режущего инструмента - I000 м/мин и более;
- увеличение сечения снимаемой стружки (и, соответственно, крутящего момента на шпинделе);
- повышение мощности главного привода (как следствие двух предыдущих пунктов);
- повышение максимальных скоростей рабочих подач (до величин 5 - 15 м/мин);
- увеличение параметров жесткости и виброустойчивости упругой системы станка.
Для сокращения времени вспомогательных операции необходимо:
- увеличение скоростей ускоренных дөрөмещений (до величин 5 - 30 м/мин);
- совмещение вспомогательных операций с рабочими;
- повышение степени автоматизации (в зависимости от требований производства должны выпускаться модификации фрезерных станков личной степенью автоматизации – от ФІ (цифровая индикация) до МФАМ (гибкие производственные модули);
- сокращение вынужденных простоев вследствие отказов фрезерных станков.
Приспособления, позволяющие повысить производительность фрезерных станков
Применяя приспособления, позволяющие сменять обработанные детали во время фрезерования других, можно значительно повысить производительность фрезерных станков, сократив вспомогательное время. Для этого используют поворотные двухпозиционные столы, круглые поворотные столы с механической подачей, механизированные приспособления и т. д. На рис. 1 показан поворотный двухпозиционный стол. Основная плита 6 прикрепляется к столу станка обычным способом. Плита 4, вдоль которой профрезеровано несколько Т-образных пазов, вращается вокруг вертикального штифта 3. Для лучшего направления и жесткости при фрезеровании служат круговые направляющие 2 и 5. Стол закрепляется в рабочем положении при помощи рукоятки 1.
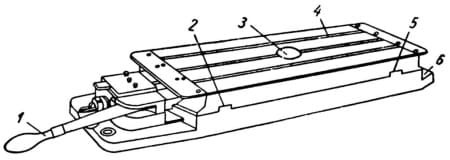
Рис. 1. Поворотный двухпозиционный стол
После того как обрабатываемая деталь или приспособление с несколькими деталями закреплены на правой стороне стола, включают станок. Во время фрезерования деталей, закрепленных на правой стороне поворотной плиты 4, на левой стороне ее устанавливают и закрепляют детали, подлежащие обработке. Как только фрезерование закончено, стол станка возвращают в исходное положение и, нажав рукоятку 1, поворачивают плиту 4 на 180°; после этого вновь включают станок. За время рабочего хода обработанные детали снимают и закрепляют новые.
На рис. 2 показана схема фрезерования детали на круглом поворотном столе с механической подачей. Во время обработки одних деталей можно снимать готовые и закреплять подлежащие фрезерованию. Этот метод фрезерования называется непрерывным и существенно повышает производительность станка.
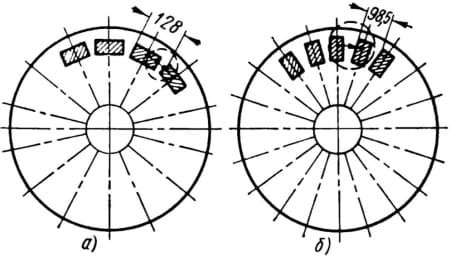
Рис. 2. Схема фрезерования на круглом поворотном столе
Влияние расположения заготовок на время обработки видно из сравнения двух способов закрепления, изображенных на рис. 2. Расположение согласно рис. 2, б позволяет закрепить 20 заготовок на столе диаметром 600 мм, в то время как при расположении по рис. 2, а можно закрепить только 14 заготовок. Соответственно этому основное время на одну деталь составляет 50 сек по способу, показанному на рис. 2, б, и 55 сек - по способу, показанному на рис. 2, а.
Преимущества непрерывного метода обработки на круглом вращающемся столе по сравнению с обработкой на продольно перемещающемся столе видны из рис. 3, где сопоставлена обработка чугунной плитки длиной 350 и шириной 200 мм на двухшпиндельном карусельно-фрезерном и на продольно-фрезерном станках с одним шпинделем.
При закреплении шести плиток на круглом столе карусельно фрезерного станка (рис. 3, а), принимая средний диаметр фрезерования D=900 мм, получаем развернутую длину фрезерования, равную примерно 2800 мм. При подаче 300 мм/мин за семичасовой рабочий день можно обработать (7x60x300x6)/280=270 плиток, причем время на установку, зажим и снятие плиток перекрывается основным временем, так как они производятся во время обработки. Кроме того, работа черновой и чистовой фрез происходит одновременно, т. е. здесь элементы основного времени также перекрываются.
