Чтобы повысить производительность фрезерных станков с ЧПУ при обработке на поверхностей сложной формы применяют наборы и комплекты фрез.
Набором называется группа фрез, подобранных по форме и размерам и установленных на общей оправке для одновременной обработки ряда поверхностей одной или нескольких заготовок.
Комплектом называется группа самостоятельно действующих фрез, закрепляемых на разных шпинделях станка и одновременно обрабатывающих разные поверхности одной или многих заготовок, расположенных на столе стенка.
На рис. 1, а показан набор из семи фрез для обработки каретки из серого чугуна на консольном горизонтально-фрезерном станке 6Н82Г, а на рис. 1, б - два набора из трех фрез каждый для обработки направляющих станины токарного станка на двустороннем продольно-фрезерном станке (Дуплекс).инструментальных кладовых.

Рис. 1. Наборы фрез для обработки: а - каретки; б - станины токарного станка
В состав набора фрез входят:
- фрезы, комплектуемые в зависимости от формы, размеров и расположения обрабатываемых поверхностей;
- кольца, устанавливающие размерную связь между фрезами набора и служащие для закрепления фрез на оправке;
- оправка, служащая для закрепления набора фрез на станке.
Наборы фрез, представляя комбинированный инструмент, образуемый в результате соединения в единой конструкции нескольких нормальных инструментов, позволяют обрабатывать одновременно несколько поверхностей и этим значительно увеличивать производительность труда по сравнению с нормальным инструментом.
Применение наборов фрез дает следующие преимущества:
- Сокращается время обработки и повышается производительность труда в результате сокращения числа операций и переходов при одновременной обработке нескольких поверхностей.
- В результате одновременной обработки ряда поверхностей детали с одной установки увеличивается точность взаимного расположения поверхностей и осевых размеров, обеспечивается стабильное качество деталей и их взаимозаменяемость, что особенно важно при серийном и массовом характере производства.
- Создается возможность обработки деталей, состоящих из сложных и широких профилей.
- Улучшается использование станка по мощности и сокращается количество необходимого оборудования на данную программу деталей.
Вследствие этих преимуществ наборы фрез применяют во всех отраслях машиностроения для обработки самых разнообразных деталей машин.
Недостатком применения наборов является трудность комплектования при поломке одной фрезы и сложность заточки наборов, включающих фасонные фрезы.
Наиболее эффективно применяют наборы фрез в среднем и точном машиностроении, а также в приборостроении, где характерно наличие большого числа мелких и точных деталей с большим количеством сопрягаемых поверхностей прямолинейного и фасонного профилей. В этих отраслях машиностроения объем фрезерных работ бывает весьма большим, достигая 20% от общего объема обработки резанием.
Выдающиеся достижения и почти все производственные рекорды лучших фрезеровщиков основаны на прогрессивном принципе одновременной обработки нескольких поверхностей у нескольких деталей. Это достигается совместным применением наборов фрез и многоместных приспособлений.
На рис. 2 показано фрезерование набором из девяти фрез трех деталей в многоместном приспособлении (см. рис. 2).
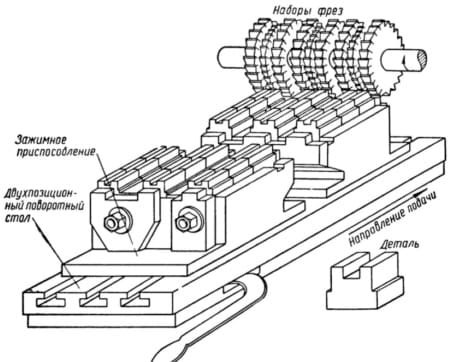
Рис. 2. Фрезерование набором фрез в многоместном приспособлении
Сочетание наборов твердосплавных фрез с применением многоместных приспособлений для закрепления деталей создает все предпосылки для построения рациональной технологии фрезерных операций.
