Торцовые фрезы применяют для фрезерования плоскостей, перпендикулярных к оси фрезы. Вследствие того, что процесс фрезерования при работе торцовой фрезой идет спокойнее и без вибраций, вызываемых переменной нагрузкой при заходе каждого зуба цилиндрической фрезы, а обработанная поверхность получается чище, торцовые фрезы находят наибольшее применение при обработке плоскостей.
Фрезы торцовые цельные (с мелким и крупным зубом) диаметром 40, 50, 63, 80 и 100 мм и шириной 32, 36, 40, 45 и 50 мм из быстрорежущей стали изготовляют по ГОСТу 9304-59 c затылком (см. рис. 2, а и б Зубья Фрезы). Исполнительные размеры для фрез с креплением на продольной шпонке по МН 5606-64 (с мелким зубом) и на торцовой шпонке по МН 5607-64; для фрез с крупным зубом с креплением на торцовой шпонке по МН 5608-64. Мелкозубые фрезы имеют угол наклона винтовых канавок ω=25-30°, а крупнозубые - угол = 35÷40°. В случае необходимости крупнозубые торцовые фрезы могут быть изготовлены с неравномерным окружным шагом (см. рис. 17, Зубья Фрезы).
Если необходимо выбрать торцовую фрезу большего диаметра, а также в целях экономии быстрорежущей стали, особенно при серийных работах, рекомендуется применять сборные торцовые фрезы. Сборные торцовые фрезы изготовляют насадными и с хвостовиком.
Сборные торцовые насадные фрезы со вставными ножами из быстрорежущей стали диаметром 80, 100, 125, 200 и 250 мм изготовляют по ГОСТу 1092-57. Исполнительные размеры фрез и геометрические параметры cм. МН 2066-61. Крепление вставных ножей с рифлениями производится по схеме (см. рис. 8, Зубья Фрезы).
Сборные торцовые насадные фрезы со вставными ножами, оснащенными пластинками из твердого сплава, изготовляют крупнозубыми по ГОСТу 8529-57 (для обработки стали) и мелкозубыми по ГОСТу 9473-60 (для обработки чугуна) диаметром 80, 100, 125, 160, 200, 250, 315, 400, 500 и 630 мм. Геометрические параметры (см. рис. 10 и 14, Геометрия фрезы). Крепление вставных ножей с рифлями производят по схеме (см. рис. 8, Зубья Фрезы); выбор марки твердого сплава - по указаниям, приведенным в статье Материалы фрез по металлу.
Исполнительные размеры фрез торцовых насадных по ГОСТу 8529-57 приведены в МН 987-60÷МН 990-60, а по ГОСТу 9473-60 - в МН 2093-61÷2095-61.
Сборные торцово цилиндрические насадные фрезы со вставными ножами, оснащенными пластинками из твердого сплава, изготовляют диаметром 125, 160, 200, 250 и 315 мм по MH 994-60 и MH 995-60. На рис. 1 показаны общий вид и геометрические параметры режущей части ножей для фрез диаметром от 125 до 200 мм. Эти фрезы применяют для обработки широких уступов, когда требуется в сопряжении прямой угол.

Рис. 1. Торцово-цилиндрическая фреза со вставными твердосплавными ножами диаметром от 125 до 200 мм: 1 - корпус; 2 - нож; 3 - клин
Торцовые фрезы насадные с напаянными винтовыми пластинками из твердого сплава диаметром 63, 80, 100 и 125 мм изготовляют по MH 986-60.
Подобно цилиндрическим фрезам с напаянными винтовыми твердосплавными пластинками, торцовые насадные фрезы производительнее сборных, быстрорежущих в 3-5 раз, а период их стойкости больше в 3 раза.
Все многообразие фрезерных операций по обработке плоскостей на станках общего назначения может быть производительно выполнено указанными выше типоразмерами торцовых фрез.
Для обработки на специальных барабанно- и карусельно-фрезерных и агрегатных станках и на автоматических линиях требуются более производительные фрезы, обладающие большим периодом стойкости и дающие заданный класс чистоты поверхности.
