Система координат фрезерного станка с чпу - является главной расчетной системой, определяющей перемещения исполнительных органов станка фрезерного типа с числовым программным управлением. Оси координат располагают параллельно направляющим станка, что позволяет при создании управляющей программы легко задавать направления и расстояния перемещений.
В этой статье рассмотрим - какова система координат фрезерного станка с чпу. Начнем с того, что система координат фрезерного станка, в которой определяется положение его рабочих органов и других систем координат, является основной. Система координат станка (СКС) включает в себя все физически существующие оси станка. По стандартам все прямолинейные перемещения рассматривают в правосторонней прямоугольной системе координат X, Y, Z. У фрезерных станков положение оси Z совпадает с осью вращения инструмента. На станках всех типов движение сверла из детали определяет положительное направление оси Z в системе координат станка.
Ось Х фрезерного станка с чпу всегда параллельна технологической базе (обычно горизонтальна) и перпендикулярна оси Z. При вертикальном расположении оси Z, если встать лицом к передней плоскости станка, положительным для оси Х считается направление вправо.

Рис. 1. Правило правой руки в системе координат станка
Ось Y перпендикулярна плоскости, образуемой осями X и Z; в качестве положительного выбирается такое направление, чтобы получившаяся система координат образовывала правую декартовую систему. Для удобства можно пользоваться правилом правой руки (рис. 1). Примеры расположения осей системы координат для фрезерных станков представлено на рис. 2.

Рис. 2. Примеры систем координат фрезерных станков
Дополнительные оси в системе координат станка
Если какой-либо станок имеет несколько столов, суппортов и т. п., то для задания их перемещений используют другие системы координат, оси которых для второго рабочего органа обозначают U, V, W, для третьего – Р, Q, R. Круговые перемещения рабочих органов станка с инструментом по отношению к каждой из координатных осей X, Y, Z обозначают А, В, С соответственно. Положительным направлением вращения вокруг осей является вращение по часовой стрелке, если смотреть от начала в сторону конца оси; вращение в противоположном (отрицательном) направлении обозначают А', В', С'. При определении положительного направления удобно пользоваться правилом правой руки: если отогнутым большим пальцем правой руки указать положительное направление оси, то согнутые остальные пальцы укажут положительное направление вращения вокруг этой оси.
В системе координат фрезерного станка с чпу, в зависимости от конструкции станка, положение инструмента и заготовки при обработке может быть получено перемещением инструмента относительно неподвижной заготовки. Подобную реализацию имеют фрезерно-сверлильные станки с ЧПУ по металлу, у которых происходит перемещение портала относительно стола. У других станков, когда заготовка перемещается относительно неподвижного инструмента, оси в системе координат станка обозначают X', Y', Z' и соответственно меняют положительные направления на противоположные или взаимным их перемещением. Учесть эти особенности весьма сложно. Принят, так называемый, метод относительного программирования, при котором условно считают, что всегда движется инструмент, а заготовка остается неподвижной. Такой метод очень удобен на практике, так как для программиста безразлично, как обеспечивается, например, положительное движение инструмента по оси X – его собственным перемещением или движением стола в противоположном направлении. Положение нулевой точки станка (нуль станка) – точки, принятой за начало СКС (ГОСТ 20523-80), т. е. начало отсчета для линейных и для круговых движений, стандартами не установлено. Физически ноль станка задают концевые выключатели, обычно устанавливаемые на каждой из осей и служащие для определения положения рабочих органов станка при инициализации системы.
Кроме нулевой точки, в ГОСТ 20523-80 даны определения следующих точек. Исходная точка станка определяется относительно его нулевой точки и используется для начала работы по управляющей программе. Фиксированная точка станка определяется относительно нулевой точки станка и используется для нахождения положения рабочего органа станка (как правило фиксированная точка совпадает с нулем станка).
Если ограничиться только одной системой координат станка при написании программ, то возникают проблемы при ее эксплуатации. Например, смена приспособления станка в процессе производства приводит к изменению пространственного положения детали относительно нуля станка (вследствие неизбежного изменения линейных размеров приспособления и различного физического положения нуля станка различных производителей), что вызывает необходимость в пересчете всей геометрической информации, содержащейся в программе. Поэтому для решения вышеуказанных проблем вводится система координат детали (СКД).
