Обеспечение безотказной работы современного станка в течение длительного времени - важная и сложная задача. Нарушение нормальной работы станка даже на короткий срок может привести к значительным материальным потерям, не говоря уже о расходах на преждевременные ремонты. Проблема обеспечения надежности и долговечности производственного оборудования вообще и металлорежущих станков в частности всегда имела особенную важность.
Понятия надежности и долговечности тесно связаны и совместно характеризуют работоспособность станка. Основными критериями работоспособности станков являются статическая и усталостная прочность; износостойкость; склонность к тепловым деформациям при колебаниях температуры; жесткость и виброустойчивость.
Оценить виброустойчивость станков, а также по критериям жесткости, теплостойкости и, отчасти, статической прочности можно на основе результатов сравнительно кратковременных испытаний; напротив, для оценки надежности и долговечности станков по износостойкости, усталостной прочности и по статической прочности в связи с динамическими перегрузками нужны длительные эксплуатационные испытания. ЭНИМСе была разработана под руководством А. С. Лапидуса методика таких эксплуатационных наблюдений за станками, которые позволяют выявить основные дефекты станка, снижающие его долговечность и надежность, установить причины отказов и повреждений, определить скорость изнашивания основных деталей и изменение точности станка в процессе эксплуатации.
Эксплуатационные исследования станков
Эксплуатационные наблюдения (исследования) проводятся специальной группой сотрудников станочной лаборатории завода. Наблюдения ведутся на крупных заводах, где имеются и эксплуатируются станки исследуемых моделей. Для наблюдений выбираются станки, работающие в наиболее типичных для них условиях. Это создает известные трудности, так как условия работы универсальных станков (вид обработки, величина и повторяемость нагрузок, обрабатываемый материал, конфигурация, жесткость заготовок и т. д.) весьма разнообразны.
Все сведения об использовании станка в период наблюдений фиксируются в специальном журнале эксплуатационных наблюдений и учитываются при обработке результатов. Для большей объективности выводов наблюдениям подвергают до 150-200 станков данной модели. С целью уменьшения затрат времени эксплуатационным испытаниям подвергаются, как правило, станки, работающие в две смены.
Чтобы выводы из результатов исследований можно было распространить на все выпускаемые станки данной модели, к эксплуатационным испытаниям следует приступать только после достаточной отработки на заводе-изготовителе технологии изготовления и сборки этих станков, т. е. при достаточно стабильном их качестве. В соответствии с планом-графиком сотрудники испытательной группы через каждые 3-4 месяца работы станков проводят наблюдения, фиксируя результаты в журнале. В промежутках между наблюдениями, проводимыми группой, учет всех неполадок (стуки, шумы, вибрации, перегревы и т. п.) и простоев в работе станка возлагается на обслуживающего данный станок рабочего, который должен быть предварительно подготовлен к ведению наблюдений.
После окончания всего цикла наблюдений полученные данные систематизируются и обрабатываются; определяется время работы станка:
Tр = Tн - Tпр - Tп.о
где Tн - номинальный фонд времени за рассматриваемый период; Tпр - время простоев станка из-за ремонтов и регулировок; Tп.о - время простоев станка по организационным причинам.
В процессе эксплуатационных исследований станков ведется учет всех отказов оборудования, приводящих к потере станком работоспособности. Утрата работоспособности может быть следствием дефектов конструкции и изготовления станка или повреждений в процессе его эксплуатации. Дефекты и повреждения могут носить случайный или систематический характер. Наибольший практический интерес представляет выявление не случайных, а систематических дефектов и повреждений станка, так как они отражают особенности конструкции, качество изготовления и сборки, условия эксплуатации.
Изучение повреждений обычно начинают с установления обстоятельств их появления. С этой целью проводят опрос персонала, устанавливают периоды (продолжительность) и режимы работы станка, тщательно осматривают поврежденные детали, особенно поверхности излома, что позволяет определить вид разрушения, получить данные об условиях нагружения и часто выявить концентраторы напряжений, обусловившие снижение прочности детали.
Основными видами повреждений деталей станков являются износ, усталостные и статические изломы, остаточные деформации. Обычно износ преобладает над остальными видами повреждений, что объясняется специфическими условиями работы металлорежущих станков: большим числом подвижных соединений, часто работающих в условиях смешанного или даже сухого трения; работой в таких условиях, когда образуется большое количество стружки, абразивной пыли и т. п. Поэтому изучению износа ответственных деталей станков при эксплуатационных наблюдениях уделяют особое внимание.
Основными видами износа являются абразивный износ и схватывание. Последнее имеет место обычно при высоких скоростях скольжения и высоком давлении, когда температура трущихся поверхностей высока, и при малых скоростях и недостаточной смазке. Чаще всего определяют так называемый линейный износ, т. е. уменьшение линейных размеров детали по нормали к трущейся поверхности. В зависимости от назначения и конкретных условий работы станка износ может быть выражен:
- через среднюю скорость изнашивания (для универсальных станков, работающих при выполнении большинства операций);
- через приведенную среднюю скорость изнашивания (для универсальных станков, работающих при сравнительно редко выполняемых операциях - нарезании резьбы и т. п.);
- через среднюю интенсивность изнашивания (для специальных станков, обрабатывающих одну определенную деталь).
Измерение износа лучше производить без разборки станка и снятия деталей. Если это невозможно, то лучше совмещать измерения с очередным ремонтом станка.
Основными методами определения величины износа при испытаниях станков являются методы микрометража и определения местного линейного износа.
Исследование станков методом микрометража
Метод микрометража более прост и основан на измерении либо изменения диаметра или другого какого-либо линейного размера детали между двумя изнашивающимися поверхностями, либо изменения расстояния от постоянной базы до исследуемой поверхности. Базой могут служить любые точные неизнашивающиеся поверхности. Средствами определения износа в первом случае могут быть микрометры, индикаторы, миниметры, приборы с индуктивными и проволочными датчиками типа щупов или бесконтактные пневматические приборы для измерения линейных размеров. Во втором случае находят применение специальные приспособления (типа индикаторных стоек) с индикаторами.
