В прошлом, в большинстве случаев использования ЧПУ необходимо было произвести значительное количество расчетов на стадии между подготовкой программы и обработкой. Расчеты можно разделить на две группы.
- Точные расчеты, производимые для перфорирования управляющей ленты. Они содержат, например, расчленение чертежа детали на прямые и криволинейные элементы с соответствующими вычислениями или определение координат центров отверстий. Может понадобиться вычисление таких данных обработки, как скорость и глубина резания, подача при фрезеровании.
- Автоматически производимые системой управления расчеты во время ввода управляющей ленты. Эта группа особенно важна при использовании контурных систем и включает разбиение прямых и криволинейных элементов на множество малых перемещений (шагов), для того чтобы взаимосвязано и непрерывно управлять и контролировать движения исполнительных органов фрезерного станка.
В начальной стадии использования ЧПУ расчеты, отнесенные к первой группе, проводились потребителями при использовании счетных линеек и настольных вычислительных машинок. По мере развития ЧПУ эти расчеты становились все более затруднительными и в некоторых случаях становились главным фактором, определяющим экономичность установки. Стало желательным использовать некоторые виды вычислительных устройств для этих расчетов. Расчеты по второй группе во многих случаях производились вычислительной машиной специального типа - интерполятором, встраиваемым в цеховое оборудование, или, при применении систем управления, работающих от магнитной ленты, устанавливаемым вне станка. Потребитель должен был давать информацию в строго оговоренной форме. Поэтому можно было полагать, что использование расширенного типа специальной ЭВМ было бы лучшим способом проведения расчетов, указанных в первой группе. Расчеты второй группы представляют собой ограниченный тип расчетов, не зависящий в принципе от рассматриваемого объекта обработки, и это ограничение с экономической точки зрения заставляет использовать «специальную» ЭВМ, созданную для решения только этого типа расчетов. С другой стороны, расчеты первой группы зависят главным образом от детали и, следовательно, могут значительно меняться не только для различных потребителей, но также и в одной организации. Для их проведения необходим более гибкий тип ЭВМ, который представляет собой ЭВМ общего назначения. ЭВМ общего назначения способны произвести любые виды расчетов. Кроме того, что ЭВМ произведет расчеты, она также автоматически будет перфорировать управляющую ленту в форме, пригодной для использования в цехе, или выдаст магнитную ленту.
Необходимость в ЭВМ зависит от вида выполняемой работы. При позиционной обработке ЭВМ часто полезны, особенно при большем числе имеющихся отверстий и при необходимости вычисления подач и скоростей. При профильном фрезеровании любой сложности использование ЭВМ является почти необходимым, в то время как при трехмерной обработке ее применение просто необходимо.
Вокруг ЭВМ создались новые специальности, и применяющего станки с ЧПУ может беспокоить недостаток знаний, но для него нет необходимости быть специалистом в области ЭВМ.
ЭВМ и программы
Хотя детальное знание ЭВМ не требовалось при их использовании, однако надо было понимать, в каких случаях они удовлетворяют системе управления и какую информацию необходимо было в них вводить. Для этого полезно сначала рассмотреть как организуются расчеты без ЭВМ с использованием менее обученного персонала. Для успешного проведения расчетов последовательность их должна быть тщательно проработана и выдана в виде методики. Для любого оригинального расчета, однако, это должно быть сделано каждый раз. При необходимости данный расчет, готовая стандартная методика и текущие данные выдаются расчетчику (рис. 1). Расчетчик с ручкой и бумагой, счетной линейкой, настольной вычислительной машиной, математическими таблицами и т. п. изображен внутри квадрата ABCD, представляющего основную вычислительную ячейку. Но эта ячейка не может выдавать никаких результатов расчетов до тех пор, пока ей не будут заданы два элемента: методика расчета, описывающая как именно провести данный вид расчета, и исходные данные. Идея использования трех различных элементов (вычислительной ячейки, методики расчета и исходных данных) проста, но очень важна тем, что условия работы ЭВМ напоминают ту же схему. ЭВМ заменяет вычислительную ячейку, но перед тем, как она сможет выдать результаты, в нее необходимо ввести те же элементы - методику расчета и исходные данные. Первая известна как программа ЭВМ и должна быть выражена в каком-либо коде, удовлетворяющем ЭВМ. Техника написания программ ЭВМ требует знаний и практики, но применяющий ЧПУ обычно не будет этим заниматься, так как может получить соответствующие готовые программы. Однако необходимо серьезно подойти к обеспечению такой программы исходными данными. В ЧПУ эти данные в самой простой форме представлены в виде перечня размеров деталей, а в более современном виде они содержат описательный материал (такой, как CIRCLE, LINE, RADIUS) и могут фактически представлять полное описание изделия (детали) и всех операций, которые необходимо провести. По этой причине термин «программа для детали» используется вместо термина «данные» и его нельзя смешивать с термином «программа для ЭВМ».
