Основным достоинством направляющих качения станков является малое трение, практически не зависящее от скорости движения, Это обеспечивает высокую чувствительность точных перемещений и равномерность медленных движений. Кроме того, направляющие качения обладают значительно более высокой долговечностью по сравнению с направляющими скольжения.
К недостаткам направляющих качения относятся их более высокая цена, необходимость весьма точной обработки рабочих поверхностей и, наконец, отставание тел качения от передвигаемого узла (рис. 1), следовательно, при проектировании направляющих качения необходимо предусматривать при больших величинах хода возврат тел качения.
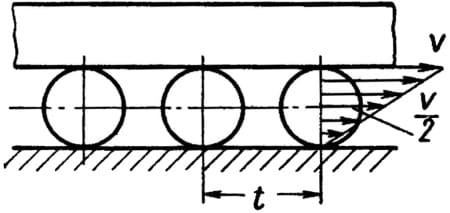
Рис. 1. Схема направляющих качения
Как и направляющие скольжения станка, направляющие качения станков могут быть открытыми и закрытыми.
Сила трения в открытых направляющих качения может быть выражена зависимостью
T=nT0+(fк/rпр)P,
где T0 - постоянная составляющая, не зависящая от нормальной силы, на одной грани направляющей; n - число граней (дорожек) направляющей; fк - коэффициент трения качения, равный ~0,001 см для стальных шлифованных и ~0,0025 см для чугунных шабреных направляющих; rпр - приведенный радиус тел качения в см; P - нормальная сила.
Для закрытых направляющих следует, кроме того, учитывать силу предварительного натяга.
На рис. 2 приведены наиболее распространенные схемы направляющих качения и формулы для подсчета тяговой силы. Первые три типа направляющих относятся к открытым, а последние три - к закрытым направляющим. Сила трения в направляющих качения обычно не превышает 10-40 н.
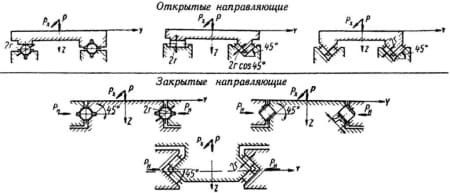
Рис. 2. Открытые и закрытые направляющие качения станков
Конструкции направляющих качения
Открытые направляющие качения с использованием шариков (рис. 3, а) или роликов (рис. 3, б) применяют обычно в тех случаях, когда основная нагрузка создается собственным весом подвижного узла и мало изменяется в процессе обработки на станке.
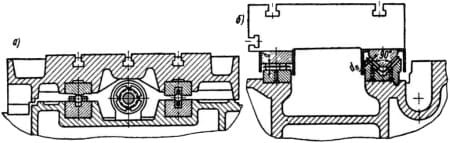
Рис. 3. Открытые направляющие качения: а - шариковые; б - роликовые
Закрытые направляющие качения (рис. 4, а, б, в) предусматривают создание натяга и обеспечивают более высокую жесткость направляющих. Натяг в этих направляющих создается клиньями или регулируемыми планками подобно тому, как в направляющих скольжения регулируются зазоры.
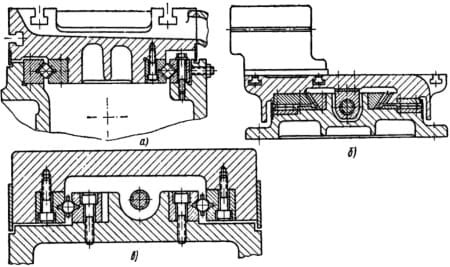
Рис. 4. Закрытые направляющие качения: а - роликовые призматические; б - роликовые в форме ласточкина хвоста; в - шариковые призматические
В целях устранения основного недостатка направляющих качения, связанного с отставанием тел качения, применяют конструкцию с возвратом шариков или роликов. В примере конструкции, представленной на рис. 5, а, шарики уложены сплошным рядом между четырьмя цилиндрическими штангами, из которых две крепятся к неподвижной станине, а две - к подвижному узлу. По концам направляющих поставлены отражатели 1, по которым шарики поступают в канал 2 возврата. Во втором примере (рис. 5, б) использованы блоки с роликами. Блоки устанавливаются по концам направляющих и обеспечивают возможность циркуляции роликов относительно тела блока.