Большое влияние на точность измерения износа методом микрометража могут оказать упругие и тепловые деформации деталей, а также непостоянство точек измерения при последовательных экспериментах. При методе определения местного линейного износа на трущейся поверхности заранее делают суживающиеся углубления (лунки) определенной формы. На изменение режима трущихся поверхностей такие лунки (размеры их: глубина 50-75 мкм, длина 1,7-2 мм), нанесенные через каждые 100-200 мм, практически не оказывают никакого влияния. По изменению размеров углубления, по мере изнашивания поверхности, можно судить о величине линейного износа в данном месте.
Углубление (лунку) на поверхности трения можно сделать либо вдавливанием алмазной пирамиды (метод отпечатков), либо вырезанием при помощи вращающегося алмазного резца (метод вырезанных лунок), см. рис. 1. Второй из этих методов лучше, так как по сторонам углубления не получается вспучивания, восстановление слоев металла, деформированного при вырезании, очень мало, и это позволяет проводить измерения более точно. Для измерения износа направляющих методом вырезанных лунок институтом Машиноведения разработан специальный прибор, основными частями которого являются приспособление с алмазным резцом для вырезания лунок и оптическая система. Последняя позволяет достаточно точно определить длину лунки до и после установленного срока работы.
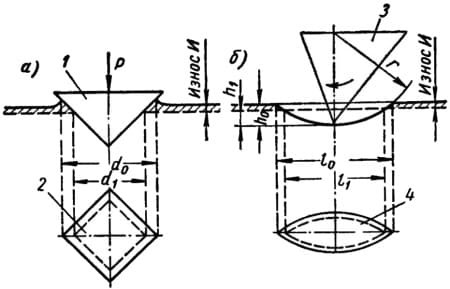
Рис. 1. Схемы определения местного линейного износа И: а - методом отпечатков; б - методом вырезанных лунок; 1 - алмазная пирамида; 2 - отпечаток; 3 - резец (трехгранная пирамида); 4 - лунка
Период наблюдений для измерения износа обычно составляет 6-18 месяцев двухсменной работы. После анализа фактических условий работы исследуемой пары трения устанавливают причины повышенного износа (если таковой имеет место) и намечают меры по его снижению.
Другой вид повреждений деталей станков - усталостные и статические изломы встречается реже, так как размеры деталей часто определяются не требованием прочности, а другими критериями работоспособности. Однако в связи с проводимыми конструктивными мероприятиями по уменьшению износа, а также в результате повышения быстроходности станков, увеличения динамических нагрузок и уменьшения излишнего запаса прочности значение этих видов повреждений в настоящее время возрастает.
Признаками усталостного разрушения служат характерные зоны на поверхности излома: очаг разрушения с одним или несколькими фокусами излома, зона усталостного развития и зона «долома», а также определенный срок службы детали до разрушения. Определенные правила, в частности схема строения усталостных изломов (по И. А. Одингу), позволяют по виду излома установить вид нагружения, величину нагрузки, размер и вид концентратора напряжений.
После определения вида разрушения и обстоятельств поломки переходят к определению причин разрушений. ЭНИМС предлагает условно разделять все причины на конструкционные, технологические и эксплуатационные. Дать какие-либо общие рекомендации для надежного определения истинных причин разрушения пока еще невозможно. Причины одинакового повреждения одинаковых деталей могут быть различны. Поэтому ЭНИМС в своих работах приводит ряд характерных примеров повреждений с указанием их причин.
Вот некоторые из них.
Ошибки конструктора
- неправильное назначение допусков приводит к заклиниванию и поломке зубчатых колес шпиндельных передач токарных станков 1К62 из-за отсутствия достаточного бокового зазора;
- поломки зубчатых колес и скручивание валов в коробках скоростей станков 1624М, 163, 6Н13П и 6Н13ПБ при торможении на верхних ступенях чисел оборотов шпинделя из-за размещения тормоза в начале цепи главного движения, наличия больших инерционных масс и т. д.;
- повреждения подшипников и зубчатых колес из-за возможности работы станка, когда смазка не подается (недостатки блокировки) - станки 1283, 1285 и др.;
- неучет возникновения значительных динамических перегрузок при переходных процессах поломки зубчатых колес, валов, шпонок в приводе главного движения станков 6Н12, 6Н13, 164, 165;
- повышенный износ направляющих шлифовальных станков из-за недостаточной их защиты от абразивной пыли.
Технологические причины повреждения станков
- поломки корпусных деталей станков мод. 6Н12, 6М84Г и других из-за дефектов литья;
- поломки «по телу» зубчатых колес станков 162, 163, 165 из-за дефектов термической обработки;
- поломки зубчатых колес, валов и подшипников ряда станков из-за погрешностей механической обработки и дефектов монтажа.
Эксплуатационные причины повреждения станков
- поломки при переключении скоростей на быстром ходу или при резком торможении путем включения обратного хода;
- поломки при наезжании суппорта на переднюю или заднюю бабки из-за неправильной расстановки упоров или по недосмотру оператора;
- поломки из-за превышения допустимых режимов резания;
- поломки из-за эксплуатации станка в условиях, не соответствующих его назначению, например, при использовании универсального станка как операционного, на постоянном тяжелом режиме работы;
- повышенный износ деталей станка из-за плохой работы системы смазки (нерегулярные смена масла и продувка смазочной системы).
