Компоновка фрезерных станков с ЧПУ - это совокупность основных и вспомогательных узлов фрезерного оборудования, предназначенных для совершения относительного движения режущего инструмента и заготовки. К основным узлам станка относят: станину, шпиндельную бабку, подвижный стол и их приводы. К вспомогательным узлам фрезерных станков следует отнести устройства для установки, базирования и закрепления режущего инструмента и заготовки, а также механизмы для их периодической смены.
Взаимное пространственное расположение основных и вспомогательных узлов принято называть компоновкой фрезерного станка. Отраслевой стандарт Минстанкопрома ОСТ 2Н62-1-78 для станков с ЧПУ сверлильно-фрезерно-расточной группы устанавливает десять основных типов компоновок и регламентирует их основные параметры и размеры. Стандарт также предусматривает возможность модификации основных типов на основе агрегатно-модульного принципа проектирования и сборки. Общая компоновка станка в основном определяется положением оси шпиндельного узла относительно стола.
Из общего числа типовых компоновок фрезерных станков с ЧПУ наибольшее распространение получили три компоновки:
- Вертикальная компоновка станка с ползуном, на котором установлена револьверная головка для автоматической смены инструмента и крестовым столом (рис. 1).
- Вертикальная компоновка станка с подвижной шпиндельной бабкой и выдвижным шпинделем (рис. 2 и 3).
- Горизонтальная компоновка станка с выдвижным шпинделем и крестовым столом (рис. 4 и 5).
Рассмотрим основные особенности пространственных компоновок фрезерных станков с ЧПУ.
По-первому типу компоновок (рис. 1) создают преимущественно вертикально-сверлильные станки (например, мод. 2Р135Ф2), предназначенные для сверления, зенкерования, нарезания резьб и т.д. Эти станки имеют точность позиционирования стола 0,05 мм при дискретности перемещения 0,01 мм.

Рис. 1. Компоновка вертикально-сверлильного станка с ЧПУ мод. 2Р135Ф2: 1 - основание, 2 - стойка, 3 - станина, 4 - привод подачи, 5 - пульт управления, 6 - шпиндельная бабка, 7 - револьверная головка, 8 - кожух
По аналогичной компоновке также строят вертикально фрезерные станки (например, ГФ2171Ф3) (рис. 2). Они имеют дискретность перемещений 0,001 мм и обеспечивают точность позиционирования 0,02 мм.

Рис. 2. Компоновка фрезерного станка ГФ2171: 1 - основание, 2 - консоль, 3 - стол, 4 - шпиндельная бабка, 5 - ползун, 6 - схват, 7 - автооператор, 8 - инструментальный магазин, 9 - привод подач
Вертикальная компоновка фрезерного станка с подвижной шпиндельной бабкой (рис. 3) характерна для многоцелевых станков. Главной конструктивной особенностью этих станков является устройство для автоматической смены инструментов. В современных станках с ЧПУ в качестве механизмов смены инструмента в основном применяются магазины инструментов 3 с автооператором 2. Магазины инструментов могут быть трех типов: барабанные, дисковые или цепные. Они могут размещаться как на подвижной шпиндельной бабке, так и на станине станка (рис. 3).

Рис. 3. Компоновка вертикально фрезерного станка с ЧПУ ЛФ-260МФ3: 1 – стойка, 2 – станина, 3 – салазки, 4 – стол, 5 – шпиндельная бабка, 6 – корпус, 7 – магазин инструментов, 8 – автооператор, 9 – коробка скоростей
Магазин 7, установленный на стойке 1, имеет ограниченное число инструментов и достаточно сложную конструкцию автооператора 8. Поэтому чаще всего применяются магазины, установленные либо на колонне станка, либо автономно – отдельно от станка.
Существенным недостатком магазинов данного типа является необходимость строгого позиционирования шпинделя относительно магазина при каждой смене инструмента. Это связано с возникновением погрешностей и снижением точности позиционирования инструмента относительно заготовки. Кроме этого имеют место непроизводительные потери времени на установочные перемещения шпинделя или шпиндельной бабки. Следует отметить, что фрезерные станки с вертикальной компоновкой шпиндельного узла применяются для обработки заготовок сравнительно небольших габаритов. Для обработки заготовок больших габаритов используются фрезерные станки с горизонтальной компоновкой шпиндельного узла, называемые многоцелевыми. Конструкция такого станка показана на рис. 4.