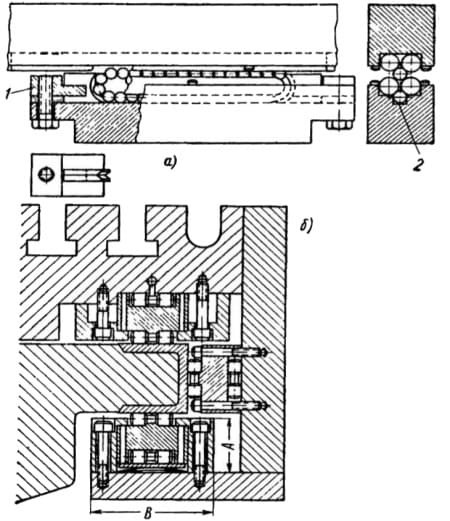
Рис. 5. Направляющие качения с возвратом тел качения
Расчет направляющих качения станка
Расчет направляющих качения станка предусматривает проверку на прочность по контактным напряжениям, а при проектировании прецизионных станков - расчет контактной жесткости.
Расчет на прочность требует предварительного определения нагрузки на наиболее нагруженный шарик или ролик. Исследования Д. Н. Решетова, Е. И. Ривина и З. М. Левиной показывают, что для этой цели можно использовать формулы расчета давлений в направляющих скольжения, т. е. определять максимальную силу сжатия тела качения как
Pmax = Pmax(tb),
где Pmax - наибольшее давление в направляющих скольжения; t - шаг тел качения (рис. 1); b - ширина направляющих.
Допустимая по условиям контактной прочности нагрузка принимается:
- для роликовых направляющих Pдоп = σк db;
- для шариковых направляющих Pдоп = σк d2.
где σк - условное напряжение, относимое к площади сечения тела качения; d - диаметр ролика или шарика; b - длина ролика.
Величина условного напряжения σк допускается для шариковых направляющих качения до 0,6 Мн/м2, при закаленных (HRC 60) стальных направляющих и до 0,02 Мн/м2 при чугунных (НВ 200) направляющих. Роликовые направляющие качения допускают напряжения 15-20 Мн/м2 - для стальных закаленных направляющих и 1,5-2 Мн/м2 - для чугунных направляющих.
Приведенный выше расчет направляющих качения станков на прочность поверхностных слоев не учитывает влияния погрешностей изготовления направляющих (отклонение от прямолинейности) и разноразмерности тел качения. Поэтому при невысокой точности изготовления направляющих, когда суммарное отклонение от прямолинейности на длине контакта - порядка 15-20 мкм и значения σк следует принимать на 20-30% меньше.
Расчет направляющих качения на жесткость состоит в определении упругих перемещений за счет контактных деформаций под действием внешней нагрузки. При этом особенно важно учитывать влияние погрешностей изготовления на характер распределения нагрузки между телами качения, поскольку эти погрешности того же порядка, что и сами упругие перемещения. На рис. 6 показано влияние неточностей направляющих качения на распределение давлений между телами качения.
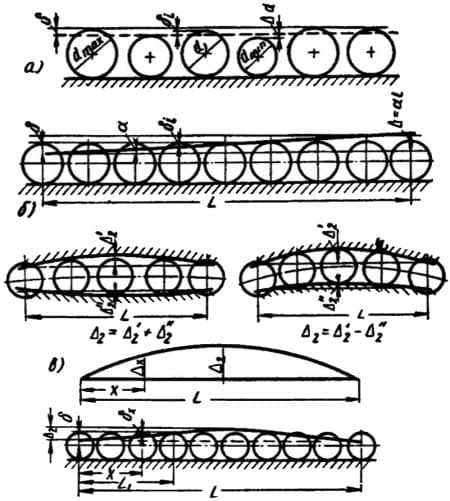
Рис. 6. Влияние погрешностей направляющих на распределение нагрузки между телами качения: а - разноразмерность тел качения; б - непараллельность направляющих; в - непрямолинейность направляющих
При техническом расчете на жесткость упругие перемещения в направляющих качения могут определяться на основе зависимостей:
- для роликовых направляющих δ=Срq;
- для шариковых направляющих δ=СшP.
