История развития общественного производства есть непрерывный процесс совершенствования средств труда. Использование машин вместо мускульной силы позволило человеку освободиться от тяжелого физического труда и резко повысить производительность. Однако ручное управление машиной с течением времени стало тормозом дальнейшего роста производства. Появилась насущная потребность в создании средств, позволяющих машинам выполнять рабочие функции без участия человека. Так возникла необходимость механизации и автоматизации производства в рамках ранее созданных машин.
Механизация производства предусматривает замену физического труда человека машинами и механизмами с применением незначительных усилий для управления ими. При автоматизации производства управление машинами и механизмами осуществляется без непосредственного участия человека. За ним в этом случае остаются функции контроля за работой оборудования и своевременного устранения возможных неисправностей.
Различают частичную и комплексную механизацию и автоматизацию. В первом случае механизируются и автоматизируются отдельные действия или технологические операции по обработке, транспортировке или контролю деталей, во втором - весь производственный процесс осуществляется машинами и механизмами, управляемыми человеком (при комплексной механизации) или без непосредственного его участия (при комплексной автоматизации). Отдельно рассмотрена автоматизация производства за счет станков с ЧПУ.
Общие понятия о механизации и автоматизации производства
Механизацией производственных процессов называют полную или частичную замену физического труда человека работой машин, механизмов, приспособлений. Например, пневматический или гидравлический зажим деталей в приспособлении вместо ручного закрепления при помощи винтовых зажимов является элементом механизации. Ускоренный механический отвод стола вместо ручного, устройство механизмов, облегчающих установку и съем деталей со станка, также являются элементами механизации. В условиях работы фрезеровщика применение небольших пневмоподъемников, пневмо- и гидроманипуляторов (механические руки), загрузочных устройств и устройств для кантования не только облегчает работу, но и сокращает вспомогательное время.
Автоматизация производства - это применение приборов, приспособлений, машин, позволяющих производить движения, необходимые для обработки (как в отношении технологических операций, так и в отношении технического контроля и транспорта) без непосредственного участия человека и лишь под его контролем. Процесс управления любым станком состоит не только из таких простых приемов, как пуск и выключение станка, но включает в себя элементы загрузки станка (поштучная выдача заготовок, закрепление и разжим), регулирования (изменение числа оборотов и подачи) и контроля (контроль размеров обрабатываемых деталей). На станке-автомате все действия (движения) управления выполняются без участия человека.
Автоматизация производства является высшей, завершающей формой развития машинного производства. Широчайшее внедрение в нашу промышленность средств автоматики является одной из основных задач, поставленных перед отечественной промышленностью. Если в странах капитализма применение наиболее совершенных автоматических машин вызывает усиление эксплуатации рабочего, способствуя снижению его заработной платы и росту безработицы, то в условиях победившего социализма автомат облегчает труд и одновременно, повышая производительность, ускоряет процесс коммунистического строительства.
Автоматизация несет с собой не только широчайшие возможности роста производительности труда, она приводят к резкому изменению условий и характера труда. Неквалифицированный труд устраняется, во много раз повышается число высококвалифицированных работников. Рабочий перестает быть работником только физического труда. Стирается грань между умственным и физическим трудом.
Порядок механизации и автоматизации фрезерных работ
Задачей рационализаторов производства в деле сокращения вспомогательного времени является оснащение фрезерных станков соответствующими механизирующими и автоматизирующими устройствами, которые должны обеспечивать следующие функции:
- механизацию и автоматизацию загрузки и зажима заготовок;
- механизацию и автоматизацию цикла фрезерования;
- механизацию закрепления фрез.
При решении этой задачи необходимо считаться с характером производства.
В условиях единичного и мелкосерийного производства сокращение вспомогательного времени может осуществляться путем применения быстродействующих зажимных приспособлений (типа универсальных и универсально переналаживаемых тисков и поворотных столов) и использования быстрых перемещений стола для подвода и отвода заготовки к фрезе.
В условиях серийного и крупносерийного производства сокращение вспомогательного времени должно осуществляться путем оснащения станков загрузочными и разгрузочными устройствами, специальными быстродействующими одно- и многоместными приспособлениями для позиционного и непрерывного фрезерования по возможности с автоматическим зажимом, закреплением и освобождением заготовок и за счет использования устройств, автоматизирующих рабочий цикл станка.
Возможность механизации и автоматизации работы на фрезерных станках достаточно велика, хотя найти правильное решение здесь труднее, чем при работе на токарных или шлифовальных станках. Не следует, однако, думать, что механизация и автоматизация процесса фрезерования возможны только при массовом и крупносерийном производствах. Опыт показывает, что даже в условиях мелкосерийного производства целесообразно механизировать и автоматизировать отдельные процессы, а внедрение станков с программным управлением является рентабельным и при мелкосерийном характере производства.