Перед тем, как программа для ЭВМ или программа для детали могут быть введены в ЭВМ, они должны быть переписаны на перфокарты или перфоленты. Перфорирование карт или лент являлось обычной операцией, похожей на печатание на пишущей машинке. Ранее, специалист использующий ЧПУ должен был знать этот процесс, так как программы для перфокарт, перфолент и магнитных лент станков ЧПУ применяли при ручной подготовке.
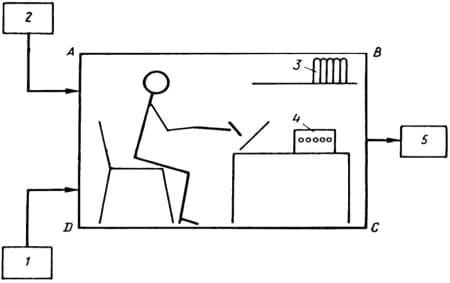
Рис. 1. Основные элементы подготовки программы для станков на перфокартах и перфолентах: 1 - исходные данные; 2 - методика проведения расчета; 3 - математические таблицы; 4 - настольная вычислительная машина; 5 - результаты
Стандартизация
Как это обычно бывает в случае быстро развивающейся отрасли, каждый создатель системы ЧПУ вносил свое новое, а это отражалось на потребителе. В Англии применяли перфокарты различных размеров, бумажную ленту разной ширины с 5, 6, 7 и 8-ю дорожками; различную гибкую пленку; магнитную ленту - все это использовали для записи передачи числовой информации, считываемой системой ЧПУ. Использовали различные буквы и не буквы для обозначения главных движений (обычно X, Y и Z). Даже движение, которое должно осуществляться по какой-либо оси на данном типе станка, может различаться в зависимости от применения той или иной системы управления. Его можно использовать при согласованном решении, например при использовании оси Z для осевого перемещения сверла в одних системах управления при движении сверла в металл как +Z, а в других как -Z.
В числовом задании скоростей, подач и т. д. и в точном определении порядка (структуры) размещения этой информации на ленте существовало столько же методов, сколько было поставщиков систем.
Стандарты EIA
В США, где станки с ЧПУ стали применять широко и давно, необходимость в стандартах была осознана и Ассоциация электронной промышленности опубликовала ряд стандартов. Большинство проданного США в Европу оборудования соответствовало этим требованиям и они были представлены международной организации по стандартизации в качестве основы рекомендаций ISO для ЧПУ.
Рекомендации ISO
В начале 1968 г. страны, участвующие в работе ISO, согласились на окончательную форму этих стандартов. Были выпущены следующие стандарты:
- ISO/R840 - код для числового программного управления станками, совместимый с рядом символом ISO.
- ISO/R841 - номенклатура движений и осей для станков с числовым управлением.
- ISO/R1057 и ISO/R1058 - изменяемая структура (формат) блока на перфорированной ленте для позиционных станков и станков с прямоугольным циклом обработки, имеющих числовое управление.
- ISO/R1059 - постоянная структура (формат) блока на перфорированной ленте для позиционных станков и станков с прямоугольным циклом обработки, имеющих числовое управление.
- ISO/R1056 - структура (формат) блока на перфорированной ленте для числового управления станками - кодирование подготовительных (функций команд) G и вспомогательных М технологических действий (функций команд).
Британские требования по стандартизации
Британский институт стандартов полностью переработал вышеприведенные рекомендации ISO с целью облегчения пользования ими, сохранив в то же время содержание текста неизменным. Соответствующие документы, которые облегчают понимание различий между принятыми структурами, предполагается выпустить как Британский стандарт «Числовое управление станками».
В этом едином документе собраны вместе все материалы, дающие возможность заказчику и изготовителю сопоставить те качества станков с ЧПУ, которые влияют на взаимозаменяемость управляющих лент для станков, выполняющих аналогичную работу. Поскольку станки с ЧПУ стали объектом международной торговли, соглашение ISO позволяет потребителю купить станок, наиболее полно соответствующий его изделиям без использования нового оборудования для перфорирования и считывания ленты или без необходимости переучивать персонал новым ручным методам программирования.