Горизонтальный многоцелевой станок (МС) мод. ИР500МФ4 (рис. 4), предназначенный для обработки корпусных деталей, имеет шпиндельную бабку (ШБ) с установленным на ней шпинделем (Ш), перемещающуюся по вертикальным направляющим подвижной стойки 3, и поворотный стол 1.

Рис. 4. Компоновка многоцелевого станка ИР500МФ4: А – автооператор, ШБ - шпиндельная бабка, Ш – шпиндель; 1 – стол поворотный, 2 – паллета-спутник, 3 – стойка, 4 – стол загрузочный, 5 – стойка ЧПУ
На верхнем торце стойки смонтирован магазин (М) на 30 инструментов, а у правого торца станины размещен поворотный стол 4, на котором установлены два стола-спутника с обрабатываемыми деталями. Использование приспособлений спутников позволяет сократить вспомогательное время на установку, закрепление и снятие заготовки. Все эти операции оператор выполняет во время обработки заготовки на станке.
Характерными особенностями многоцелевых станков являются:
- высокая концентрация производимых на них технологических операций (черновая, получистовая и чистовая обработка сложных деталей, в том числе точение, растачивание, фрезерование, сверление, зенкерование, развертывание, нарезание резьб и др.);
- оснащенность большим числом режущих инструментов;
- высокая точность (6...7 квалитеты) выполнения чистовых операций;
- оснащенность (в большинстве случаев) устройствами для автоматической смены заготовок, предварительно закрепленных на приспособлениях-спутниках (ПС).
Многоцелевые станки оснащаются контурными УЧПУ, имеют бесступенчатое регулирование (в широком диапазоне) частоты вращения шпинделя и подач и высокие скорости быстрых перемещений, отличаются высокой жесткостью, точностью и надежностью.
Многоцелевые станки используют для обработки сложных деталей или комплекта деталей, так, при этом одно такое оборудование заменяет два станка с ЧПУ или 8...10 станков с ручным управлением.
На рис. 5 показана компоновка многоцелевого станка с чпу мод. 262ПМФ4. В отличие от станка мод. ИР500МФ4 данный станок имеет подвижную стойку 5, автономно установленный магазин инструментов 13 цепного типа и два дополнительных стола 10 и 17 для загрузки и выгрузки обрабатываемых деталей. Дискретность координатных перемещений стола 15 и шпиндельной бабки 11 составляет 0,001 мм, а точность позиционирования - 01 мм.

Рис. 5. Компоновка многоцелевого станка 262ПМФ4: 1, 10 – станины приспособлений; 2, 9 – приспособления-спутники; 3 – заготовка; 4 – электродвигатель привода вертикального перемещения шпиндельной бабки; 5 – стойка подвижная; 6 – экран цифровой индикации; 7 – электродвигатель привода вращения шпинделя; 8 – устройство ЧПУ; 11 – шпиндель; 12 – автооператор; 13 – магазин; 14 – электродвигатель поворота стола; 15 – верхний поворотный стол; 16 – продольный стол
Возможные варианты компоновки модульных станков с ЧПУ
Рассмотрим на примере комплекта модулей возможные варианты компоновок станков с ЧПУ, используя при этом основы теорий графов и множества. В состав созданного комплекта входят (рис. 6):
- модуль 1 - шпиндельная бабка, основное исполнение которой вертикальное;
- модуль 2 - каретка, на которой крепится шпиндельная бабка, имеющая в нижней своей части направляющие;
- модуль 3 - вертикальная стойка с направляющими, по которым может перемещаться каретка 2 (в стойку вмонтирован привод вертикального перемещения);
- модуль 4 - станина, на которой жестко крепится стойка;
- модуль 5 - основание под обрабатываемые детали (верхняя часть основания согласована для сопряжения с плоскостью шпиндельной бабки);
- модуль 6 - поворотный стол, имеющий возможность стыковаться с кареткой 2;
- модуль 7- станина крестового стола, направляющие которой унифицированы с направляющими каретки 2; в станине вмонтирован привод подачи для перемещения вдоль направляющих;
- модуль 8 - верхняя каретка крестового стола с приводом подачи для осуществления перемещения в перпендикулярном направлении к направляющим модуля 7.
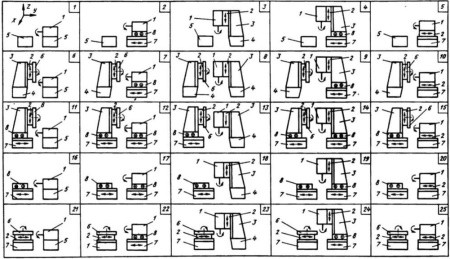
Рис. 6. Компоновки станков собранные из восьми наименований модулей одного типоразмера
Считая, что станок не может состоять менее чем из трех модулей, простым перебором возможных вариантов их комбинаций можно получить 218 вариантов станков, отличных друг от друга только самими модулями.