Выяснение и систематизация причин повреждений станков в процессе эксплуатационных исследований позволяют разработать по всем трем группам мероприятия, направленные на повышение их надежности и долговечности. В числе этих мероприятий устранение непосредственного контакта трущихся поверхностей путем широкого использования гидро- и аэростатических и гидродинамических опор и направляющих; уменьшение удельных давлений в сопряжениях; применение в ответственных узлах станков направляющих качения (см. Направляющие качения для станков) и шариковых гаек, в которых трение скольжения заменено трением качения; создание самоустанавливающихся многовкладышных подшипников скольжения, надежно работающих (из-за отсутствия кромочных давлений) в условиях жидкостного трения; применение зубьев бочкообразной формы и механизмов безударного переключения для часто переключаемых зубчатых колес коробок скоростей, что сильно уменьшает наиболее распространенный вид повреждения этих колес - износ торцов зубьев; применение механизмов с автоматической компенсацией износа; применение достаточно совершенной системы смазки и т. п.
Очень большое влияние на износостойкость и усталостную прочность деталей оказывают качество поверхностного слоя, его физико-химические свойства и микрогеометрия. В настоящее время для повышения износостойкости и усталостной прочности деталей широко применяют поверхностную закалку (газопламенную или ТВЧ) и химико-термическую обработку, в процессе которой происходит насыщение поверхностных слоев детали углеродом (цементация), азотом (азотирование), хромом (хромирование), одновременно углеродом и азотом (цианирование) и т. д.
Поверхностного упрочнения можно добиться также обкатыванием поверхности роликами, дробеструйным наклепом, электроискровым методом, нанесением на поверхность детали гальванического (чаще всего хромового) покрытия.
Для создания качественных конструкций станков необходимо располагать, наряду с другими важнейшими данными, сведениями об эксплуатационных нагрузках их величине и характере изменения во времени. Знание фактических нагрузок, особенно универсальных станков, для которых характерны переменные режимы работы, позволяет создавать надежные конструкции без излишних запасов прочности, утяжеляющих станок и увеличивающих его габариты.
Изучение фактических нагрузок на основе эксплуатационных наблюдений проводилось в ЭНИМСе, начиная с 1957 г. На ряде станков наиболее распространенных моделей в течение более или менее длительного времени (от нескольких часов до нескольких недель) в процессе их нормальной эксплуатации регистрировалось специальными самопишущими приборами суммарное время работы в каждом интервале значений мощности, потребляемой электродвигателем, и чисел оборотов в минуту шпинделя.
Значения крутящих моментов определялись расчетами по мощности и соответствующему ей числу оборотов. Изучение обобщенных данных, полученных для разных моделей станков и разных условий эксплуатации, о распределении времени работы при различных значениях мощности на шпинделе универсальных токарных и фрезерных станков показало, что около 80% времени их работы происходит при использовании менее четверти номинальной мощности Nном, около 90% при мощностях, меньших половины Nном и лишь 1-2% при значениях мощности, превышающих Nном (рис. 2). Среднее по времени значение используемой мощности составляет (0,18÷0,2)Nном.
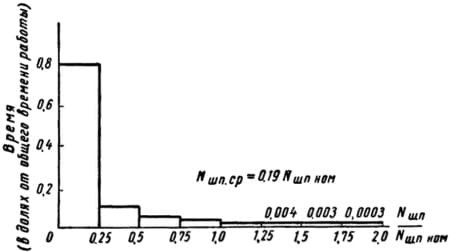
Рис. 2. График распределения времени работы при различных значениях мощности на шпинделе для универсальных токарных и фрезерных станков (обобщенные статистические данные)
Использование скоростных возможностей станков характеризуется отношением n ср/n max. По результатам эксплуатационных наблюдений это отношение для токарных станков 1Д62М, 1Д63 и 1А62 достигает 0,45-0,6; для станка 1К62-0,2-0,25, а для фрезерных станков 6Н12, 6Н82, 6Н13 и 6Н83 всего лишь 0,15-0,2. Средние обобщенные данные о распределении крутящих моментов по времени работы станков примерно аналогичны данным распределения использования по мощности. Наибольшие значения моментов, зарегистрированные на шпинделе токарных и фрезерных станков указанных выше моделей, достигают ~ 500 нм, что для токарных станков в 1,5-2,5 раза меньше паспортных значений максимальных моментов, допускаемых прочностью слабого звена.
Полученные графики типа, показанного на рис. 2, позволили при помощи корреляционных уравнений определить плавный закон, отражающий статистическую зависимость времени или числа циклов нагружения от значений нагрузки. На рис. 3 приведены графики корреляционных уравнений для двух групп токарных станков.
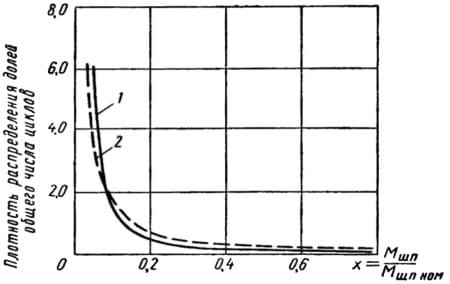
Рис. 3. Графики корреляционных уравнений: 1 - для токарных станков по обобщенным данным; 2 - для токарных станков, занятых черновой обработкой
Результаты изучения эксплуатационных режимов нагружения универсальных станков представляют весьма ценный материал, так как позволяют уточнить принятые значения расчетных нагрузок станков. Знание эксплуатационных режимов нагружения необходимо и при экспериментальном изучении работоспособности деталей станков.
Как уже было указано, одной из из причин выхода из строя деталей привода станков являются их поломки от циклических нагрузок в результате развития усталостных трещин. В связи со сложностью явлений, возникающих в системе привода, можно достаточно точно и быстро оценить надежность и долговечность деталей в этом случае, если одновременно с расчетами и относительно длительными эксплуатационными наблюдениями проводить ускоренные стендовые испытания.
