Координаты фрезерного станка с чпу - способ восприятия трехмерного пространства фрезерными станками. При отсутствии системы координат ЧПУ станка не определило бы положение детали, не понимало расстояние инструмента от заготовки и не знало траекторию для выполнения обработки.
Размерная обработка заготовок на станках с ЧПУ возможна лишь при условии строгого соответствия величины и направления перемещения рабочего органа в принятой его системе координат. В соответствии с ГОСТ 23597-79 и рекомендациями международной организации по метрологии и стандартизации ISO для станков с ЧПУ принята правая система координат. В данной системе оси координат фрезерного станка с чпу X, Y, Z (рис. 1) указывают положительные перемещения рабочих органов станка.
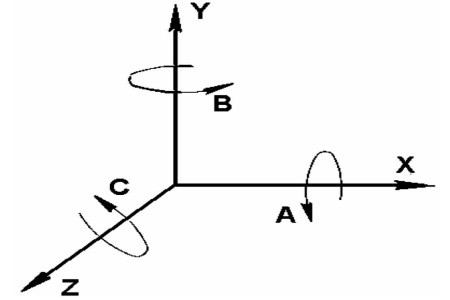
Рис. 1. Координаты фрезерного станка с ЧПУ
Система координат фрезерного станка с ЧПУ всегда связывают с его шпинделем. При этом совмещают координату Z с осью шпинделя, а относительно ее определяют пространственное положение других координат X и Y, учитывая, что положение оси X всегда горизонтальное. Перемещения рабочих органов станка, несущих инструмент, обозначаются X, Y, Z, а заготовки - X’, Y’, Z’. Движения вращения рабочих органов станка относительно осей X, Y, Z (рис. 1) обозначаются соответственно A, B, C. За положительные направления осей координат X, Y и Z принимают направления отвода заготовки от режущего инструмента. При этом следует учитывать то обстоятельство, что в сверлильных, фрезерных и расточных станках с вертикальной компоновкой перемещения по координатам X и Y, как правило, совершает крестовой стол с заготовкой, а не шпиндель. Поэтому за положительные направления X’ и Y’ стола принимают встречные направления по отношению к координатам фрезерного станка с ЧПУ. Это дает возможность технологу-программисту при подготовке управляющей программы (УП) не учитывать, что относительно чего перемещается.
Условно систему координат станка связывают со шпинделем, считая, что инструмент движется относительно неподвижной заготовки.
Наиболее важной точкой, принимаемой за начало отсчета координат, считают «нуль станка».
В зависимости от конкретного типа станка и его наладки за нулевые точки обычно принимают:
- для координаты станка Z - верхнее положение ползуна шпиндельной бабки,
- для координат станка X и Y стола - ось центрального отверстия.
Для вертикально-фрезерных станков с крестовым столом за «0» стола часто принимают крайнее левое положение стола и крайнее переднее положение его салазок. Следует также помнить, что для удобства работы на станке можно смещать начало отсчета координат фрезерного станка с чпу в любое положение рабочего органа в пределах диапазона его перемещений. Это положение рабочих органов станков с ЧПУ принято называть «плавающим нулем».