Если полагать, что каждый из перечисленных восьми модулей может быть использован в определенном станке дважды, то число возможных вариантов компоновок станков возрастет до 65 000. Подавляющее число полученных вариантов станков нереализуемо и неработоспособно, что лишний раз показывает нецелесообразность в данном случае простого перебора.
Для того, чтобы ограничить число возможных вариантов компоновок станков с ЧПУ, строят граф отношений данных модулей согласно расчетам предложенным Вентцель Е.С. «Исследование операций».
Комбинации полученных комплектов модулей силовой и размерной частей станка дадут возможные компоновки станков, которые могут быть созданы из данного набора модулей. Их всего 25 по сравнению с 65 000, полученными в результате простого перебора, но и среди них есть явно неудачные. Полученные компоновки станков неоднозначны по степени универсальности, что видно из структурных формул, описывающих возможные координатные перемещения рабочих органов станка (рис. 7).
Каждый модуль комплекта располагается относительно определенных осей координат. Тогда X, Y, Z в формулах обозначают возможные перемещения какой-то части модуля или одного модуля относительно другого, после их сборки, вдоль одной из осей. С - вращательное движение вдоль одной из осей. При записи структурной формулы станка между группами обозначений комплектов модулей (описывающих части станка, связанные с деталью и с инструментом) ставится знак 0, обозначающий стационарный блок. Полученные структурные формулы близки к структурным формулам и, следовательно, могут быть легко приведены к ним. Для этого относительно выбранных осей координат располагают такие оси координат, ось 2 которых параллельна оси шпинделя станка, а ось Х всегда горизонтальная. Имеющуюся структурную формулу переписывают относительно новых осей координат. Например, для станка, состоящего из модулей 1, 5, 7, 8, структурная формула ОYXC записана относительно осей координат OXYZ. Структурная формула этой же компоновки станка, но отвечающая рекомендациям ИСО, записывается относительно осей координат OXYZ и выглядит следующим образом: OZXC. Поступательные движения рабочих органов в последнем случае обозначают так же, как и соответствующие оси. Если в компоновке станков с ЧПУ одновременно имеются вращения детали и инструмента, то второй считают главным и его вращение обозначаются вращение первого – А (ось X), В (ось Ү) или D (ось Z).
Таким образом, полученные 25 компоновок из комплекта модулей восьми наименований далее должны быть проанализированы с позиции их технологических возможностей, или, иными словами, должен быть осуществлен выбор металлорежущего оборудования для решения задач заказчика. данных. Это позволяет снизить степень риска при выборе компоновки станка с ЧПУ.
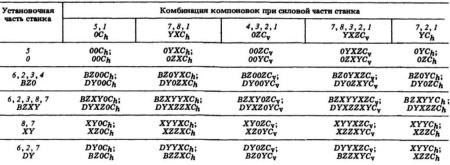
Рис. 7. Структурные формулы компоновок станков
В общем случае задача выбора компоновки обрабатывающего центра сводится к сравнению известных или вновь предлагаемых компоновок по определенным признакам. Отсутствие в практической деятельности предприятий интегральных критериев выбора говорит о том, что условия производства конкретного потребителя выдвигают наряду с общими критериями точности, жесткости, производительности свои требования, связанные с традиционным технологическим процессом, оснащенностью предприятия и накопленным инженерным опытом. Задача рационального выбора компоновки обрабатывающего центра осложняется еще тем, что существующие различия в общей архитектуре станка, взаимном расположении узлов и их относительных перемещениях слабо влияют на возможности фрезерного центра. Действительно, все известные обрабатывающие центры в пределах одного типоразмера и класса точности практически неразличимы по составу и содержанию выполняемых операций. Если же такие различия и имеются, то они не связаны или слабо связаны с компоновкой обрабатывающего центра.
Очевидно, более важную роль в выборе компоновки станка в пределах одного типоразмера имеют такие признаки, как удобство обслуживания рабочей зоны, ремонтопригодность, возможность встройки в транспортно-накопительную систему, возможность отвода стружки.
Большое влияние на компоновку обрабатывающих центров оказывают условия производства. По этому признаку изготовителей можно разделить на осваивающих обрабатывающие центры впервые с учетом накопленного опыта на других предприятиях и осваивающих обрабатывающие центры на базе традиционных расточных и фрезерных станков. Предприятиям первой группы свойственны попытки выйти за пределы сложившихся традиций в поисках новых решений, предприятиям второй группы - сохранение традиционных взглядов.