При закреплении шести плиток последовательно на столе продольно-фрезерного станка (рис. 3, б) требуется длина прохода L, равная приблизительно 3000 мм на черновую и отдельно на чистовую обработку. При этом на установку, зажим и снятие шести плиток требуется вспомогательное время, не перекрываемое основным временем станка, равное примерно 2 мин.
Приняв рабочую подачу 300 мм/мин, быстрый обратный ход стола 5 м/мин и вспомогательное время 2 мин, получаем оперативное время на обработку шести плиток в два перехода, равное 23,2 мин, что позволяет обработать за семичасовой рабочий день (7x60x6)/23,2=108 плиток.
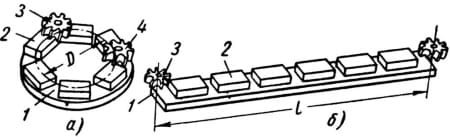
Рис. 3. Сопоставление обработки на карусельно- и продольно фрезерных станках: 1 - стол; 2 - заготовка; 3 и 4 - соответственно черновая и чистовая фрезы
Таким образом, применение продольной подачи стола дает почти в 3 раза меньшую производительность по сравнению с применением круглого поворотного стола. Поэтому необходимо во всех случаях, где это возможно, применять на консольно-фрезерных станках круглые поворотные столы.
На рис. 4 приведен более совершенный способ совмещения времени обработки путем использования обратного хода стола. Как показано на схеме (рис. 4, а), торцовая фреза при рабочей подаче стола от позиции 2 к позиции 3 обрабатывает торец детали I, затем подача стола реверсируется, и стол ускоренно возвращается к позиции 4. Фреза обрабатывает деталь II при рабочей подаче от позиции 4 к позиции 5, после чего подача опять реверсируется, и стол ускоренно подается до позиции 6, где цикл снова повторяется, и т. д. Во время такой маятниковой подачи обработанные детали поочередно снимают, заменяя их новыми.
Как показано на схеме рис. 4, б, детали I и II, подлежащие обработке, также поочередно закрепляют по обеим сторонам стола, располагая их соответственно двум наборам цилиндрических фрез, установленным на общей оправке. При подаче стола от позиции 2 к позиции 3 набор фрез, имея левое вращение шпинделя, обрабатывает деталь I, затем подача реверсируется, и стол ускоренно возвращается к позиции 4, причем шпиндель станка также реверсируется, получая правое вращение. При движении стола от позиции 4 к позиции 5 другой набор фрез обрабатывает деталь II.
По окончании рабочего хода 4-5 шпиндель станка вновь реверсируется на левое вращение, стол ускоренно возвращается и доходит до позиции 7, после чего маятниковый цикл подачи снова повторяется. Циклы по схеме, показанной на рис. 4, а и б, включаются автоматически от кулачков на столе станка
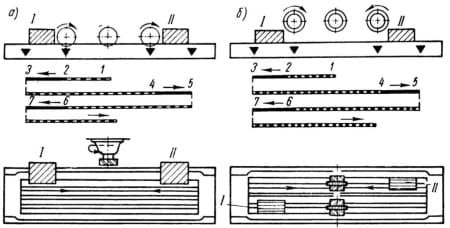
Рис. 4. Схемы фрезерования с использованием обратного хода стола: а и б - соответственно фрезерование торцовой и цилиндрической фрезами
Расчет производительности фрезерного станка
Производительность фрезерных станков предполагает количество деталей, обрабатываемых в единицу времени:
Пс = 60k3 / Тшк дет/час, (1)
где k3 - коэффициент загрузки станка; Тшк - штучно-куляционное время, определяемое по формуле:
Тшт = Тш + (Tпз/mш) (2)
При этом Тш - норма штучного времени; Тпз - норма подготовительно-заключительного времени на партию деталей; mш - число деталей (штук) в партии.
Специальные и агрегатные фрезерные станки, на которых обрабатывается постоянно одна и та же деталь, при подетальной калькуляции штучно-калькуляционное время на одну деталь приближается к штучному, так как член Тпз/mш при бесконечно большом mш стремится к нулю. С достаточной точностью можно принять Тшк=Тш. Норма штучного времени рассчитывается по формуле:
Тш = (То + Тв + Тобс + Тотд) / (1/mш) (3)
где То - основное (технологическое) время, мин; Тв - вспомогательное время, мин; Тобс - время обслуживания рабочего места, мин; Tотд - время перерывов на отдых и естественные надобности, мин; mш - количество обработанных деталей на заданной операции за один цикл работы станка.
Основное время на операцию, выполняемую на специальном фрезерном станке:
Tо = L / Sм (4)
где L - длина пути инструмента в направлении подачи, включая врезание и перебег, мм.