При внедрении механизации и автоматизации на действующем оборудовании обычно начинают с механизации выполнения отдельных рабочих приемов на фрезерном станке. Сюда относятся мероприятия по механизации и автоматизации загрузки, установки и зажима заготовок, по автоматизации рабочих и холостых перемещений стола, поворота (индексации) и зажима заготовок на поворотных столах и т. д. Эти мероприятия, затрагивающие только отдельные элементы вспомогательного времени, называются малой автоматизацией.
Затем переходят к автоматизации переходов целиком (например, автоматизация цикла перемещения стола в целом) и созданию станков, выполняющих автоматически однопереходные работы (например, фрезерование лысок на деталях по рис. 1.6 «Как сократить время фрезерования», фрезерование шлицев в гайках, в головках винтов и т. д.).
Следующий этап в направлении автоматизации заключается во включении в цикл работы станка автоматических движений, связанных с подводом и отводом стола, переключением на заданные скорости вращения шпинделя и величины рабочих и холостых подач стола, что приводит к созданию полуавтоматов. Наконец автоматизация процесса загрузки и съeмa деталей превращает полуавтомат в полный автомат.
Дальнейшие работы в направлении автоматизации фрезерных работ требуют автоматической связи между отдельными операциями, выполняемыми на автоматических станках, т. е. организации автоматизированных участков и автоматических линий.
В альбоме «Модернизация и автоматизация технологического оборудования. Фрезерные станки», изданном Ростовским научно-исследовательским институтом технологии машиностроения, приводится пример объединения двух автоматизированных после модернизации горизонтально-фрезерных станков ТГ-2 в автоматизированный участок, где межстаночным транспортером служат магазинные устройства из цепных передач.
В других случаях между автоматизированными станками ставят гибкие или жесткие транспортные связи, что превращает автоматизированный участок в автоматическую линию.
Такая автоматизация, когда в результате объединения технологического процесса с транспортной связью возникают группы взаимосвязанных, автоматически действующих станков, называется комплексной автоматизацией.
Пути автоматизации фрезерных работ
Стремясь к комплексной автоматизации, фрезеровщик должен уметь найти в своей работе те элементы, которые, будучи подвергнуты частичной (малой) автоматизации, дадут как можно больший эффект в виде увеличения коэффициента автоматизации.
Объем рационализации фрезерных операций в серийном производстве по степени важности решения задачи представляется в следующем виде.
Пути сокращения машинного времени:
- сокращение количества переходов и проходов, т. е. увеличение глубины резания;
- увеличение подачи на зуб, т. е. минутной подачи;
- введение скоростных режимов обработки, т. е. выбор максимальной скорости резания, допускаемой материалом инструмента и заготовки, выбранной глубиной резания и принятой подачей на зуб фрезы;
- сокращение пути фрезерования или совмещение операций применением много инструментальной и многошпиндельной обработки;
Пути механизации вспомогательных приемов:
- введение преселективного включения скоростей и подач;
- применение однорукояточного управления подачами;
- применение механизирующих зажимов с силовыми приводами;
- применение многоместных, кассетных, поворотных и других зажимных приспособлений, сокращающих холостые движения;
- применение сменных наладок;
- механизация транспорта;
Пути автоматизации операции:
- применение автоматических загрузочных, зажимных и других устройств, совмещающих вспомогательное время с машинным;
- применение автоматических циклов перемещения стола;
- внедрение автоматической сигнализации в случае неполадок в работе станка;
- применение полуавтоматических или автоматически действующих станков универсального типа с быстросменными или групповыми наладками;
- использование копировальных фрезерных станков со следящим устройством для обработки фасонных деталей;
- использование станков с программным управлением.
Фрезеровщик-новатор должен стремиться решить эти задачи для конкретных операций. Все дальнейшее изложение книги построено в порядке рассмотрения отдельных вопросов рационализации фрезерных операций, в том числе механизации вспомогательных приемов и автоматизации процесса фрезерования.
Технические средства механизации производства
Кроме средств механизации ручных действий, применяемых на рабочих местах, особо важное значение для ритмичного функционирования производственного процесса имеет механизация транспортных работ по перемещению заготовок, готовых деталей и других грузов.
В единичном и мелкосерийном производствах, где номенклатура изделий, значительно отличающихся по размерам и массе, разнообразна, преимущественно применяются универсальные транспортные средства периодического действия: самоходные тележки, тельферы, краны и др.
Самоходные тележки используются для транспортирования единичных и тарных грузов массой до 5 т. Они выпускаются с неподвижной, подъемной или поворотной платформами, с подъемным краном для самопогрузки.