Методика таких испытаний была разработана в ЭНИМСе Р. М. Пратусевичем. Для приближения условий работы деталей к реальным производственным условиям привод станка испытывался в сборе и при программном нагружении (для станков, выпускаемых крупными сериями). Для сокращения длительности стендовых испытаний привода на выносливость проводилось форсирование по величине нагрузки, а не по частоте ее приложения (что обусловлено зависимостью между величиной нагрузки Q и числом циклов Nц ее действия до разрушения.
Увеличение нагрузки задавалось таким образом, чтобы максимальные напряжения, возникающие в слабых звеньях, не превышали предела текучести материала деталей, т. е. примерно в 2-3 раза выше расчетного (номинального) напряжения.
Программа нагружения разрабатывалась в соответствии с данными об эксплуатационных режимах нагружения универсальных станков. В частности, для коробок скоростей универсальных токарных и фрезерных станков средних размеров эта программа составлялась в соответствии с уравнением y = c / x3/2 характеризующим (см. рис. 3) режим нагружения при тяжелых условиях работы. Длительность периода изменения нагрузки принималась равной примерно 5 мин (рис. 4). Скоростные режимы работы при испытаниях также устанавливались в соответствии с фактическими данными эксплуатационных наблюдений так, чтобы до разрушения слабого звена произошло большое число переключений скоростей коробки.
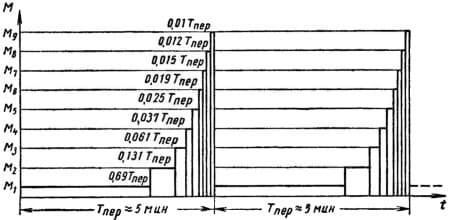
Рис. 4. Программа периодического изменения нагрузок на входном валу стенда
Для проведения испытаний коробок скоростей универсальных станков (см. Коробка скоростей станка) на форсированной нагрузке по приведенной методике в ЭНИМСе был разработан стенд, в котором используется схема с разомкнутым силовым потоком (рис. 5). Стенд состоит из асинхронного электродвигателя 1, приводящего через клиноременную передачу 2 две одинаковые серийные коробки скоростей 3 и 5, связанные муфтой 4. На выходе стенда находится генератор 6, создающий на валу тормозной крутящий момент (величина момента выбиралась с таким расчетом, чтобы нагрузка на слабое звено привода оказалась в 2-3 раза больше номинального значения в условиях эксплуатации). При включении в обеих коробках одинаковых комбинаций передач при любом числе оборотов их шпинделей скорость вращения вала генератора не меняется. Изменения величины момента по заданной программе добивались ступенчатым изменением силы тока в цепи возбуждения генератора. Последнее осуществлялось при помощи командоаппарата 7 (типа КЭП-12УТ завода «Физприбор»), приводимого асинхронным электродвигателем. На стенде был установлен также ряд контрольно-измерительных приборов для контроля величины и характера изменения нагрузки во времени, времени работы стенда до разрушения какой-либо детали и числа циклов нагружения.
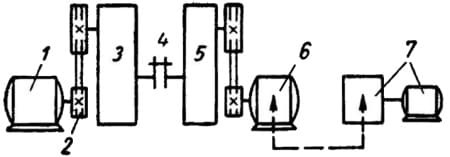
Рис. 5. Принципиальная схема стенда с программным нагружением
В результате стендовых испытаний были установлены причины технологического и конструктивного характера, снижающие долговечность ряда деталей привода.
Результаты стендовых испытаний, подтвержденные выборочными данными из практики эксплуатации станков, позволили, например, выявить дефекты термической обработки впадины и основания зуба у многих зубчатых колес, что значительно снижает их долговечность по усталостной прочности. Весьма желательно проводить подобные испытания опытных образцов станков, намеченных к серийному производству.
Опыт эксплуатации станков и эксплуатационные исследования станков показывают, что поломки деталей привода главного движения станков часто являются следствием больших динамических нагрузок, действующих в приводе при резании. В связи с этим представляют интерес исследования колебательных явлений в приводе станков. В качестве примера можно привести работу Е. И. Ривина, проведенную в ЭНИМС. Экспериментальная часть работы проводилась на базе консольно-фрезерного станка с размерами стола 1600 х 400 мм. На пяти промежуточных валах коробки скоростей этого станка при помощи проволочных датчиков, наклеенных по схеме для измерения крутящего момента (рис. 6), осциллографировали нагрузки, действующие при резании. Датчики размещали на нескольких валах коробок скоростей с тем, чтобы проследить развитие колебательных процессов по цепи и получить более надежные и полные данные о динамических нагрузках. В станке 1К62 датчики были наклеены на валу фрикциона (входном валу коробки скоростей), на шпинделе и на предшпиндельном валу. Провода от датчиков выводились через осевые сверления к торцу вала, а затем к токосъемнику.
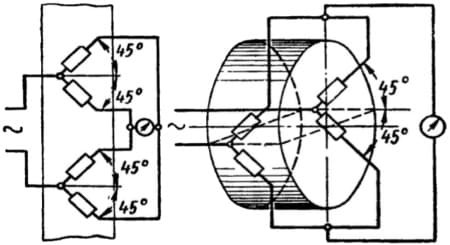
Рис. 6. Расположение проволочных датчиков на валу при измерении крутящего момента станка
Сигналы датчиков снимали при помощи токосъемных устройств, соединенных гибким валиком с торцами исследуемых валов (рис. 7).
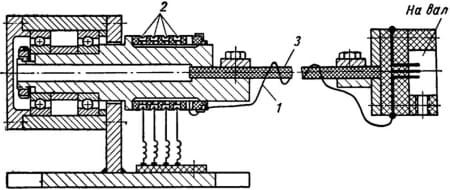
Рис. 7. Токосъемник с гибким валом (конструкции ЭНИМСа): 1 - провод; 2 - токосъемные кольца; 3 - гибкий вал
Осциллографирование показало, в частности, что в процессе фрезерования величина крутящего момента на промежуточных валах привода существенно колеблется, причем величина коэффициента неравномерности
Mmax / Мср = 1,5÷3,2.