Описанные обстоятельства привели к тому многообразию компоновок фрезерных обрабатывающих центров в мировом парке, которое сейчас наблюдается. Рациональное многообразие компоновок определяется технико-экономическим равновесием между взглядами потребителей, заинтересованных в увеличении возможности выбора вследствие роста многообразия обрабатывающих центров, и интересами изготовителей, заинтересованных в повышении серийности производства за счет уменьшения многообразия.
Процесс формирования компоновок находится в стадии активного развития, и относительно устойчивое их многообразие будет сформировано под влиянием опыта создания и эксплуатации производственных систем с использованием обрабатывающих центров.
Вместе с тем всегда полезно иметь дополнительную информацию о применяемости обрабатывающих центров на основе статистических
Компоновка Обрабатывающего Центра
Под компоновками которые имеют обрабатывающие центры с ЧПУ подразумевается в основном расположение узлов станка. В значительной степени компоновка станка определяется характером рабочего процесса, задачами формообразования, принятой кинематической схемой, характером и числом движений узлов и расположением двигателей. Обрабатывающие центры отличаются высокой стоимостью прежде всего из-за наличия систем ЧПУ, механизмов автоматической смены инструмента, устройств для обеспечения долговечной и безаварийной работы. Для их окупаемости должна быть обеспечена высокая производительность при устойчивости точностных показателей.
Для этих станков особенно важно достижение минимальной металлоемкости и выбор такого сочетания подвижных устройств, которое бы соответствовало получению должной виброустойчивости и точности. Тип компоновки обрабатывающего центра, как правило, оговаривается в техническом задании. Тем не менее при проработке задания и в порядке критической оценки перед проектированием целесообразно просмотреть правильность выбора компоновки.
Не считая поворотных устройств и других устройств для вспомогательных движений, в большинстве станков имеется три подвижных блока (в соответствии с движениями в направлении трех координатных осей). Подвижные блоки базируются на неподвижном (стационарном) звене (станине). Если обозначить подвижные блоки через X, Y, Z соответственно движениям этих блоков по осям X, Y, Z и стационарное звено через О, то различные компоновки станков могут быть представлены в виде сочетания указанных букв. Это сочетание может быть названо структурной формулой компоновки. «Соседство» букв означает наличие сопряженных блоков.
Предложено считать, что направление оси X всегда горизонтально, направление оси Z параллельно оси шпинделя.
Буква, отображающая блок, несущий режущий инструмент, в структурной формуле располагается всегда крайней справа, а буква, обозначающая несущий блок с заготовкой - крайней слева. На рис. 8 приведены общие виды некоторых распространенных станков и их структурные формулы.
При наличии в станке дополнительных движений и блоков и при желании конкретизировать обозначение компоновки в структурную форму вводят дополнительное обозначение. Так, для расточного станка эта формула может быть представлена в виде:
BXWOY [DR+(ZC)],
где В - вращающийся стол; D - вращающаяся планшайба; R - радиально-перемещающийся блок с резцом на планшайбе; С - расточный шпиндель; W - каретка стола.
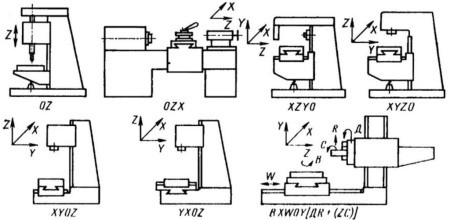
Рис. 8. Компоновки и структурные формулы некоторых видов станков
Изменение положения подвижного блока по отношению к стационарному звену и к остальным звеньям может существенно влиять на жесткость, виброустойчивость станка, а следовательно, на производительность и точность. Так, компоновка фрезерного станка со структурной формулой XYOZ имеет известные преимущества по жесткости и виброустойчивости по сравнению с компоновкой консольно-фрезерного станка XYZO, так как вертикальные перемещения в первом случае сообщались относительно легкому блоку с инструментом вместо перемещения консоли. Основное продольное перемещение блока х с большим ходом может быть оснащено хорошо развитыми направляющими, обеспечивающими достаточную жесткость и плавность перемещения. Если желательно сохранить консольную компоновку, при которой станок занимает малую площадь, и если перемещения для горизонтальных подач невелики, то можно применить компоновку со структурной формулой YZOX. При этом масса консоли резко уменьшается, что благоприятно влияет на плавность вертикальных перемещений и устойчивость станка.