Электротельфер (рис. 1, а) представляет собой электрический подъемник, передвигающийся по однорельсовому пути - монорельсу 1, который подвешивается над станочным оборудованием. Тележка 2, с помощью которой электротельфер перемещается, выполняется простой или с электродвигателем 3. Управление работой электротельфера обычно осуществляется с пола подвесной кнопочной станцией 4. Грузоподъемность электротельфера обычно ограничивается массой до 5 т.
В рамках механизации и автоматизации производства, для перемещения грузов массой до нескольких сот тонн, используются мостовые краны (рис. 1, б). Мост 1 крана, представляющий собой ферму, опирается катками на рельсы, проложенные вдоль цеха на специальных выступах стен или колонн. Электродвигатель 2, вращая катки 5, перемещает кран вдоль пролета цеха. Кроме того, по рельсам моста может поперечно двигаться тележка 3, на которой размещены механизмы ее перемещения и подъема груза. Электродвигатели моста питаются током от троллейных проводов 4. Управление краном осуществляется с пульта управления, который размещен в подвесной кабине.
В крупносерийном и массовом производствах, кроме рассмотренных транспортных средств периодического действия, применяются транспортные механизмы непрерывного или пульсирующего действия, предназначенные для связи рабочих мест в непрерывный технологический поток. К их числу относятся: скаты, склизы, рольганги и конвейеры, шаговые транспортеры.
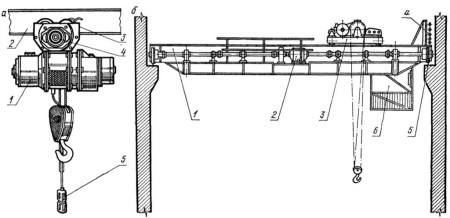
Рис. 1. Транспортные средства периодического действия при механизации производства: а - электротельфер; б - мостовой кран
Скаты и склизы (рис. 2, а и б) в виде наклонных желобов или штанг применяются для передачи небольших деталей от одного рабочего места к другому. В скатах детали перекатываются, в склизах - скользят.
Рольганги (рис. 2, в) изготавливаются в виде длинных роликовых столов, располагаемых вдоль технологической линии станков, или отдельными секциями, устанавливаемыми между соседними рабочими местами.
Конвейеры по виду грузонесущего элемента делятся на цепные, пластинчатые и ленточные, а по его расположению - на горизонтальные, наклонные и вертикальные. Последние два типа конвейеров называют элеваторами.
Подвесной цепной конвейер (рис. 2, г) представляет собой замкнутый в пространстве рельс 1, по которому с помощью бесконечной цепи 2, приводимой в движение специальным приводом, передвигаются небольшие тележки 3 с подвесками 4 для груза.
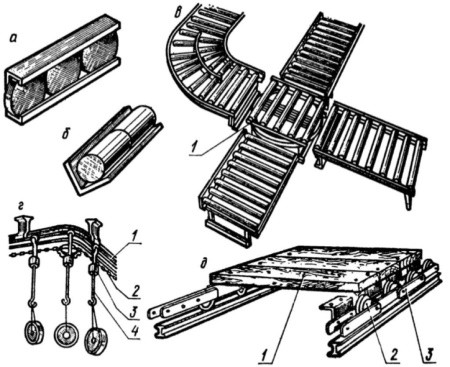
Рис. 2. Транспортные средства непрерывного действия для механизации и автоматизации производств: а - скаты; б – склизы; в – рольганги; г, д – конвейеры
Пластинчатый конвейер (рис. 2, д) предназначен для перемещения относительно тяжелых грузов. Он имеет отдельные жесткие металлические или деревянные пластины 1, установленные на роликах 2 и скрепленные между собой бесконечными цепями 3, которые приводятся в движение специальным механизмом.
Ленточный конвейер отличается от пластинчатого тем, что у него несущим элементом является широкая бесконечная лента из многослойной прорезиненной ткани, натянутая между двумя шкивами - ведущим и ведомым. Нижняя часть ленты поддерживается деревянным настилом или роликами. Такие конвейеры главным образом применяются для транспортировки относительно легких предметов.
Шаговые транспортеры широко используются для связи станков автоматических линий, например в линиях из агрегатных станков для обработки корпусных деталей. Такой транспортер состоит из пары направляющих рельс и расположенных между ними двух штанг с отжимными упорами одностороннего действия, в конце очередного такта обработки штанги по команде путевого датчика перемещаются гидроприводом возвратно-поступательно. При этом упоры передвигают заготовки на шаг, равный расстоянию между станками, и возвращаются в исходное положение.
Существенное значение для современного производства имеет также механизация складских работ по хранению крупногабаритных приспособлений, штампов, полуфабрикатов. Для этой цели применяются штабелеукладчики с вильчатым захватом. Некоторые из них работают по программе, задаваемой с центрального пульта управления с адресованием ячейки стеллажа.