Для уменьшения толщины стружки лаборатории резания металлов ВМТУ им. Баумана и ЗИЛа предложили конструкцию торцовой фрезы с высокой угловой кромкой и малым углом в плане φ. Такая фреза называется торцово-конической. Схема ее режущей части показана на рис. 2, а, общий вид - на рис. 2, б.

Рис. 2. Торцово-коническая фреза: а - схема резания; б - общий вид
Торцово-конические фрезы с малым углом в плане φ даже при больших подачах Ѕz будут снимать стружку сравнительно небольшой толщины αнаиб=Ѕz•ѕіnφ, так как чем меньше угол в плане φ, тем меньше при одной и той же подаче толщина стружки. Это значит, что даже при весьма высоких подачах режущая кромка торцово-конической фрезы в отношении износа аналогична режущей кромке обычной торцовой фрезы при сравнительно небольшой подаче. Это объясняет ее высокую производительность.
Торцово-коническими фрезами можно обрабатывать плоскость Только на проход и их применяют при работе на карусельно- и барабанно-фрезерных станках, а равно на продольно-фрезерных при обработке плоскостей. Торцово-конические фрезы не стандартизованы.
Торцовые фрезы хвостовые (диаметром 50 и 63 мм) и насадные (диаметром 80, 100, 125, 160 и 200 мм) с механическим креплением твердосплавных неперетачиваемых пластинок (круглых и многогранных), подобно изображенным на (см. рис. 14, Зубья Фрезы) нашли широкое применение в промышленности у нас и за рубежом.
По данным ВНИИ, работа фрезами с неперетачиваемыми твердосплавными пластинками позволяет снизить на 20-30% машинное время и сократить затраты на восстановление инструмента в 2 раза по сравнению с фрезами по ГОСТу 8529-57.
Вспомогательное время на перестановку одной пластины или поворот на новую грань составляет около 15 сек.
Торцовые фрезы со ступенчатым расположением зубьев. В том случае, когда мощность станка не позволяет снять весь припуск за один проход при работе обычной сборной торцовой фрезой, следует рекомендовать фрезы со ступенчатым расположением зубьев (рис. 3), когда весь срезаемый слой (припуск) делится между отдельными зубьями фрезы . Для этой цели расстояние R от центра фрезы до режущей кромки зуба уменьшается от зуба к зубу на некоторую малую величину ∆R; при этом каждый зуб фрезы срезает часть припуска, равную һ. Применяя крепление ножей с регулировкой (см. рис. 6, Зубья Фрезы) и прокладывая между торцом паза и ножом тонкие прокладки, можно применять ступенчатое расположение зубьев.
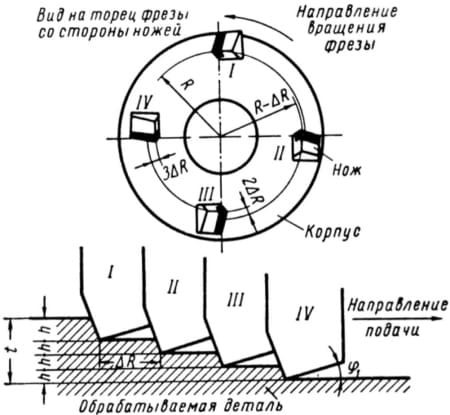
Рис. 3. Схема распределения толщины срезаемого слоя при ступенчатом расположении зубьев
Торцовые фрезы с зачистными режущими кромками. При фрезеровании стали и чугуна при больших подачах на зуб на больших скоростях и высокой производительности при достаточной чистоте обработки рекомендуется применять торцовые сборные фрезы с зачистной торцовой кромкой зуба с вспомогательным углом в плане φ=0.
При этом возможны два конструктивных решения формы торцовой кромки: а) когда торцовая кромка по длине l≥(2-3) S0 выполнена без вспомогательного угла в плане, т. е. когда φ1=0 (рис. 4, а), в виде дополнительной режущей кромки; б) когда у одного или двух ножей торцовая кромка сделана выступающей на 0,06 мм по отношению к основным ножам, выполненным с вспомогательным углом в плане φ1=5°. При этом торцовая кромка выступающего ножа выполняется с φ1 = - (15-20') при фрезеровании стали. Выступающий торцовый зуб служит для срезания шероховатостей, образованных на обработанной поверхности основными режущими кромками торцовой фрезы. Торцовые фрезы с зачистными режущими кромками используют при срезании сравнительно небольших припусков, когда t≤S0.