Здесь δ - упругое перемещение в мкм, Ср, и Сш - коэффициенты податливости соответственно роликовых (в мкм•см/н) и шариковых (в мкм/н) направляющих, q - погонная нагрузка на единицу длины ролика в н/см, Р - нагрузка на один шарик в н. Значения коэффициентов податливости направляющих качения при нормальной точности их изготовления приведены на рис. 7.
Расчеты и экспериментальные данные свидетельствуют о том, что жесткость роликовых направляющих качения близка к жесткости направляющих скольжения, а вследствие предварительного натяга может быть и выше в 3-4 раза. Жесткость шариковых направляющих при одинаковых размерах тел качения примерно в 2-2,5 раза ниже жесткости роликовых направляющих.
Большое влияние на жесткость направляющих качения станков оказывает шероховатость их поверхности. Поэтому к качеству шабрения направляющих предъявляются высокие требования. В наиболее ответственных случаях направляющие качения прецизионных станков целесообразно притирать.
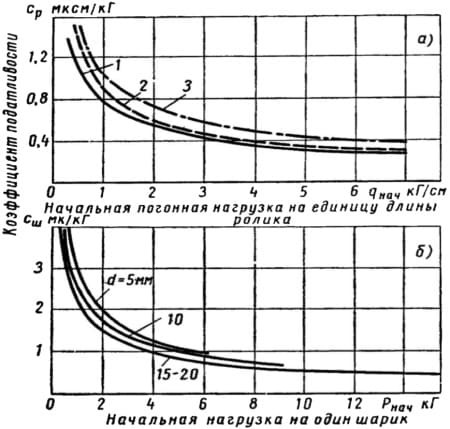
Рис. 7. Коэффициенты податливости направляющих качения: а - роликовые; б - шариковые: 1, 2 - стальные шлифованные направляющие соответственно с короткими и с длинными роликами; 3 - чугунные шабренные направляющие
Направляющие скольжения для прямолинейного движения
Конструктивные формы направляющих скольжения весьма разнообразны. Если поверхности скольжения имеют выпуклый профиль (рис. 13, а, в, д, ж), то на них плохо удерживается смазка, и поэтому направляющие такой формы чаще применяют при малых скоростях перемещения. Их преимущество - более простое изготовление, а также то, что на них не удерживается стружка. Направляющие, которые образуют в сечении внутренний профиль (рис. 13, в, г, з), более пригодны для высоких скоростей скольжения, так как хорошо удерживают смазку, однако их необходимо надежно защищать от попадания стружки и от загрязнения. Плоские (прямоугольные) направляющие (рис. 13, а) просты в изготовлении, но плохо удерживают смазку и легко засоряются. Их применяют при медленных перемещениях, например для силовых головок агрегатных станков.
Треугольные (призматические) направляющие (рис. 13, в) применяют при симметричной нагрузке и малых скоростях перемещения, например для салазок револьверной головки. V-образные направляющие (рис. 13, г), пригодны при больших скоростях, например для столов строгальных станков.

Рис. 13. Типы направляющих скольжения
В направляющих типа ласточкина хвоста (рис. 13, д, e) достаточно четырех плоскостей скольжения, чтобы воспринимать нагрузки (включая опрокидывающие моменты) всеми направляющими. Для других типов направляющих, чтобы обеспечить восприятие опрокидывающих моментов, требуются специальные планки. Однако направляющие в виде ласточкина хвоста сложны в изготовлении, имеют недостаточную жесткость, и их применяют обычно при малых скоростях перемещения и при невысоких требованиях в отношении точности, например для поперечных салазок токарных и револьверных станков (рис. 13, д), столов фрезерных станков малых и средних размеров (рис. 13, е).