Система координат детали станка с чпу
Назначение системы координат детали фрезерного станка заключается в задании координат опорных точек обрабатываемых поверхностей (контура, профиля и т. д.). Опорными называют точки начала, конца, пересечения или касания геометрических элементов, из которых образованы контур детали и траектория движения инструмента на переходах обработки. Вместо трехобьемных систем координат в частных случаях используют прямоугольные и полярные двухкоординатные системы. Точку на детали, относительно которой заданы ее размеры, называют нулевой точкой детали (нуль детали). Нуль детали выбирается программистом произвольно – может быть любая точка как на детали, так и вне ее. Однако, при выборе нуля детали следует учитывать следующие моменты:
- нуль должен по возможности совпадать с конструкторской базой (упрощается программирование, т. к. исключается необходимость в пересчете размерных цепей);
- нуль должен находиться на физической поверхности детали (не заготовки), которой можно было бы удобно коснуться инструментом (сокращается время на наладку станка – упрощается привязка система координат детали к системе координат станка).
При разработке управляющей программы программист использует систему координат детали. При выборе системы координат детали принимается направление осей таким же, как направление осей в системе координат станка; координатные плоскости системы координат детали целесообразно совмещать или располагать параллельно базам детали; координатные оси следует совмещать с возможно большим числом размерных линий или осей симметрии.
Аналогичные проблемы в процессе эксплуатации оборудования возникают при смене инструмента вследствие износа. Поэтому, на фрезерных станках с ЧПУ наряду с СКС и СКД существует система координат инструмента (СКИ).
Система координат инструмента фрезерного станка
Назначение системы координат инструмента фрезерного станка с чпу заключается в задании положения его режущего лезвия. Оси системы координат инструмента параллельны и направлены в ту же сторону, что и оси системы координат станка. Инструмент рассматривают в сборе с державкой и вспомогательным инструментом. Указывают положение формообразующих элементов режущих кромок, а также координаты точки пересечения с осью вращения. Связь систем координат при обработке детали на сверлильно-фрезерно- расточном станке представлена на рис. 3.

Рис. 3. Связь систем координат детали и инструмента сверлильно- фрезерно-расточного станка с ЧПУ
Выбор (назначение) осей и движений
Разработанные в США стандарты имели целью так назвать различные движения исполнительных органов в станках, чтобы эти движения можно было заранее обозначить. При этом возникли две проблемы: какое из конкретных движений отнести, например, к осям X, Y или Z и какое из двух направлений движений должно быть положительным и какое отрицательным. Стандарт США EIARS267 явился основой для международного стандарта ISO/R841, который был принят в 1968 г. Соответствующим британским стандартом является «Числовое управление станками».
Основным принципом стандартизации является использование обычной математической правосторонней системы координат (рис. 4), в которой движения режущего инструмента обозначены по отношению к детали. Программисту нет необходимости знать, какое направление по оси X является положительным на станке. Он предполагает, что если он требует перемещения режущего инструмента, которое включает в себя перемещения по осям +X -Y и -Z в направлении от А к В в той координатной системе, которая изображена на рис. 4, то соответствующие перемещения в положительном направлении по оси X и отрицательном по осям Y и Z, осуществляемые на станке, вызовут требуемые относительные перемещения режущего инструмента и детали.
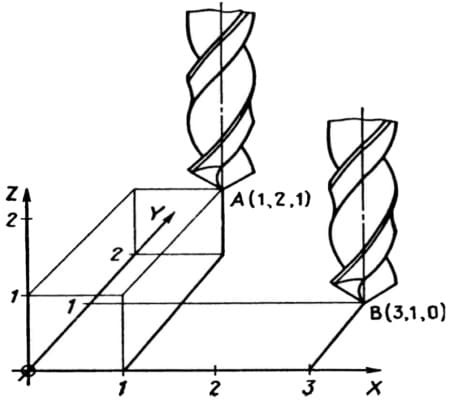
Рис. 4. Правосторонняя система координат с перемещениями из точки А в точку В по приращениям (+2; -1;-1)
Если на станке происходит движение фрезы, то для описания этого движения в станке используется буква без штриха, как, например +Z (рис. 5). Если фреза остается неподвижной, а перемещается обрабатываемая деталь, то для индикации движения в положительном направлении по оси X используется буква со штрихом +X'. Таким образом, если требуется переместить фрезу из точки А в точку В (см. рис. 4), приращения будут определены как x+2, y-1, z-1. На сверлильном станке (рис. 5) стол будет двигаться влево в направлении +X' на две единицы, по направлению к колонне -Y' на одну единицу, а сверлильная головка будет опускаться в направлении -Z на одну единицу. В результате произойдет требуемое перемещение детали из точки А в точку В (см. рис. 4).