В других исследованиях металлорежущих станков указано, что при обтачивании на токарном станке гладкой стальной болванки на черновых и чистовых режимах тот же коэффициент составлял Mmax / Мср = 1,1÷2,0. Приведенные примеры показывают, что довольно распространенное мнение об отсутствии существенных колебательных нагрузок в деталях привода станка при спокойном резании ошибочно.
Величина коэффициента неравномерности зависит от конструктивных особенностей привода станка, т. е. его динамических характеристик - собственных частот, форм колебаний, демпфирования, характера обработки, режимов работы станка, применяемого инструмента и т. д.
Очевидно, что вследствие большой величины амплитуд колебаний крутящих моментов пренебрежение этими колебаниями при проектировании станков может привести к заметному снижению их долговечности. Поэтому экспериментальное и теоретическое исследование динамических нагрузок целесообразно проводить для всех станков, выпускаемых крупными сериями.
Проведенные в ЭНИМСе исследования нескольких станков показали возможность снижения амплитуд динамических нагрузок на 30-40% при рациональном построении структурной сетки станка и проведении динамического расчета привода. Электропривод станков в результате значительно повышает свою надежность и долговечность.
Наряду с конструктивными и технологическими мероприятиями очень большое значение для повышения надежности и долговечности станков имеет рациональная эксплуатация их. Техническая подготовка рабочего- станочника, ответственность за сохранность, культура эксплуатации, уход и содержание оборудования, а также регулярное проведение всех мероприятий, предусмотренных системой ППР, необходимы для обеспечения той долговечности станка, которая заложена в его конструкции.
Приспособления для исследования параллельности деталей станка
Поверочный плоскостной инструмент для станков применяется для работы с направляющими поверхностями. Для выверки же параллельности направляющих, при исследовании станков, применяют приспособления двух видов: а) основания для крепления индикатора или микрокатора; б) приспособления с настраиваемой измерительной головкой.
Основания для крепления измерительных головок
Основания для крепления измерительных головок показаны на рис. 8. Их применяют: для проверки параллельности шпинделя направляющим станины, параллельности направляющих суппортов, при близком расположении выверяемой поверхности от базовой.
Основание с внутренним роликом (рис. 8, а), изготовляемое из чугуна, представляет собой угольник. Верхняя плоскость 2 внутреннего угла отшабрена, в боковой плоскости внутреннего угла прорезан паз 5, в который вмонтированы два ролика. Ролики крепят к угольнику с помощью винтов (на рисунке не видны). Образующие обоих роликов 3 и 4 должны лежать на одной линии (допускается неточность до 0,002 мм). Т-образный паз 1 служит для крепления индикатора. Основание используют для случаев, когда базой, от которой проверяют параллельность, служит наклонная плоскость (ласточкин хвост) и верхняя горизонтальная плоскость детали, а также, когда базой служат две взаимно перпендикулярные плоскости, из которых одна (верхняя) - горизонтальная.
Упрощенной разновидностью этого основания является основание, показанное на рис. 8, б, представляющее собой угольник, плоскости внутреннего угла которого отшабрены. Его применяют тогда, когда приходится базироваться от прямоугольных направляющих.
Если базой для выполнения выверок служит наклонная плоскость и нижняя горизонтальная плоскость детали, применяют основание под индикатор, показанное на рис. 8, в, и имеющее несколько иную конструкцию. У основания отшабрена плоскость 1. Ролики 3 и 4 обращены наружу, скос 2 выполнен так, чтобы он не мешал роликам касаться наклонной плоскости выверяемой детали.
Основание, изображенное на рис. 8, г, представляет собой призму, вместо одной плоскости которой в пазу укреплены ролики 1. Т-образный паз служит для крепления штатива индикатора. Это основание применяют в тех случаях, когда базой для проверки параллельности служат охватывающие треугольные направляющие станка.
Основание, конструкция которого изображена на рис. 8, д, является упрощенным вариантом предыдущего. Здесь угол призмы с выполняют строго по заранее заданным допускам. Угол может быть и не симметричным.
Для базирования на охватываемых треугольных направляющих служит основание, показанное на рис. 8, е. Призматический паз этого основания имеет одну отшабренную плоскость и два ролика, смонтированных на другой его плоскости. Это позволяет использовать данное основание тогда, когда угол треугольной направляющей имеет отклонение от заданной величины. Варианты этого основания изображены на рис. 8, ж и з. В последнем варианте основания предусмотрен противовес, обеспечивающий устойчивость его при перемещении (уравновешен вес штатива с индикатором, что важно при узких направляющих поверхностях).
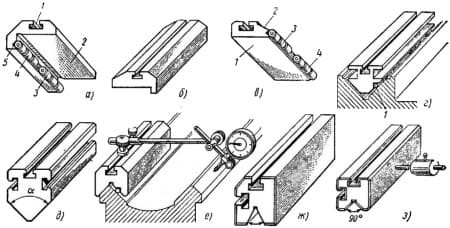
Рис. 8. Основания для крепления измерительной головки
Основаниями под индикатор, как простыми и дешевыми, пользуются при производстве выверок во всех случаях, когда это технически возможно. Приведенные основания под индикатор удерживаются на базовой поверхности собственным весом или нажатием руки работающего. Если удерживать основание рукой невозможно, его крепят с помощью скоб. При необходимости крепить основание под индикатор на наклонных, вертикальных и цилиндрических поверхностях при условии отсутствия возможности использовать дополнительное крепление, применяют стойки с магнитными основаниями (рис. 9). В такое основание встроен постоянный магнит, который включается и выключается с помощью кнопки 3. Магнит 1, перемещаясь в левое положение, оказывается в контуре стальной коробки основания и замыкается телом основания. Будучи перемещен в крайнее правое положение, он оказывается и в левой, и в правой частях основания, перерезанных латунной пластинкой 2. Поэтому магнит замыкается через материал детали, на которую основание установлено, что удерживает его на детали.