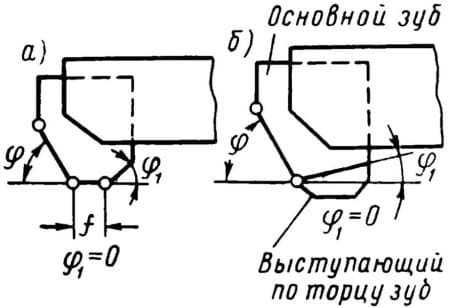
Рис. 4. Торцовые зачистные кромки: а - нож торцовой фрезы с дополнительной режущей кромкой; б - торцовая фреза с выступающим зачистным ножом
Торцовые фрезы применяются для скоростного фрезерования плоскостей. Фреза (рис. 5, а) состоит из корпуса, по краям которого размещены резцы с достаточно сложной геометрией заточки. Большинство конструкций торцовых фрез выполнено со вставными ножами. В типовой конструкции (рис. 5, б) крепление рифленых ножей осуществлено клиновым соединением.
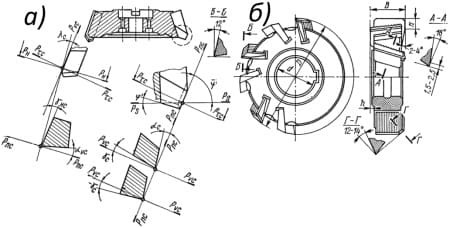
Рис. 5. Торцовая фреза: а - геометрические параметры в статической системе координат; б - конструкция со вставными рифлеными ножами
Если сравнить торцовые и цилиндрические фрезы, то первые обладают рядом преимуществ. У них одновременно работает большее число зубьев, благодаря чему резание происходит без вибраций. Зуб торцовой фрезы имеет также значительно меньшую длину главной режущей кромки, что уменьшает образование сколов и выкрашиваний. При работе торцовой фрезой обрабатываемая поверхность формируется не главной режущей кромкой фрезы, а малыми участками переходной кромки, чем обеспечивается лучшее качество поверхности. Применение торцовых фрез позволяет добиваться высокой производительности труда при рациональном расходе инструментального материала.
В зависимости от характера расположения зубьев Фрезерование можно осуществлять методом деления толщины срезаемого слоя или деления его ширины. При первом методе вершины зубьев фрезы (рис. 6, а) расположены в одной плоскости и на одинаковом радиусе, и каждый зуб последовательно срезает металл равного сечения. При втором методе Вершины зубьев фрезы (рис. 6, б) расположены не только на разной высоте, но и на разных радиусах. Такие фрезы называют торцовыми со ступенчатым расположением зубьев. Наиболее удаленный от оси фрезы зуб срезает верхний слой металла заготовки (В3, рис. 6, б), а расположенный ближе - ее нижний слой (В1). Фрезы со ступенчатым расположением зубьев более экономичны, чем фрезы с равномерно размещенными зубьями, однако из-за сложности заточки они не находят широкого распространения.
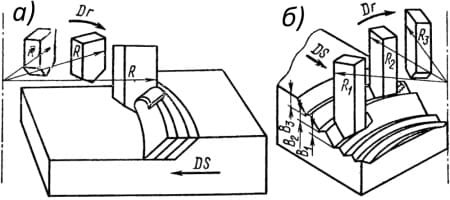
Рис. 6. Схемы расположения зубьев у торцовых фрез
Торцовые фрезы изготовляются со вставными зубьями, крепление которых осуществляют различными способами. Надежное крепление зубьев обеспечивается, например, посредством клинового соединения (рис. 7). В корпусе 1 фрезы предусмотрены пазы, одна сторона которых выполнена под углом 4-6°. Зуб 2 фрезы, изготовленный как резец с напайной пластиной, устанавливают в паз и планкой 3 (одна сторона планки имеет скос) плотно прижимают к корпусу винтами 4. Для регулирования положения зубьев по высоте предусмотрен винт 5. Фрезы такой конструкции обычно затачивают в собранном виде. Однако наличие винтов 5 и 6 позволяет осуществлять и отдельную заточку ножей с последующей сборкой и их регулировкой.