Комбинированные направляющие чаще всего применяют в виде сочетания плоской и треугольной направляющих. Они упрощают конструкцию и используются в токарных, шлифовальных и других станках. Несимметричная грань направляющей выполняется в ряде случаев при наличии одностороннего действия усилия, с тем чтобы основная грань была перпендикулярна последнему. Если по станине перемещается несколько суппортов, то в конструкции направляющих должно учитываться взаимное расположение суппортов.
Иногда применяют круглые направляющие (рис. 13, ж, з), простые в изготовлении и эксплуатации. Для перемещения суппортов и столов тяжелых станков часто применяют больше двух направляющих.
Основной критерий работоспособности направляющих - их износостойкость. Они должны длительно сохранять полученную при изготовлении точность. Износостойкость направляющих зависит от многих факторов, главными из которых являются материал и вид термообработки, давление и его распределение по граням и по длине направляющих, условия работы (смазка, загрязненность и др.), характер перемещения суппорта или стола (скорость, величина хода).
Направляющие скольжения станков работают обычно в условиях малых и средних скоростей скольжения (до 1-1,5 м/с) с небольшими давлениями (обычно до 1 Па).
При выборе материала для направляющих следует учитывать, что в большинстве случаев они составляют одно целое со станинами, суппортами, столами и т. д., которые отлиты из чугуна. Для повышения износостойкости направляющих, их следует закаливать ТВЧ или другим способом. Можно также применять с этой целью метод электроискрового упрочнения твердыми сплавами.
В станках применяют также закаленные стальные направляющие из сталей 20Х и 40Х, выполняемые в виде планок, которые прикрепляются к чугунным или сварным стальным станинам.
Для увеличения срока службы направляющих универсальных станков с большим ходом суппорта следует обращать особое внимание на правильную загрузку станка и приемы работы, обеспечивающие более равномерный износ направляющих по длине. Нецелесообразно загружать станок изготовлением небольших деталей, которые можно обработать на станке меньших размеров. При больших ходах суппорта форма изношенной поверхности направляющей приближается к форме кривой распределения ходов суппорта, т. е. износ больше в тех зонах, где суппорт чаще перемещается.
Для увеличения срока службы направляющих станков с малым ходом необходимо принимать меры к тому, чтобы эпюра давлений была равномерной. Характер эпюры зависит главным образом от конструктивной формы суппорта и его направляющих. При малых ходах суппорта форма изношенных направляющих приближается к форме эпюры давлений.
Повышение износостойкости направляющих сохраняет точность и виброустойчивость станка. В практике применяют разнообразные методы повышения долговечности направляющих. Большое значение имеют правильный выбор материала направляющих, качество их смазки, конструктивные и эксплуатационные факторы. В большой степени влияют на долговечность направляющих условия эксплуатации. Предохранение направляющих от попадания на них пыли из воздуха, частиц обрабатываемого материала, абразивов повышает их износостойкость. Для защиты направляющих применяют обычные или телескопические щитки, а для шлифовальных станков, где абразив взвешен в воздухе, щитки в виде гармоники (меха). Помимо щитков, используют различного рода уплотнения, предохраняющие поверхности трения от проникновения на них загрязнений.
Направляющие качения
В станках все шире применяют направляющие качения, в которых трение скольжения заменено трением качения шариков или роликов по закаленным, направляющим (планкам) станины и стола или суппорта. В настоящее время направляющие качения имеют координатно-расточные, шлифовальные, копировальные, карусельные и другие станки, особенно станки с программным управлением. При этом значительно уменьшаются силы трения (коэффициент трения покоя для направляющих качения в 20 раз меньше, чем для направляющих скольжения), прерывистость движения, вызванная при скольжении эффектом прилипания, и износ сопряжения.