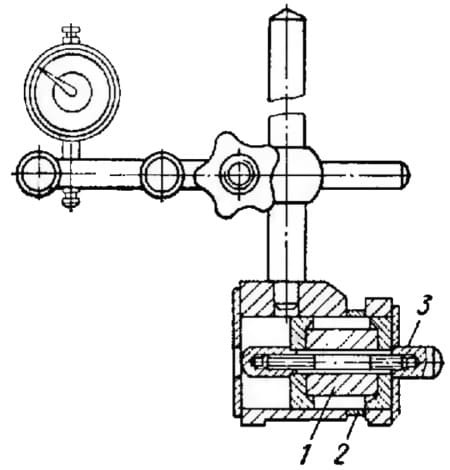
Рис. 9. Стойка с магнитным основанием
При выверках с помощью индикатора часто появляется необходимость медленного подвода мерительного стержня индикатора к выверяемой поверхности. Для этой цели применяют специальные стойки, выпускаемые промышленностью, или к обычной индикаторной стойке добавляют специальное звено 2 (рис. 10), имеющее шарнирный узел 1. Этот узел позволяет осуществлять вращением пуговки у очень медленный подвод индикатора.
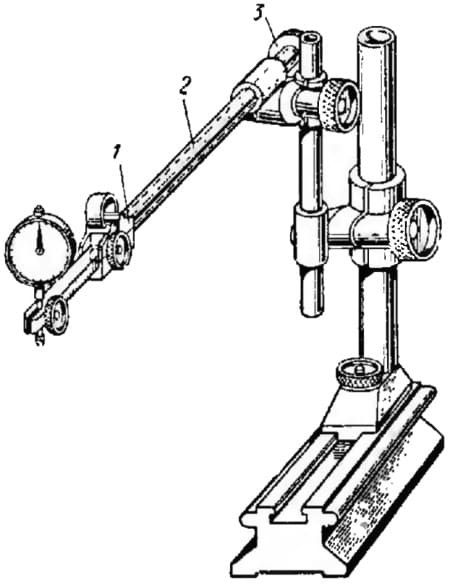
Рис. 10. Стойка с микрометрическим подводом измерительной головки
Приспособления с настраиваемой индикаторной головкой
Назначение этой группы приспособлений - облегчать исследование параллельности исправляемой (шабруемой, шлифуемой) плоскости по отношению к базовой, расположенной на таком отдалении от шабруемой плоскости, что пользование основаниями под индикатор исключается из-за недостаточной жесткости штатива индикатора.
Модификации приспособлений этого типа показаны на рис. 11.
Приспособление, изображенное на рис. 11, б, применяют для проверки плоскостей, удаленных одна от другой на расстоянии до 700 мм.
Приспособление, приведенное на рис. 11, е, предназначено для исследования плоскостей станка, отдаленных одна от другой на расстояние до 3 м. Замеры ведут методом засечек, для чего устанавливают приспособление так, чтобы шаровая поверхность конца установочного винта 15 упиралась в базовую плоскость, а головке 14 сообщают качательное движение вокруг неподвижной точки, улавливая наименьшие показания индикатора 4.
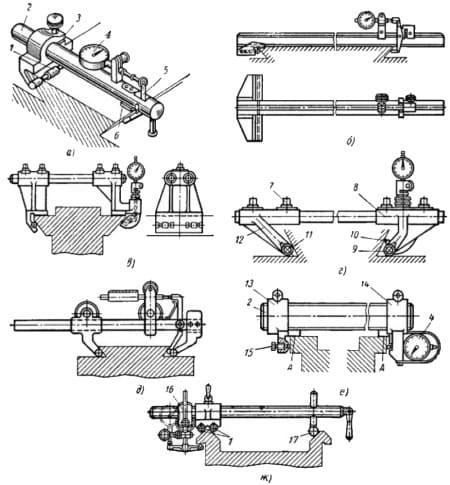
Рис. 11. Приспособления с настраиваемой индикаторной головкой: а, б, в - приспособления, базируемые на верхней плоскости; г, д - приспособления, базируемые на нижних плоскостях; е - приспособление для замера отдаленных поверхностей; ж - приспособление для проверки параллельности нижних направляющих; 1 - ролики; 2 - труба; 3 - фиксируемая головка; 4 - индикатор; 5 - рычаг; 6 - базовая пластина; 7 - винты зажима; 8 - индикаторная головка; 9 и 11 - ролики; 10 - измерительный стержень рычага; 12 - корпус головки; 13 - головка-упор; 14 - измерительная головка; 15 - винт-упор; 16 - рычажная головка; 17 - шаровая опора
Приспособления для исследования перпендикулярности деталей станка
Для проверки взаимной перпендикулярности плоскостей деталей, перпендикулярности плоскости детали по отношению к оси узла используют приспособления жесткие и с устанавливаемой плоскостью. К жестким приспособлениям относят угольники с углом 90°. При ремонте применяют плоские угольники и угольники с широким основанием. Плоские угольники промышленность выпускает 1,2 и 3-го классов точности. При ремонте используют угольники следующих размеров: 250x160, 315x200, 400x250 и 500x315 мм.
Угольники с широким основанием выпускают 0, 1, 2 и 3-го классов точности. При ремонте наиболее ходовые размеры угольников: 250x160 мм и 315x200 мм (четырех классов точности). Угольники 400x250, 500x315, 630x400, 800x500 мм выпускают только 1, 2 и 3-го классов точности. Большие угольники размеров 1250x800, 1600x1000 и 2000x1250 мм выпускают 2, 3-го класса точности.
Твердость рабочих поверхностей угольников 0, 1 и 2-го классов точности должна быть не ниже HRC 54, а угольников 3-го класса - не ниже HRC 45.