На рис. 3 изображен набор твердосплавных фрез для обработки щек и прорези вилки. Набор состоит из двух дисковых двусторонних фрез 6 и 9 (правой и левой), обрабатывающих щеки, и одной дисковой трехсторонней фрезы 8 шириной 12, 15 мм для обработки паза. В набор входят оправка 1, промежуточные кольца 2, 4, 5, 7, 10 и 12 различной ширины и два массивных маховика 3 и 11. Наличие маховиков на оправке снижает неравномерность вращения шпинделя, смягчает удары в звеньях привода и тем самым предохраняет твердосплавные пластины от выкрашивания.
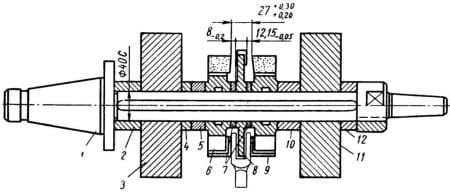
Рис. 3. Набор твердосплавных фрез для обработки щек и прорези вилки
Использование рассмотренного набора для фрезерования вилки позволило сократить время на выполнение операции. В таблице на рис. 4 дано сопоставление режимов резания при работе обычным и твердосплавным набором фрез. Значительная глубина резания t=33 мм и большая ширина паза B=12 мм не допускают работы с большими подачами. Однако даже при подаче на зуб, равной 0,03 мм, как видно из рис. 4, основное время сократилось в 4 раза, а полное время обработки - почти в 2 раза.
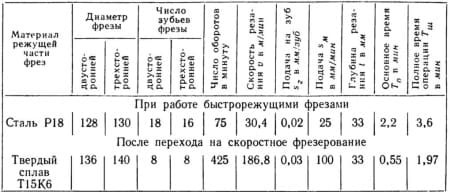
Рис. 4. Сравнительная характеристика режимов резания при фрезерований вилки
На рис. 5 показана схема обработки набором из четырех дисковых сборных твердосплавных фрез проушины в детали, изготовленной из конструкционной легированной стали с σв=120 кГ/мм2.
Режим резания: v=130 м/мин, Sz=0,07 мм/зуб, t=90 мм, припуск на обработку 4 мм на сторону. Время обработки составляет 45 сек. До внедрения твердосплавного набора фрез эта деталь обрабатывалась быстрорежущими фрезами с затратой времени 5,5 мин.
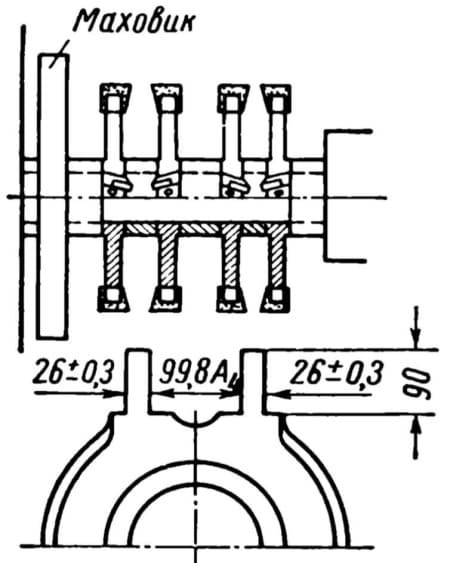
Рис. 5. Схема фрезерования двойной проушины набором из четырех твердосплавных дисковых фрез
На рис. 6 показана схема одновременной обработки набором из восьми твердосплавных дисковых фрез двух проушин (состоящих каждая из паза шириной 64(+0,1) мм и двух боковых стенок) в деталях, изготовленных из конструкционной легированной стали с σв= 130 кГ/мм2. Режим фрезерования: v=100 м/мин; Sz=0,04 мм/зуб; t=100 мм; припуск на обработку 5 мм на сторону. Время обработки 1 мин.
Для повышения жесткости оправок, применяемых при скоростном фрезеровании, их необходимо делать возможно короткими и наибольшего диаметра. На Кировском заводе для всех наборов твердосплавных фрез посадочный диаметр оправки принят равным 40 мм вместо диаметра 32 мм, нормализованного на заводе для наборов быстрорежущих фрез.
Успешная эксплуатация наборов твердосплавных дисковых фрез при скоростных режимах возможна лишь при своевременной смене набора при затуплении инструмента.
Особенно следует наблюдать за износом узких дисковых фрез, фрезерующих пазы и прорези. Такие фрезы при затуплении быстро выходят из строя, а это приводит к значительным затратам времени на наладку набора.