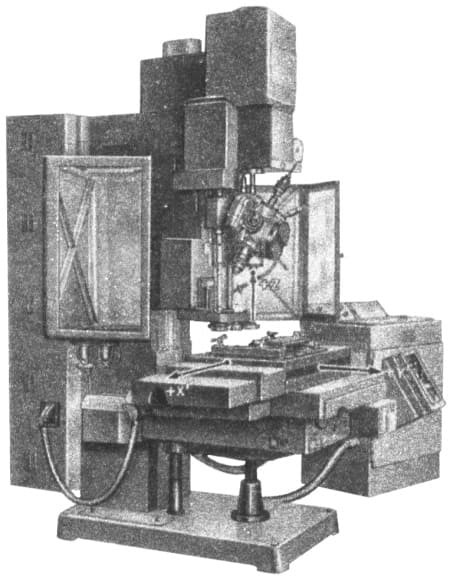
Рис. 5. Расположение осей координат на сверлильном станке
Обозначение Х, Y и Z
В стандартах указано, как должны быть названы оси для большинства обычных типов станков и, кроме этого, стандарты формулируют правила для наименования осей любого станка. Связующей основой являются движения, осуществляемые при сверлении, которые могут происходить на сверлильных, фрезерных, токарных и расточных станках. Перемещение сверла на всех этих станках в этом случае выбирается по оси Z. На рис. 4 показано, что движение сверла в деталь осуществляется по направлению -Z, а из детали по направлению +2. На рис. 5-9 показано, как этот принцип осуществляется соответственно на сверлильных, фрезерных, токарных, расточных станках, далее также рассмотрены многооперационные станки с ЧПУ. Особенно отметим токарный станок (рис. 6). Ось шпинделя передней бабки здесь Z и положительным направлением (+Z) является движение инструмента от передней бабки. Во всех случаях движение в направлении +Z увеличивает зазор между готовой деталью и инструментом.
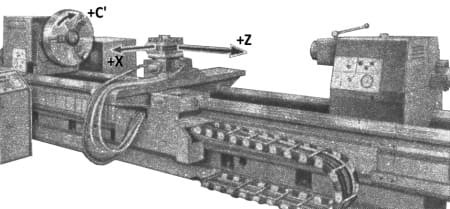
Рис. 6. Расположение осей координат на токарном станке
При наличии нескольких шпинделей один из них выбирается как главный. Предпочтительнее, чтобы он был перпендикулярен поверхности установки детали, и тогда он будет располагаться параллельно оси Z. Если главный шпиндель может быть повернут так, что он будет параллельным одной из координатных осей станка, то эта ось именуется осью Z. Если же он может быть расположен параллельно более, чем одной из этих осей, осью, перпендикулярной плоскости установки детали, является ось Z.
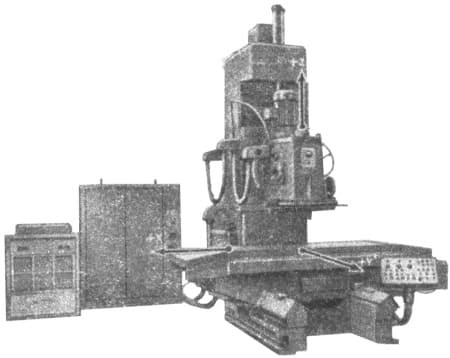
Рис. 7. Расположение осей координат на фрезерном станке
Ось Х перпендикулярна оси Z, по возможности горизонтальна и параллельна плоскости установки детали. В тех случаях, когда такому определению соответствуют две оси, осью Х будет та, по которой возможно большее перемещение по длине. Если главный вращающийся инструмент расположен горизонтально, то положительным направлением по оси X (+X) является направление направо, если смотреть от инструмента по направлению к детали.
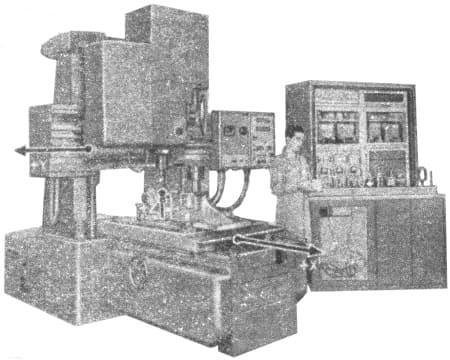
Рис. 8. Расположение осей координат на расточном станке
При отсутствии возможности осуществления сверления главной инструментальной головкой, как, например, в поперечно-строгальных и долбежных станках, за ось Z принимается ось, перпендикулярная плоскости установки детали, а за ось X ось, параллельная главному направлению резания и положительная в этом направлении.
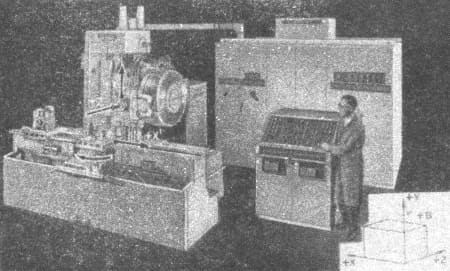
Рис. 9. Расположение осей координат на многооперационном станке
В тех случаях, когда мощность резания передается шпинделю, несущему деталь (как в токарных станках), направлением +X является радиальное движение режущего инструмента от оси шпинделя. Если имеется второе такое же движение, оно не именуется +Y, потому что оказывает то же влияние на размеры детали, что и +X. Вместо этого используется буква +U, и это будет объяснено ниже.