Языки подготовки программ на ЭВМ для станков с ЧПУ
Начиная с ноября 1967 г., была проведена активная международная дискуссия при участии ISO по стандартным языкам для программирования ЧПУ и по стандартной структуре выходных данных (CLDATA) из программ. Проходящие обсуждения в основном касались использования для ввода языков, аналогичных APT и данных APT3.
Тип перфорированной ленты
Лента, употребляемая для ввода информации в системы ЧПУ, основана на той же ленте, которую применяли для телесвязи и ЭВМ; так как ее всегда используют по нескольку раз, то бумажная лента явилась наиболее применяемым типом. В стандартах термин «бумага» использовали для всех применяемых лент нормального размера, даже когда материалом являлась пластмасса или металлическая лента, или комбинации бумага - пластмасса - металл.
Имеются два британских стандарта, относящихся к «бумажной» ленте. Стандарт BS3880, озаглавленный «Размеры перфорированной ленты для автоматической обработки данных», посвящен ширине ленты и относительному расположению отверстий, которые могут быть пробиты на ленте (рис. 2).
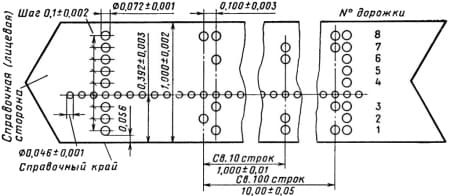
Рис. 2. Размеры стандартной восьмидорожечной ленты (даны при температуре 20±2°C и влажности 50±2%)
Стандарт BS3967, озаглавленный «Изображение закодированных символов на одном дюйме перфорированной ленты в наборах из 6 и 7 bit для взаимного обмена данными», определяет только несколько терминов. Он отсылает к стандарту BS3880, определяющему размеры и расположение отверстий, и утверждает, что справочным краем ленты является ближайший к дорожке, подающей ленту. Наблюдатель, смотрящий сверху вниз, видит справочную сторону ленты, если она выдвигается из считывающего или перфорирующего устройства по направлению к нему при положении справочного края справа. Стандарт BS3967 также указывает, что отверстие, соответствующее двоичному коду (1 bit) с наименьшим значением должно перфорироваться на первой дорожке рядом со справочным краем, а бит с наибольшим значением перфорируется на седьмой дорожке, бит для проверки четности - на восьмой дорожке (самой дальней от справочного края). Составитель ленты должен указать направление движения ленты. Средства, которыми это обеспечивается, не указаны, но удобно покупать ленту, имеющую отметки в виде стрелок на справочной стороне, показывающие направление, в котором лента должна перемещаться в перфорирующем или считывающем устройствах. Некоторые ленточные устройства имеют царапающее приспособление, автоматически проставляющее стрелку или заостренный знак в начале и в конце каждого куска ленты. Для компенсации износа ленты при намотке и сматывании нужно оставлять в качестве переднего и концевого раккордов куски ленты с нулевой перфорацией (сохраняются только отверстия для подачи ленты) длиной около 1 м на каждом конце ленты.
Отсутствуют стандарты, устанавливающие толщину ленты, ее прочность, легкость осуществления перфорации, ее абразивное действие на перфорирующие ножи, количество и тип имеющегося в ней жира, ее цвет или непрозрачность (для использования оптических считывающих устройств), но ВЅ3880 устанавливает, что в кассете должно быть не менее 280 м ленты в одном куске без соединений.
Потребитель должен все это рассмотреть и принять компромиссное решение. Например, он может обнаружить, что, с одной стороны, изготовитель перфорирующего устройства рекомендует принять тонкую, не жесткую, имеющую масло ленту, чтобы свести к минимуму износ при перфорировании, а с другой стороны, изготовитель системы ЧПУ (обеспечивая поставку оптического считывающего устройства) рекомендует к применению толстую, прочную, лишенную масла, совершенно непрозрачную ленту. Масло может загрязнить оптическую систему в считывающем устройстве, но оно может быть необходимо для смазки ножей в перфорирующем устройстве.
Существует необходимость в разработке стандартов на механические и оптические качества ленты и эта работа медленно приближается к концу. Надо будет подвергнуть испытаниям не только ряд материалов для лент, но также ряд типов перфорирующих и считывающих устройств, ни один из которых не стандартизован.
По крайней мере необходимы два типа ленты. Один тип должен легко перфорироваться и быть слегка смазанным, что особенно удобно для высокоскоростных перфорирующих устройств в ЭВМ, однако он должен быть достаточно прочным для проведения испытаний на станке и даже для изготовления небольшой партии деталей. Другой тип должен быть создан из жесткого прочного материала полностью непрозрачного и лишенного масла, т. е. удобного для изготовления управляющих лент (производственных), после того как проверка на станке первоначальной ленты прошла успешно. Исходная лента должна быть скопирована на системе реперфорирующем устройстве, пригодном для прочной бумаги или для ленты из пластмассы или металла.