При работе фрезами, затупленными сверх допустимых пределов, возможны также и неполадки, связанные с поломкой станка. Е. Ф. Савич, широко внедривший наборы твердосплавных фрез на Кировском заводе, рекомендует для дисковых фрез величину допустимого износа по задней поверхности hз=0,3÷0,5 мм.
Рациональная эксплуатация наборов фрез требует соблюдения определенных условий.
- Вследствие объединения ряда поверхностей для одновременной обработки набором фрез повышается использование оборудования по мощности. При этом следует иметь в виду, что Мощность и силы возрастают, однако они не должны превышать величин, допустимых для станка, во избежание аварий и поломок.
- При назначении поверхностей для одновременной обработки, расположенных на одной или нескольких деталях, надо стремиться к возможно большей компактности в их расположении, чтобы не создавать наборов с большими габаритными размерами.
- При одновременной обработке деталей с уступами необходимо избегать большой разницы в диаметрах фрез. Практически приемлемо отношение диаметра наибольшей фрезы к диаметру наименьшей, равное 1,5.
- При обработке с большими глубинами резания необходимо вводить раздельное фрезерование черновыми и чистовыми наборами, что одновременно увеличивает точность обработки.
- При обработке нежестких и легко деформируемых деталей не следует назначать фрезы с широким режущим профилем, так как при этом легко могут быть искажены размеры детали, а иногда может произойти поломка тонких деталей.
- При обработке деталей наборами фрез необходимо обеспечить более прочную конструкцию зажимных приспособлений и достаточную жесткость крепления.
- При назначении скоростей резания следует исходить из наибольшего диаметра фрезы; таким образом, фрезы с меньшими диаметрами работают при несколько заниженных режимах резания.
- При комплектовании набора в целях уменьшения его стоимости следует стремиться назначать стандартные и нормальные фрезы.
- Для обеспечения точности набора и, следовательно, точности обработки следует набор фрез устанавливать по шаблонам, комплектование выполнять с применением установочных и компенсационных колец, заточку фрез производить на постоянной рабочей оправке.
- В целях сокращения подготовительно-заключительного времени необходимо наборы фрез хранить в комплектном и исправном состоянии в инструментальных кладовых.
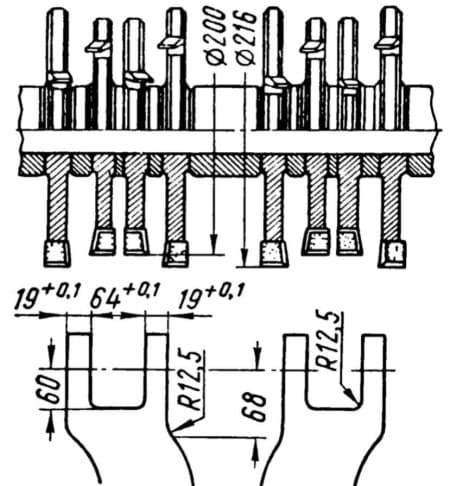
Рис. 6. Схема одновременного фрезерования двух деталей с двойной проушиной набором из восьми твердосплавных фрез
Фрезерование набором фрез
Набором фрез называют группу фрез, установленных и закрепленных на одной общей оправке для одновременной обработки нескольких поверхностей. Наборы составляют из стандартных фрез, специальных и их комбинаций (рис. 7).
Обработка плоскостей набором фрез позволяет добиваться:
- сокращения машинного времени, которое тем значительнее, чем больше фрез в наборе;
- снижения вспомогательного времени благодаря уменьшению времени настройки режущего инструмента на размер (ее производят один раз для всего набора);
- сокращения числа позиций или числа переустановок заготовок;
- упрощения процесса контроля размеров, получаемых при фрезеровании;
- более полного использования мощности электродвигателя станка;
- повышения точности размеров заготовки, получаемых в процессе фрезерования; это преимущество особенно важно при фрезеровании сложных и точных профилей, взаимосвязанных поверхностей.