Ось Y вместе с осями X и Z образует правостороннюю (декартову) координатную систему (рис. 10, а). По правилу правой руки большой палец направлен по оси +X, указательный оси +Y и средний - по оси +Z. Это создает ему представление о координатной системе.
В тех случаях, когда имеются дополнительные движения, параллельные осям X, Y и Z, должны быть соответственно использованы буквы U, и W. Третий комплект таких же движений должен использовать соответственно P, Q и R. Ближайшие к основному шпинделю движения предпочтительнее обозначать комплектом осей Х, Y и Z. Это делается, например, для револьверного станка, когда буквой Z обозначается ближайший к шпинделю суппорт и W соответствующее движение револьверной головки.
Заметим, что символ R может быть использован как адрес для быстрых перемещений сверла или фрезы по направлению к детали, связанный со словами подготовительных функций G80 и G89 (см. табл. 8). Слово R определяет расстояние быстрого перемещения.
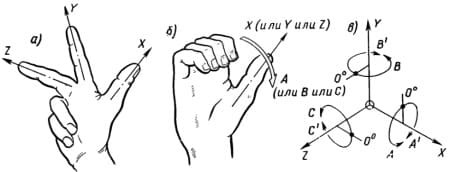
Рис. 10. Система координат: а - правосторонняя система координат; б - положительное направление вращения; в - расположение осей в станках с ЧПУ
Обозначение направления вращения
При повороте (вращении) стола с деталью или инструментальной головки используют буквы (символы) А, В и С. Они имеют положительное значение, если соответствуют перемещению винтов с правой резьбой в положительных направлениях по осям X, Y и Z (если большой палец правой руки поставить в положительном направлении осей Х, У или Z, остальные пальцы будут показывать направление вращения +А, +В или +С соответственно, как это изображено на рис. 10, б). При использовании для отсчета абсолютных углов вращения (например, с индексирующим столом) угловые движения отсчитывают от линий, параллельных направлениям + Y, +Z и +X, для вращения А, В и С соответственно (рис. 10, в). Таким же образом определяется направление вращения для всех движений за исключением шпинделя, участвующего в резании. Рекомендации ISO указывают движения по часовой и против часовой стрелки для описания направлений вращения инструментальных шпинделей и шпинделей токарных станков. К сожалению, эта терминология ведет к ошибкам и спорам и на иллюстрированных примерах станков показывают направление вращения +С так, как это было описано выше. До тех пор, пока этот термин существует, направление движений по часовой и против часовой стрелки должны рассматриваться как эквивалентные соответственно отрицательному и положительному направлению вращения. Это одинаково верно для основных и неосновных движений. Например, вращение +С (см. рис. 6) направлено против часовой стрелки независимо от того, как это кажется читателю.
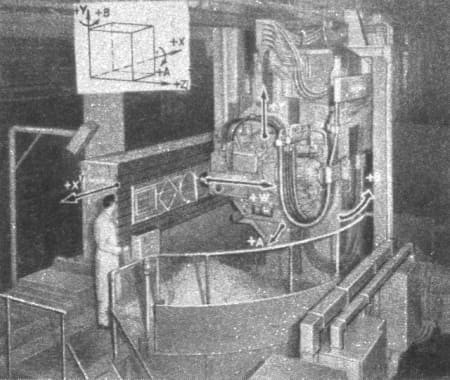
Рис. 11. Расположение осей на фрезерном станке для контурной обработки с управлением по пяти координатам
Полезно знать, что обычное витое сверло может быть использовано для резания при вращении инструмента или детали в отрицательном направлении или по часовой стрелке, а левое сверло требует положительного направления вращения или против часовой стрелки. Отрицательное направление вращения для правого инструмента принято потому, что врезание в деталь происходит обычно в отрицательном направлении. Еще два станка изображены на рис. 11 и 12, по которым можно проверить применение указанных правил.
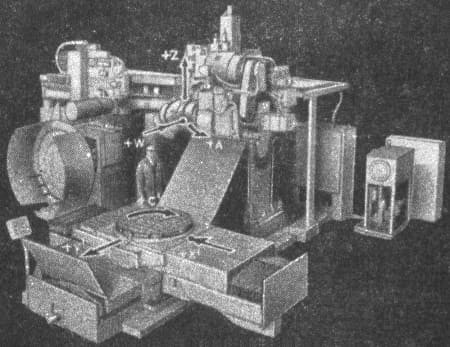
Рис. 12. Расположение осей на фрезерном станке для контурной обработки с управлением по шести координатам