Требования предъявляемые к компоновкам обрабатывающих центров
Для повышения жесткости и виброустойчивости целесообразно при расположении блоков компоновки обрабатывающих центров учитывать следующее:
- Вертикальные перемещения сообщаются более легкому блоку, что вызывает меньшее изменение центра тяжести станка. В вертикально-фрезерных обрабатывающих центрах вертикальные перемещения часто сообщают блоку с инструментальным шпинделем, если он не нагружен коробкой скоростей и магазином.
- Блок, несущий шпиндель и совершающий главное движение, желательно располагать на стационарном блоке или на блоке, движущемся по этому звену (для лучшей виброустойчивости и теплообмена).
- Блок, осуществляющий наибольшее перемещение, желательно располагать на неподвижном блоке. Для повышения виброустойчивости и жесткости стационарный блок лучше располагать в крайних положениях.
- При установке обрабатывающего центра в автоматических линиях обрабатываемые детали желательно располагать на неподвижном блоке, т. е. на крайнем звене. Исходя из соображений уменьшения металлоемкости станка и занимаемой площади при обработке крупных деталей, целесообразно устанавливать их на неподвижном блоке. В обоих указанных случаях при необходимости обеспечить достаточную жесткость это требование учитывают при конструировании подвижных блоков.
- Нежелательно наличие больших и изменяющихся в процессе работы «вылетов» инструментов, «свешивающихся» столов и других подвижных частей.
- Одновременно с выбором расположения блоков должен решаться вопрос о расположении и схеме работы механизма автоматической смены инструмента. Так, в частности, простейшие схемы механизма автоматической смены инструмента имеют место при неподвижном шпиндельном блоке или при перемещении этого блока вдоль оси шпинделя.
Очень важна в целях удешевления проектирования и производства унификация блоков. Проектные организации, заводы, выпускающие станки, широко применяют унификацию при создании различных типов станков и гамм обрабатывающих центров.
Наибольшее распространение получили компоновки с горизонтальным шпинделем, так как при наличии поворотного стола на них возможна обработка деталей с четырех сторон без перестановки. Обрабатывающие центры с вертикальным шпинделем получили распространение главным образом для обработки плоских деталей с одной стороны и системы отверстий.
Из-за большого числа переходов, выполняемых на обрабатывающих центрах, и особой ответственности и обслуживания для обеспечения качества обработки желательно, чтобы обрабатывающие центры были оборудованы автоматическими устройствами для отвода стружки. Автоматическая смена заготовки желательна всегда. Необходимо учитывать целесообразность встройки магазина в качестве отдельного агрегатного нормализованного узла.
Аспекты оптимизации компоновок фрезерных станков
Под оптимизацией компоновки понимают приведение ее качества в соответствие с заданными условиями с достижением экстремальных значений характеристик, принятых в качестве критерия. Это понятие имеет следующие аспекты: выбор компоновки, в наибольшей степени отвечающей условиям производства у потребителя станка; определение оптимальной области использования данной компоновки; определение оптимальных размерных рядов и унификации узлов; выбор оптимального варианта исполнения узлов компоновки; оптимизация размеров и пропорций элементов компоновки.
Аспекты оптимизации перечислены здесь в порядке от наиболее общего к частным, имеющим подчиненный характер, что, однако, не умаляет самостоятельного значения каждого из них. Ниже рассмотрены некоторые особенности аспектов оптимизации компоновок без подробного изложения методов их выполнения.
Необходимость выбора оптимальных компоновок возникает при заказе дорогостоящих крупных и тяжелых станков, в частности, обрабатывающих центров, призванных внести существенные изменения в производство с получением значительного технико-экономического эффекта. Последний зависит от того, в какой мере компоновки станков будут отвечать условиям производства.
Не будучи предназначенными для определенных деталей и операций обработки как компоновки специальных станков, компоновки обрабатывающих центров тем не менее могут и должны быть приспособлены к конкретным условиям эксплуатации. Для этого заказ или предварительная стадия проектирования этих станков должны быть основаны на статистическом анализе потенциальных обрабатываемых деталей.
Статистический анализ позволяет получить вероятностную картину технологических задач, требований точности обработки, диапазона размеров, форм и массы обрабатываемых деталей, Номенклатуры и размеров режущих инструментов, уровня нагрузок и мощностей резания. Выяснению подлежат также условия совместного использования станков с другими станками: возможность встраивания в автоматическую линию или включения в участки с механизированным транспортом, условия расположения мест загрузки и др. Эти условия оказывают влияние на структуру компоновок.