Наиболее эффективно применение набора фрез в сочетании с многоместными приспособлениями, а также при непрерывном, позиционном или каком-либо другом прогрессивном методе фрезерования.
При сборке фрез и регулировке расстояний между ними используют жесткие и регулируемые кольца. Фрезы необходимо устанавливать так, чтобы осевые составляющие силы резания были направлены навстречу друг другу (рис. 7, б, в). В наборах это обеспечивается применением фрез с разным направлением канавок. При нескольких фрезах следует стремиться к такому их размещению, чтобы суммарная осевая сила была направлена на прижим оправки к шпинделю.
Существует ряд ограничений при применении набора фрез:
- Увеличение числа фрез в наборе обусловливает повышение мощности, затрачиваемой на резание. Поэтому необходимо следить за тем, чтобы затрачиваемая на резание мощность не превышала эффективную. При фрезеровании набором фрез следует отдавать предпочтение мощным и жестким станкам, используя для набора оправки возможно большего диаметра.
- Разные диаметры фрез одного набора обусловливают различные скорости главного движения резания, а следовательно, и значения периода стойкости применяемых фрез. Например, при частоте вращения 200 об/мин скорость резания для фрез 1, 2, 3 и 4, установленных на оправке 5 (рис. 7, а), составит соответственно 62,8; 37,6; 31,2 и 62,8 м/мин. Желательно, чтобы фрезы набора имели примерно одинаковую стойкость. С этой целью они оснащаются различными инструментальными материалами, обеспечивающими примерно одинаковую стойкость когда задана скорость резания.
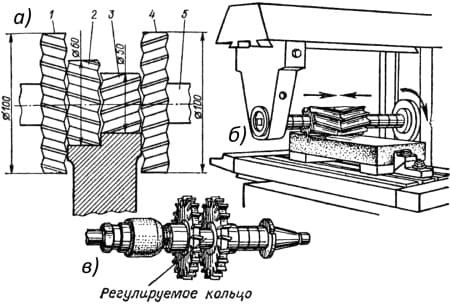
Рис. 7. Наборы фрез: а - двух цилиндрических и двух дисковых, б - двух цилиндрических, в - двух дисковых
Фасонные фрезы эффективно применять при обработке узких и длинных фасонных поверхностей (рис. 8, а). Для фрезерования широких профилей применяют наборы и комплекты фрез по металлу. Оправка с набором фрез для обработки деталей используя трех-четырехшпиндельных продольно-фрезерные станки по металлу показана на рис. 8, б. На оправке 1 закрепляют комплект фрез: 3, 4, 5, 7 и 8. Между фрезами устанавливают распорные втулки 2 и 6. Весь набор крепят гайками 9.
Диаметр и профиль фрез выбирают в соответствии с профилем обрабатываемой детали. Оправку 1 устанавливают в один горизонтальный шпиндель станка, поддерживающую оправку 11 - в другой горизонтальный шпиндель. Шлифованный цилиндрический хвостовик оправки 1 входит в бронзовую втулку 10 оправки 11. Оправка 1 получает вращение от одного шпинделя, оправка 11 - от другого шпинделя станка. Таким образом, происходит одновременное вращение всего набора. Втулка является поддерживающе-центрирующей. Вращение в ней хвостовика оправки происходит только при пуске и выключении станка.
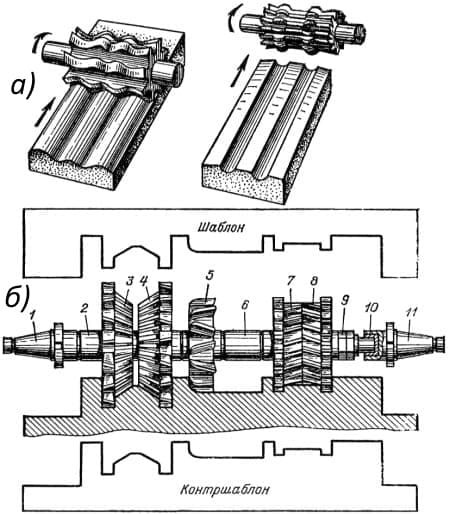
Рис. 8. Обработка фасонных поверхностей: а - фасонной фрезой; б - набором фрез