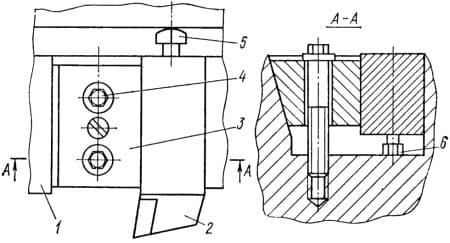
Рис. 7. Клиновое крепление зубьев торцовой фрезы
В ряде конструкций торцовых фрез используются неперетачиваемые пластины. У торцовой фрезы с круглыми пластинами в корпусе 1 прошлифованы канавки, профиль которых по форме и размерам соответствует пластинам 2 (рис. 8, а). Пластина отверстием установлена на штифте державки. 3, которая болтом 4 поджимает пластину к корпусу. При поломке пластины державка под воздействием пружины 5 перемещается вверх, предохраняя фрезу от поломки и сигнализируя о необходимости прекращения обработки. По мере износа пластины открепляют и поворачивают, а после износа всей режущей кромки заменяют новыми.
Торцовая фреза с механическим креплением пятигранных пластин (рис. 8, б) по конструкции аналогична рассмотренной выше. Отличие состоит в том, что резание осуществляется здесь двумя гранями пластин, образующих углы φ и φ1. Замену изношенных пластин достаточно просто выполнять непосредственно на станке. Для замены пластины или поворота ее на одну грань отворачивают на несколько оборотов болт 4. Одной рукой нажимают на болт, сжимая пружину 5, и опускают вниз державку 3 со штифтом 6. При таком положении державки другой рукой снимают пластину или поворачивают ее другими гранями. Крепление установленной пластины осуществляют обратным поворотом болта 4. Комплект из 10...12 пластин можно заменить за 5...6 мин. Большинство конструкций торцовых фрез стандартизовано.
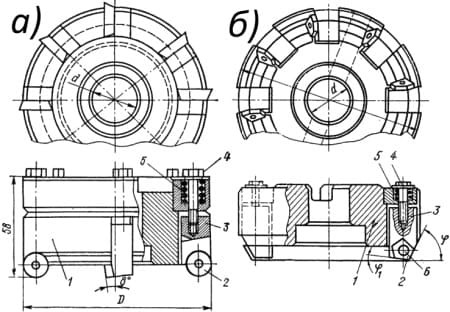
Рис. 8. Типы торцовых фрез: а - с круглыми пластинами; б - с пятигранными
Установка и закрепление торцовых фрез на станке зависят от их конструкции. Торцовые фрезы с центральным отверстием (цилиндрическим или коническим) устанавливают на оправку. Базовый торец фрезы 3 (рис. 9, а) должен плотно прилегать к торцу оправки, а ее выступ Б совмещаться с пазом фрезы. Оправку коническим хвостовиком помещают в коническое отверстие шпинделя и закрепляют шомполом 1 и гайкой 2. Выступы шпонок А шпинделя необходимо совместить с пазами оправки.
Торцовые фрезы, у которых хвостовая часть и корпус составляют единое целое, закрепляют в коническом отверстии шпинделя станка шомполом 1 и гайкой 2 (рис. 9, б). Фрезы с центральным отверстием (Ø128,57 Н18) базируют непосредственно на торец и цилиндрическую поверхность шпинделя (рис. 9, в) и затем закрепляют четырьмя болтами. Выступы шпонок шпинделя должны быть совмещены с пазами фрез, а сопрягаемые торцовые поверхности шпинделя и инструмента плотно прилегать друг к другу.
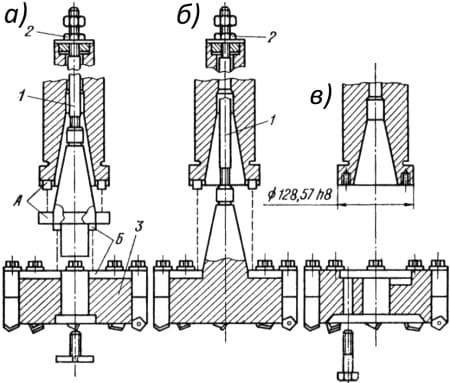
Рис. 9. Схемы установки и крепления торцовых фрез
Закрепление фрез шомполами и гайкой требует определенного времени. Разработаны устройства, позволяющие механизировать и ускорять этот процесс.