Выбор компоновки следует начинать с рассмотрения совокупности возможных вариантов, вытекающих из анализа технологической задачи и необходимого состава подвижных блоков. При этом может быть полезен метод вероятностного модульного анализа и синтеза структуры компоновок. Последующий предварительный отбор компоновок по структурным признакам позволяет выявить небольшую группу компоновок, отвечающих ряду поставленных условий отбора. Здесь может быть полезен метод математического отбора компоновок.
Отобранные компоновки вычерчивают для предварительного определения размеров их элементов и рассчитывают по характеристикам качества с применением компьютерного подхода. На этом этапе аспект выбора оптимальных компоновок смыкается с другими аспектами оптимизации, поскольку расчет показателей качества сравниваемых компоновок желательно сопровождать оптимизацией их элементов или хотя бы устранением «слабых мест» компоновок. Схемы сопряжения направляющих выбирают с учетом постоянства вылетов.
Компоновки сравнивают по показателям качества, выбор которых диктуется конкретными исходными условиями (см. ниже примеры выбора компоновок). При окончательном выборе компоновки учитывают производственные, организационные и другие вопросы, в частности, вопросы унификации.
Второй аспект - определение оптимальной области использования компоновки - является в определенном смысле обратным к выбору компоновок и основывается на предположении, что компоновка любой структуры имеет свою область технологических возможностей, размеров станка и соотношений величин наибольших координатных перемещений, наиболее благоприятную для ее использования. Например, компоновка XYZ0Cv (по типу консольно-фрезерных станков) становится неудовлетворительной при существенном увеличении размеров координатных ходов, особенно поперечного.
Факторами, ограничивающими область использования конкретных компоновок, могут быть резкое падение жесткости и точности, повышение относительной металлоемкости, эргономические факторы, связанные с высотой рабочей поверхности стола при загрузке деталей, и др. Например, статистическое исследование массы вертикальных консольно-фрезерных станков показывает, что наименьшие значения относительной металлоемкости приходятся на размеры ширины стола B=300÷400 мм.
Если общие соображения о целесообразной области использования некоторых компоновок могут быть высказаны на основе опыта, то определение численных границ этой области уже требует соответствующего анализа.
Поскольку форма координатного пространства компоновки, т. е. соотношение величин координатных ходов X:Ү:Z, тесно связана со структурой компоновки и оказывает непосредственное влияние на качественные характеристики, рассчитанные по всему рабочему полю, необходима та или иная градация условных форм координатного пространства, которая позволила бы в дальнейшем определить, каким компоновкам они наиболее соответствуют.
На рис. 8 показан возможный вариант такой градации с указанием обозначений условных форм и предельных соотношений координатных перемещений, в которых поперечный ход S принят за единицу. В качестве основных условных форм приняты торец (T), куб (K), призма (П) и брус (Б). К ним примыкают более высокие формы: торец, призма и брус высокие (ТВ, ПВ, БВ) и более низкие - плита (ПН) и пластина (БН).
Рис. 8. Условные формы координатного пространства станка: а - границы соотношений координатных ходов, наименования и обозначения; б - условные формы координатного пространства универсальных станков
Традиционные компоновки фрезерных и расточных станков с размерами по ГОСТу вписываются в приведенные градации, как показано на рис. 8, б. Им соответствуют условные формы К, П, Б и БВ. Другие условные формы встречаются в станках торцефрезерных (T), в станках для плит и листов (ПН, БН), в некоторых обрабатывающих центрах. Эти формы не составляют единой системы, обусловленной совокупностью форм обрабатываемых деталей, и нередко диктуются лишь внутренними свойствами традиционных компоновок. Причинами, вызвавшими изготовление консольно-фрезерных станков с удлиненными формами координатного пространства (Б и БВ), являются не столько потребности производства, сколько внутренние свойства компоновки, исключающие увеличение поперечного хода.
На рис. 9 приведены результаты статистического анализа, показывающие, с какими условными формами координатного пространства изготовляют обрабатывающие центры зарубежные фирмы.
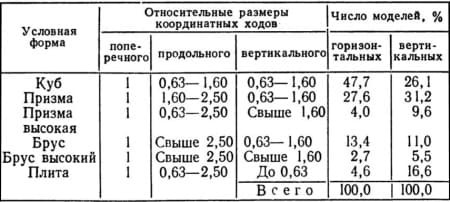
Рис. 9. Условные формы координатного пространства компоновок обрабатывающих центров
Как следует из таблицы, наиболее распространенными формами являются куб и призма. Первая преобладает в горизонтальных станках, вторая в вертикальных. Разнообразие форм, с которыми изготовляют обрабатывающие центры, отражает разнообразие компоновок и стремление к оптимизации станков в соответствии с условиями производства. Сравнительно большая доля низкой формы «плита» среди вертикальных станков указывает, например, на возможность применения неподвижной траверсы.