На рис. 8 показаны поперечные сечения стола с шариковыми и роликовыми направляющими качения. Тела качения, помещенные в плоский сепаратор, располагают между калеными направляющими стола и станины. При движении стола качение шариков происходит по направляющей станины, поэтому они проходят лишь половину пути, на который перемещается стол станка. Ввиду этого сепаратор с шариками делают короче стола на половину его хода. Для больших перемещений стола применяют конструкцию, в которой шарики не имеют сепаратора, при перемещении стола попадают в специальные желобки и непрерывно циркулируют по замкнутому контуру.
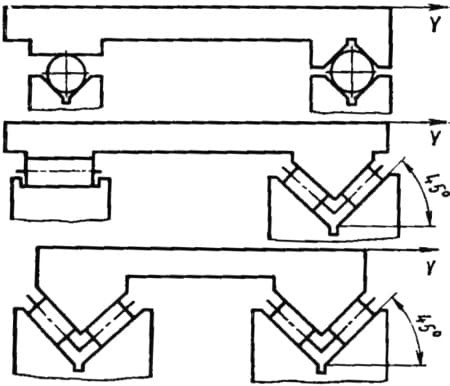
Рис. 8. Направляющие качения стола станка
Направляющие качения для планшайб выполняют в виде обычных специальных подшипников качения.
Расчет направляющих качения, как правило, производят на основании формул для контактных напряжений и деформаций по теории Герца - Беляева.
Для уменьшения износа направляющих качения допустимые напряжения, выбираемые по общим правилам, занижаются и составляют, например, для роликовых направляющих точных станков (координатно-расточных, шлифовальных) 100-150 МПа.
С точки зрения контактной жесткости направляющие скольжения и шариковые направляющие качения примерно равноценны, однако на жесткость последних большое влияние оказывает предварительный натяг. С увеличением натяга жесткость направляющих сначала резко увеличивается, а затем, по достижении определенной величины натяга, изменяется мало.
Жесткость направляющих качения лучших форм с предварительным натягом (при оптимальной его величине) может превышать жесткость направляющих скольжения в несколько раз.
Эксперименты показали, что направление качения позволяют осуществлять малые установочные перемещения с высокой точностью. При высокой жесткости привода погрешность установки характеризуется величинами порядка 0,1-0,2 мкм. При малой жесткости привода точность установки снижается.
Направляющие качения способны при весьма малом коэффициенте трения покоя и движения (не более 0,005÷0,01) обеспечивать точные перемещения и равномерность подачи. Эти достоинства позволяют достигать высокой точности и повторяемости выхода на требуемую координату, снижения мощности привода подачи. Подобный тип направляющих устанавливается на обрабатывающие центры с ЧПУ и портальные фрезерные станки. Направляющие качения представляют собой сопряжение роликовых опор с термически обработанными стальными накладными планками из высоколегированной стали, закаленной до твердости HRC, 58-60 с последующим шлифованием, которые закрепляются механически (эпоксидным клеем и болтами) на базовой детали. Чугунные направляющие поверхности используются сравнительно редко и лишь при небольших нагрузках. Формы и виды направляющих качения сходны с направляющими скольжения (рис. 9).