Угольник цилиндрический
Угольник цилиндрический является разновидностью угольников. Цилиндры, показанные на рис. 12, а, изготовляют из стальных труб, закаливают и доводят. ГОСТ 3749-65 предусматривает следующие размеры цилиндрических угольников: 160 мм (высота) х 90 мм (диаметр), 250 х 110 мм, 315 х 125 мм 0 и 1-го классов точности.
На рис. 12, б приведена одна из модификаций цилиндра, применяемая в тех случаях, когда нужна большая высота контрольного инструмента. Здесь длина цилиндрической поверхности 800 мм, диаметр ее 100 мм, диаметр основания 300 мм.
Цилиндрические угольники более жесткие, чем обычные, и потому устойчивее в работе. Изготовление и ремонт их прост, так как их обрабатывают и частично доводят на станках.
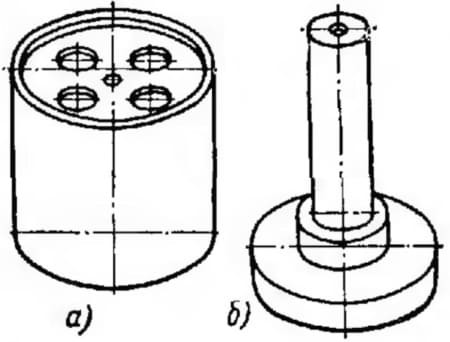
Рис. 12. Цилиндрические угольники: а - обычный; б - удлиненный
Контрольные кубы
Контрольные кубы (рис. 13) служат универсальным приспособлением для проверки взаимной перпендикулярности деталей или узлов в горизонтальной, вертикальной плоскостях или в обеих одновременно. Куб изготовлен из чугунной отливки, все его стороны тщательно отшабрены и взаимно перпендикулярны (0,005 мм на длине 300 мм). Планка 1 с роликом 2 дает возможность пользоваться кубом при необходимости ориентироваться от боковой базовой поверхности. Контрольный куб со стороной 300 мм весит около 60 кг.
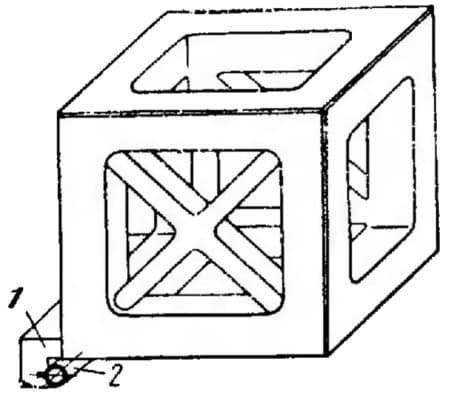
Рис. 13. Контрольный куб
Рамный угольник
Рамный угольник, показанный на рис. 14, является как бы упрощенной конструкцией контрольного куба. Рамный угольник менее универсален в сравнении с кубом, но в ряде случаев может быть использован вместо куба, угольника и цилиндрического угольника. Значительно меньший в сравнении с контрольным кубом вес и большая точность изготовления определяют область применения этого инструмента. Его используют при необходимости получить прямой угол высокой точности. Технология изготовления рамного угольника позволяет практически доводить его до любой точности. Размеры рамного угольника 350x350x50 мм, вес 9,5 кг.
Приспособления с устанавливаемой плоскостью позволяют материализовать плоскость, перпендикулярную к оси вращения шпинделя или другой детали. Это крайне упрощает выверку па перпендикулярность к оси вращения.
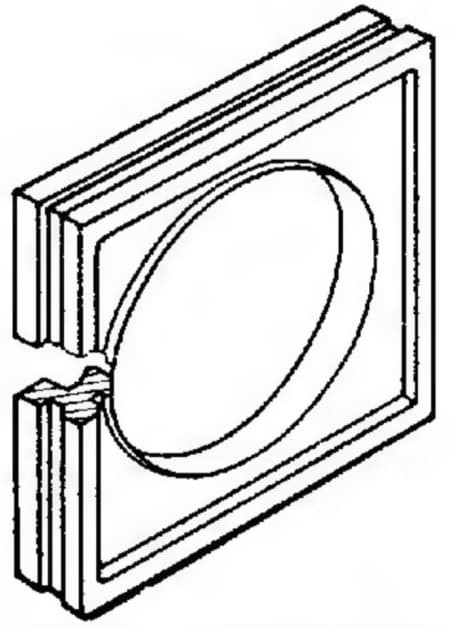
Рис. 14. Рамный угольник
Устанавливаемый диск и линейка
Устанавливаемый диск (рис. 15, а) состоит из двух алюминиевых дисков 4 и 5, соединенных между собой тремя болтами 2. В местах соединения поставлены резиновые прокладки 3. Диск 5 притягивают стяжным болтом 1 к торцу шпинделя станка. Диск 4 устанавливают по индикатору так, чтобы его контрольная плоскость была перпендикулярна оси вращения шпинделя. Для этого регулируют болтами 2 положение диска 4, так чтобы биение контрольной плоскости диска 4 не превышало 0,01 мм.
Устанавливаемые диски изготовляют различных размеров. Наибольший размер диска 335 мм (для производства замеров по диаметру 300 мм). Такой диск, изготовленный из алюминиевого сплава, весит около 14 кг.
Устанавливаемую линейку (рис. 15, б) применяют, когда предельный размер диска (300 мм) недостаточен для выполнения требующейся выверки. Линейки изготовляют длиной до 1000 мм и шириной 25 мм. Линейку крепят к шпинделю станка.
Подвижную часть линейки 6 выверяют так же, как и диск. Вес стальной линейки с рабочей плоскостью длиной 1000 мм около 9 кг.