Устройство, показанное на рис. 10, обеспечивает крепление оправки 2 с фрезой 1 через шомпол 4 блоком тарельчатых пружин 5, установленных в корпусе 6. Для снятия фрезы от специального силового механизма (на рисунке не показан) смещают вниз чашку 7, прикладывая к ней определенное усилие Р. Чашка через упорный подшипник 8 и фланец 9 сжимает тарельчатые пружины 5, что позволяет опуститься вниз шомполу 4 с инструментом. Оправку свинчивают с переходника 3, а новую оправку 2 с фрезой 1 отверстием навинчивают на переходник. При этом необходимо следить за тем, чтобы пазы во фланце хвостовика инструмента совпадали с выступами шпонок на торце шпинделя. После этого снимают давление силового механизма с чашки 7, и тяга под воздействием тарельчатых пружин перемещается вверх, затягивая фрезу в коническое отверстие шпинделя. Количество и размер тарельчатых пружин подбирают так, чтобы усилие закрепления фрезы было не менее 8000 H.
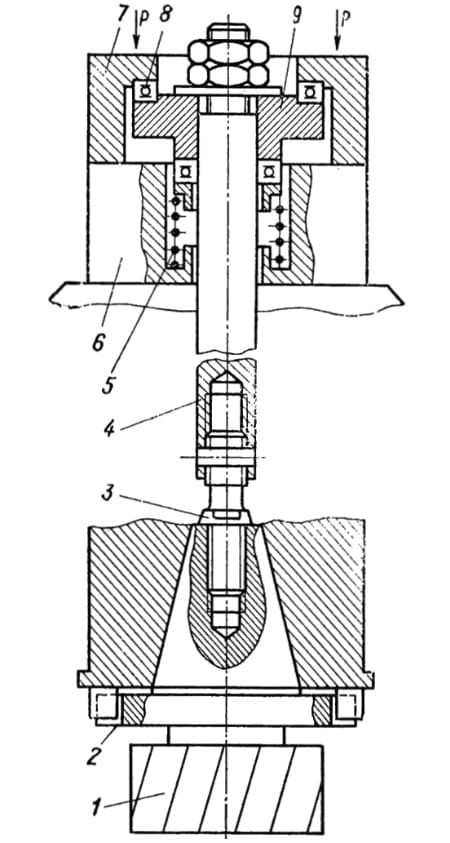
Рис. 10. Схема устройства для механизированного крепления фрез
Для крепления фрез рассмотренным способом используют различные силовые механизмы: пневматические, гидравлические, электрические, магнитные и др. Механизм устанавливают и закрепляют на верхнем торце шпиндельной бабки станка.
Закрепление фрезы с помощью штифта показано на рис. 11. Оправку с фрезой устанавливают в коническое отверстие шпинделя 5. Через отверстия втулки 6 и оправки 1 пропускают штифт 3. Поворачивая специальным ключом кольцо 2, оправку с фрезой через штифт перемещают вверх, что и обеспечивает ее закрепление. При откреплении инструмента кольцо отворачивают и, удалив штифт, вынимают оправку.
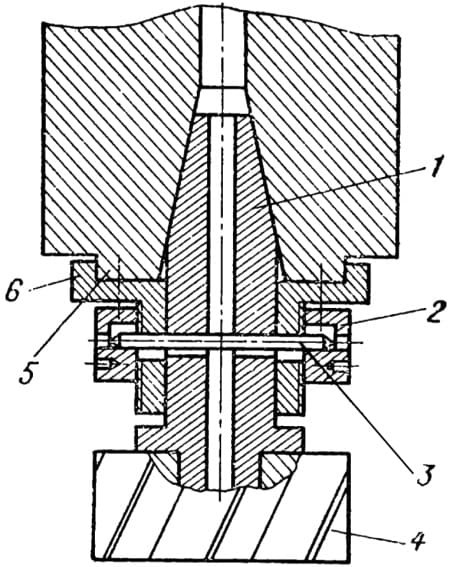
Рис. 11. Схема крепления фрезы с помощью штифта