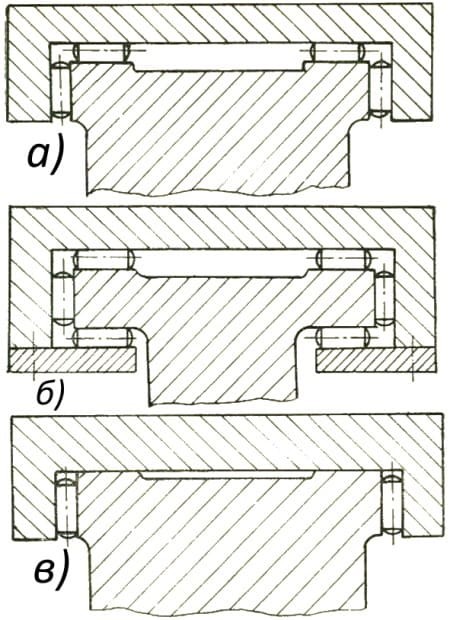
Рис. 9. Виды направляющих качения
Трение качения может создаваться при свободном прокатывании шариков или роликов между движущимися поверхностями, либо при использовании тел качения с фиксированными осями (рис. 10, а). Но наибольшее распространение получили в станках направляющие со свободным прокатыванием тел качения (рис. 10, б, в), т. к. при этом во взаимодействии участвует большее число тел качения в зоне контакта, что обеспечивает повышение жесткости и точности движения.
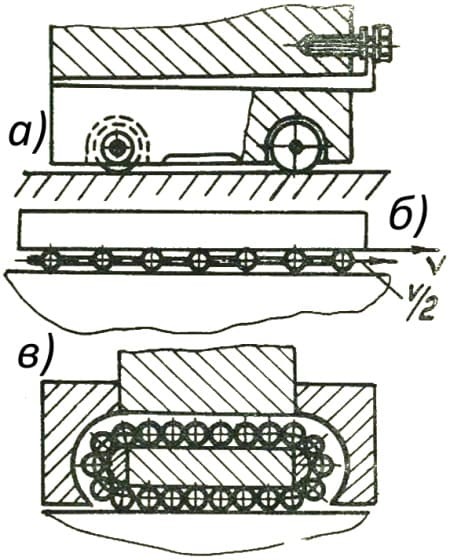
Рис. 10. Способы реализации трения качения в направляющих
Конструкции без возврата тел качения (рис. 10, б) применяют при малых перемещениях (до 1 м), т. к. тела качения (центры скоростей) в 2 раза отстают от подвижного узла. Для обеспечения равномерного размещения тел качения служит сепаратор. При большой длине хода, что характерно для большинства станков с ЧПУ, используют направляющие с циркуляцией тел качения, возвращаемых в зону контакта по каналу возврата (рис. 10, в).
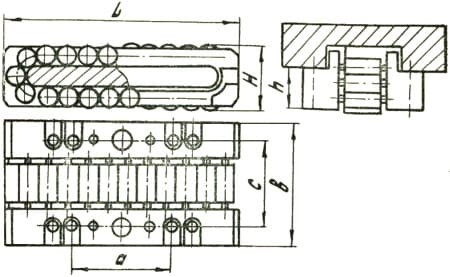
Рис. 11. Конструкция стандартного блока качения
Роликовые опоры обычно выполняют в виде стандартизованных блоков, называемых танкетками (рис. 11). Необходимым условием эксплуатации направляющих качения является настройка их с установкой определенного предварительного натяга за счет регулировочного клина (вариант I), винта с пружиной (вариант ІІ) или рычагом с пружиной (вариант ІІІ) (рис. 12).
Роликовые и шариковые опоры с циркуляцией тел качения по замкнутой траектории представляют собой отдельные узлы, своего рода подшипники качения прямолинейного движения. Такие опоры дают возможность использовать трение качения в узлах с практически неограниченной длиной хода, централизованно изготовлять их на специализированных предприятиях, улучшить защиту направляющих.
Их недостатки:
- высокая стоимость;
- сложность настройки;
- низкое демпфирование.
Для повышения жесткости, точности перемещения и демпфирования опоры качения встраиваются в направляющие с предварительным натягом.
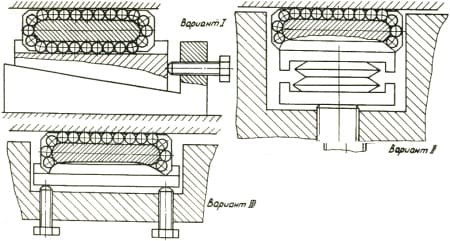
Рис. 12. Характерные варианты регулировочных устройств для создания предварительного натяга