Третий аспект оптимизации компоновок - определение оптимальных размерных рядов и целесообразной унификации узлов - имеет большое значение при проектировании гаммы станков одного технологического назначения, но разных размеров, а также при разработке размерного ряда углов, используемых в специальных станках. К компоновкам этот аспект имеет отношение, поскольку при изменении размеров станков изменяются пропорции, а в некоторых случаях и структура компоновок.
В определенном смысле оптимизация и унификация узлов и деталей станков противоречат друг другу. Если для каждого размера станка могут быть определены оптимальные размеры узлов и деталей, то их унификация (унификация «по вертикали») есть всегда отступление от оптимальности. Обычная унификация узлов от станка большего размера к меньшему станку приводит к утяжелению и ухудшению динамических характеристик последнего. Вместе с тем унификация отвечает требованиям современного производства узлов и деталей и обеспечивает соответствующий экономический эффект. Следовательно, оптимальная унификация должна определяться технико-экономическими методами, учитывающими обе стороны вопроса.
Четвертый аспект - выбор оптимального варианта исполнения узлов компоновки - преследует цель определения условий, при которых целесообразен переход от одного варианта исполнения к другому. В качестве таких условий могут быть размеры координатных перемещений, формы координатного пространства компоновки, условия точности обработки, суммарная жесткость и пр. Примерами таких задач оптимизации компоновок могут служить случай выбора исполнений, показанных на рис. 10.
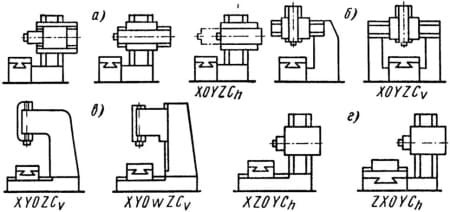
Рис. 10. Примеры задач выбора исполнений узлов компоновки станка
Решения задач выбора исполнений могут быть частными и общими. Частное решение для проектируемого станка находят сопоставлением характеристик качества (жесткости, металлоемкости и др.) после конструктивной проработки вариантов. Общее решение заключается в определении размера компоновки (ширины стола, величины хода узла и т. п.), служащего границей целесообразного применения вариантов. Для каждого из вариантов может быть построена кривая характеристики качества в функции этого размера. Точки пересечения кривых указывают искомые границы исполнений.
Примером частного решения с использованием вероятностных характеристик может служить выбор исполнения шпиндельной бабки - схемы сопряжения направляющих A, B или C (рис. 10, а). Следует различать два случая особенностей обрабатываемых деталей: в первом для деталей характерна обработка длинных отверстий, к чистовому проходу которой предъявляют строгие требования отсутствия конусности; во втором для деталей характерно разнообразие способов обработки, в которых сочетаются расточка неглубоких отверстий, подрезка торцов, контурное фрезерование и другие операции.
В первом случае следует предпочесть схему, которая обеспечивает наименьшие градиенты поля податливостей и высокую стабильность других характеристик. Во втором случае решение может быть принято с учетом вероятностной характеристики рабочего поля - распределения плотности вероятности.
При сравнении исполнений компоновки с полупорталом и порталом (рис. 10, б) первый предпочтительнее с точки зрения удобства обслуживания станка, но окончательное частное или общее решение находят по критериям податливости, градиентам податливостей либо массы узлов.
Примеры задач, показанные на рис. 10, в, г, относятся к случаям, когда при эскизном проектировании уточняется структура компоновки.
Решение о включении в компоновку дополнительного установочного узла W с целью уменьшения вылета ползуна Z принимают с учетом суммарной приведенной податливости в зависимости от величины вертикального хода (рис. 10, в).
Выбор исполнения компоновки с X - подвижным или Z - подвижным столом (рис. 10, г) зависит от формы координатного пространства, соотношений вероятностей перемещений вдоль осей Х и Z и условий жесткости и точности. Для обрабатывающих центров с условной формой координатного пространства «куб» и преимущественно-подвижным узлом Z из двух рассматриваемых вариантов предпочтительнее компоновка ZX0YCh, в которой салазки Х большую часть времени будут неподвижны и зажаты, а вылет шпинделя от направляющих Z меньше.