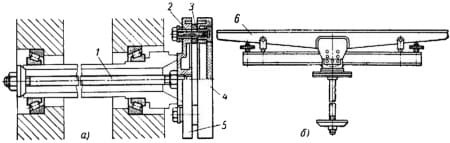
Рис. 15. Настраиваемые приспособления для проверки перпендикулярности деталей станка: а - устанавливаемый диск; б - устанавливаемая линейка
Приспособления для исследования правильности положения геометрических осей детали
Выверку положения оси шпинделя по отношению к станине или относительно других шпинделей или гнезд для крепления инструмента производят при помощи контрольных оправок: жестких и устанавливаемых.
Жесткие оправки
Жесткие оправки бывают консольными или центровыми, служащими для сверки центров или опор проверяемого станка. При наличии посадочной поверхности внутри или снаружи шпинделя пользуются консольными оправками. Одна их часть соответствует конусу шпинделя или другому посадочному месту, а вторая - контрольная представляет собой цилиндр, поверхность которого доведена до необходимого класса чистоты и точности.
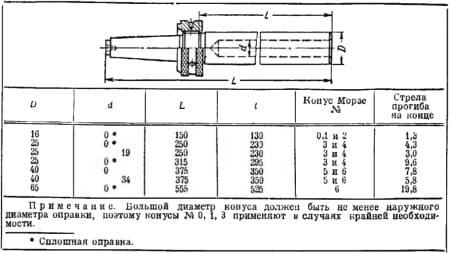
Рис. 16. Размеры (в мм) цилиндрических оправок с конусным хвостовиком и величины их прогиба в мк
Конструкции оправок, применяемых в промышленности, приведены таблицах на рис. 16 и 17. При производстве точных замеров необходимо вносить поправки, учитывающие прогиб оправок под действием собственного веса.
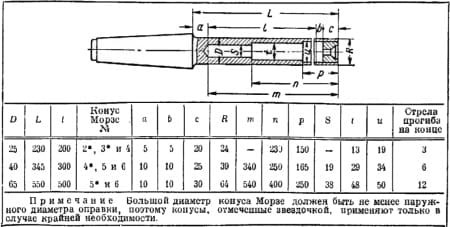
Рис. 17. Размеры (в мм) полых цилиндрических оправок с конусным хвостовиком и величины их прогиба в мк
Устанавливаемые оправки
Устанавливаемые оправки позволяют материализовать ось вращения шпинделя или другой детали. Оправки используют при невозможности базирования по посадочному месту шпинделя в связи с отсутствием такового или плохим его состоянием.
Одна из конструкций устанавливаемых оправок показана на рис. 18, а. Оправка притягивается фланцем 2 к торцу шпинделя проверяемого станка при помощи струны 1, пропущенной сквозь шпиндель. Вращая шпиндель, устанавливают с помощью болтов, соединяющих части оправки, контрольную часть 3 оправки (выверяют на биение) с точностью до 0,01 мм.
Эти оправки могут иметь и другую конструкцию. На рис. 18, б дана модификация этой оправки, предназначенная для проверки круглошлифовальных станков, не имеющих полого шпинделя. Эта оправка приспособлена для крепления на конце шпинделя шлифовального круга.
Устанавливаемая оправка может выполняться удлиненной с длинной контрольной частью до 600 мм. Контрольную часть выполняют полой для облегчения веса.
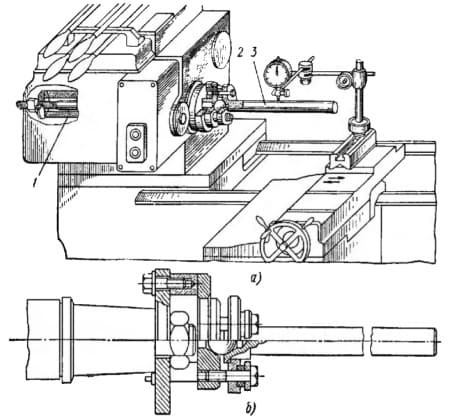
Рис. 18. Устанавливаемые оправки
Настраиваемый шарнирный штатив
Для различных выверки соосности, осуществляемых с помощью рычажного индикатора. применяют шарнирный штатив (рис. 19), который позволяет обходиться без специальных жестких оправок. Штатив имеет три шарнира. Стержень его пропускают в отверстие шпинделя проверяемого стапка, притягивая его к торцу шпинделя. Шарниры позволяют придавать индикатору нужное положение.
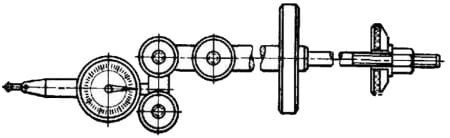
Рис. 19. Шарнирный штатив
Приспособления для проверки спиральной извернутости станин. Наличие спиральной извернутости станин нарушает точность работы станков, а для продольно-строгальных и подобных им станков является одной из основных причин задиров направляющих станин и столов.
Спиральную извернутость обнаруживают приспособлениями разной конструкции. Принцип конструирования этих приспособлений одинаков. Создают две опоры, соответствующие конфигурации направляющих. Опоры связывают линейкой, на которой крепят уровень. Одна из опор выполняется обязательно регулируемой, что позволяет придать линейке горизонтальное положение в момент начала проверки. В процессе выверки приспособление с укрепленным на нем уровнем перемещается вдоль направляющих. Уровень показывает спиральную извернутость станины.
Две конструкции таких приспособлений для станин различных конфигураций показаны на рис. 20.
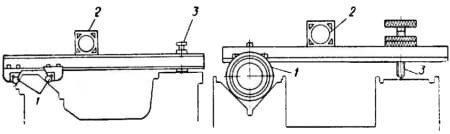
Рис. 20. Приспособление для исследования спиральной извернутости станка: 1 - ролики; 2 - уровень; 3 - регулировочный винт
Основным видом испытаний станков являются приемочные испытания. В соответствии с техническими условиями они включают испытание станков на холостом ходу и под нагрузкой, проверку точности, испытание на жесткость и виброустойчивость при резании, проверку на шум станков.