Для станков с круговой подачей стола (карусельные, барабанные станки) основное время равно времени одного оборота стола:
Tо = τD1 / Sм (5)
В состав вспомогательных работ включаются: а) приемы, связанные с установкой, креплением, выверкой, раскреплением и снятием детали; б) приемы по управлению станком; в) приемы установочных перемещений узлов станка; г) приемы контрольных измерений деталей.
В станках, где загрузка и разгрузка обрабатываемых деталей происходит одновременно с использованием основного времени (карусельные, барабанные станки, станки с поворотными приспособлениями), вспомогательное время, связанное с приемами в пункте «а», исключается.
Время, затрачиваемое на обслуживание рабочего места, предусматривает выполнение следующих видов работ:
- по техническому обслуживанию рабочего места: а) смена затупившегося инструмента; регулировка и подналадка станка в процессе работы; в) уборка стружки в процессе работы;
- по организационному обслуживанию рабочего места: а) осмотр и опробование оборудования; б) раскладка инструмента вначале и уборка его по окончании смены; в) смазка и очистка станка в течение смены; г) получение инструмента от мастера в течение смены; д) уборка и очистка станка и рабочего места по окончании смены.
Величина затрат времени на обслуживание рабочего места зависит от того как выполнена организация и типовое оснащение рабочего места фрезеровщика, типа и размера станка и организационных процессов данного производства.
Время на обслуживание рабочего места, отдых и естественные надобности Тобс + Тотд = Топ (α обс+α отд) / 100
где Топ = То + Твсп; α обс и α отд - соответственно время на обслуживание рабочего места, перерыв на отдых и естественные надобности в процентах.
Выполняя проектирование станков нужно стремиться к тому, чтобы его производительность удовлетворяла требованию технического задания. В случае, если расчетная производительность окажется несколько ниже заданной, необходимо рассмотреть вопрос о сокращении времени цикла обработки детали и повышения производительности станка.
Как сократить время фрезерования и в целом уменьшить продолжительность цикла обработки детали? Этого можно достичь:
- изменяя в допустимых пределах ранее назначенные режимы резания при фрезеровании (за счет применения максимальных подач на зуб, увеличения числа зубьев инструмента, изменения геометрии режущей части, материала инструмента) с целью увеличения минутной подачи без изменения требований технических условий на деталь;
- сокращая рабочие ходы (рационально выбранная инструментальная схема, применение многоместных крепежных приспособлений);
- сокращая вспомогательное время (перекрытие его машинным и механизация и автоматизация ручных работ).
Производительность фрезерного станка общего назначения следует определять применительно к области его рационального использования. Эта область характеризуется совокупностью деталей, обработка которых с учетом серийности производства и технологических особенностей выполняемых операций (требуемой точности и чистоты обработки, объема снимаемой стружки в единицу времени др.) производится на данном станке с минимальными затратами. Как показали работы ЭНИМС, статистические закономерности распределения параметров фактически обрабатываемых на станках деталей в достаточной степени характеризуют рациональную область применения станков, и на основания их могут быть сконструированы представительные детали или представительные поверхности. Под представительной деталью (или поверхностью) понимается деталь, геометрические и технологические параметры которой определены статистическим путем и являются средневзвешенными для группы деталей или поверхностей. По представительной детали выполняется расчет производительности двух универсальных станков - старой модели и новой.
Так как наиболее часто встречающимся случаем является тот, когда новая модель станка является усовершенствованием существующей (компоновка фрезерного станка и класс точности те же), то оценку повышения ее производительности по сравнению со станком-аналогом следует проводить применительно к выполнению тех же операций, в тех же условиях производства. При этом в расчет принимаются изменения, внесенные в конструкцию нового станка, которые дают возможность повысить производительность обработки.
Каждому из факторов, влияющих на повышение производительности фрезерного станка, дается оценка вероятности его использования в процессе эксплуатации у потребителя. Затем оценивается влияние того или иного конструктивного фактора на составляющие части штучного времени (подготовительно-заключительного, основного и вспомогательного), сокращение этих составляющих и сокращение штучного времени в целом. Таким образом оценивается средневероятное значение повышения производительности труда в процентах при работе на данном станке по сравнено со станком-аналогом.
Расчет базируется на результатах статистических исследований, произведенных в различных отраслях промышленности для станков рассматриваемой компоновки. Опыт показывает, что увеличение производительности новых моделей общего назначения по сравнению со станками-аналогами не превышает обычно 20-30%. Результаты расчета удобно представить в виде таблицы, из которой наглядно видно влияние каждого из примененных конструктивных усовершенствований станка на рост его производительности.