Пятый аспект - оптимизация отдельных размеров и пропорций элементов компоновки - имеет большое значение при проектировании любых станков, но особенно для обрабатывающих центров, поскольку в этих станках еще нет устоявшихся традиционных пропорций и в их компоновки механически переносят пропорции, выработанные практикой для однооперационных станков, предназначенных для одного вида режущих инструментов.
Размеры компоновки, определяющие всю последующую разработку конструкции станка, по функциональному признаку могут быть отнесены к следующим категориям: основные размерные параметры и характеристики станка; привязочные конструкционные размеры; размеры направляющих и связанные с ними основные размеры несущих корпусных деталей; габаритные и другие вспомогательные размеры. Категории перечислены в порядке последовательности их определения при эскизном проектировании станка.
Основные размерные параметры оказывают наибольшее влияние на остальные размеры компоновок. Например, все основные размеры и характеристики горизонтально-расточных станков могут быть выражены функционально через диаметр выдвижного шпинделя. Определение основных размерных параметров и других технических характеристик, если они не предусмотрены техническим заданием, для крупных и тяжелых дорогостоящих станков целесообразно выполнять на основе статистического анализа потенциальных обрабатываемых деталей с привлечением вероятностного метода обоснования характеристик.
Привязочные размеры компоновки включают размеры, увязывающие координатные перемещения с плоскостью рабочей поверхности стола и высоту последней от нижней опорной поверхности («подошвы») станка; конструкционные просветы между рабочим пространством, которое может занимать деталь наибольшего размера, и направляющими; расстояние между смежными в компоновке взаимно перпендикулярными направляющими (толщины промежуточных узлов) и др. Оптимизация размеров, относящихся к этой категории, встречает наибольшие трудности. Некоторые из этих размеров определяют в результате конструктивной проработки, другие - на основе опыта проектирования.
После разметки рабочего поля и привязочных размеров конструктор приступает к назначению размеров направляющих и основных размеров несущих деталей. Оптимизация величин и пропорций этой категории размеров имеет особенно большое значение, поскольку с ними связаны все без исключения качественные характеристики компоновки. Критерии оптимальности размеров направляющих и несущих деталей составляют из характеристик жесткости, точности, износостойкости, уровня частот собственных колебаний и металлоемкости.
Метод оптимизации размеров станка с помощью баланса характеристики качества, например жесткости или точности в форме относительных величин упругих перемещений, предусматривает устранение «слабых мест» и мест, имеющих «излишние запасы».
Применительно к компоновкам этот метод должен быть направлен не только на улучшение среднего уровня характеристики Доведение их до значений, принятых в качестве ориентира, но и на повышение степени инвариантности - уменьшение разброса значений характеристик в различных точках рабочего поля. В связи с этим составление баланса для одной только точки рабочего поля, например для средней точки, является недостаточным.
Баланс приведенных податливостей элементов компоновки удобно анализировать с помощью графиков, позволяющих быстро обнаружить узлы, размеры которых должны быть изменены. Одновременно с изменением размеров определяют соответствующее изменение массы узлов и всего станка. При этом удобно пользоваться коэффициентами массы по площади направляющих, а в качестве ориентира средними значениями относительной металлоемкости компоновок данного типа, в том числе значениями металлоемкости по общей площади направляющих.
Разработанные способы расчета жесткости, точности и других характеристик с выделением компоновочных факторов позволяют оперировать последними при построении компоновки в целях оптимизации размеров и повышения качества станков. Могут быть перечислены следующие общие пути использования компоновочных факторов:
- уменьшение вылетов элементов компоновки от рабочего поля и вылетов масс относительно центров жесткости;
- уменьшение радиусов инерции (увеличение компактности) масс и увеличение радиусов инерции элементов жесткости;
- достижение максимальной симметричности компоновки, в том числе касающейся расположения центров тяжести и жесткости, однозначности сторон элементов в восприятии нагрузок;
- исключение или уменьшение изменений величин вылетов при перемещениях узлов, особенно по координатам, с которыми связаны наиболее высокие требования точности обработки;
- использование направленности свойств элементов компоновки, если по условиям работы станка жесткость и точность в различных координатных направлениях могут быть неодинаковыми;
- выбор рациональных для каждого конкретного случая схем сопряжения направляющих, расположения опор и стыков;
- учет вероятностных характеристик рабочего поля компоновки для такого построения последней, при котором наилучшие показатели характеристик качества соответствуют зоне рабочего поля с наибольшей вероятностью использования при работе станка.