При покупке управляющей системы необходимо учесть, чтобы управляющее считывающее устройство могло работать на обоих типах лент, легко перфорируемой (полупрозрачной) и более прочной непрозрачной ленте.
Код для перфорирования ленты
Было создано много станков с ЧПУ, особенно в США, с использованием кода EIA, описание которого содержится в требованиях EIA/RS244. Этот код (рис. 3) был принят для ЧПУ много лет назад. Для ручной подготовки управляющих лент он был признан вполне удовлетворительным.
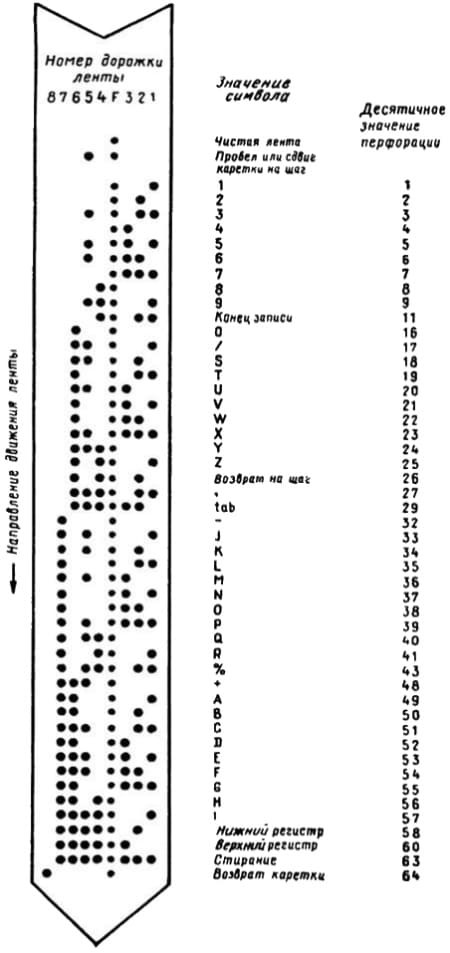
Рис. 3. Код EIA для перфорирования ленты: F - дорожка с транспортными (синхронизирующими) отверстиями. На проверочной дорожке каждой строки отверстие перфорируется, чтобы иметь в результате нечетное число отверстий в строке
В течение последних лет в США разрабатывался другой код, известный как ASCII-USASI X34-19 (Американский стандартный код для международного обмена институт стандартов СШ). Код ASCII был предложен, как это указано в его названии, для информационного обмена с помощью перфорированной ленты. Код предназначен для любых применений перфорированной ленты, а не только для ЧПУ, так что один и тот же тип оборудования, использующего перфорированную ленту, был пригоден для ЭВМ, печати, телесвязи и ЧПУ. Подробности этого кода можно найти в британском стандарте для кода 7bit или в ISO/R646. Однако для использования в ЧПУ полный код не требуется.
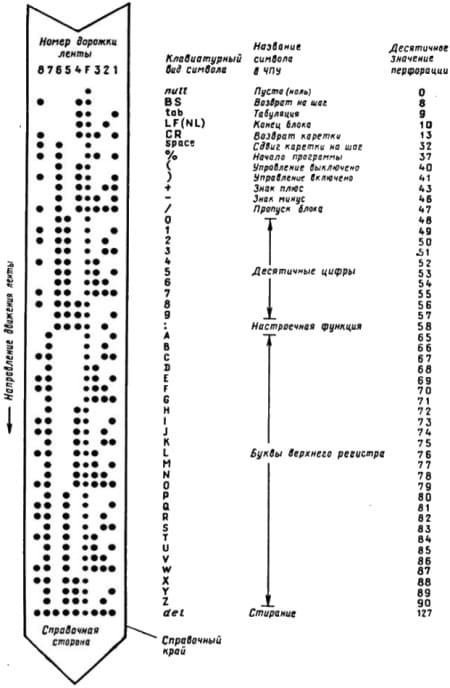
Рис. 4. Код ISO-7bit числового управления на восьмидорожечной ленте: F - дорожка с транспортными (синхронизирующими) отверстиями; дорожка 8 является дорожкой четности, на которой отверстие перфорируется при необходимости иметь в результате четное число отверстий в каждой строке
На рис. 4 показана необходимая для управляющих лент часть кода ISO, описанная ISO/R840, a на рис. 5 изображены дополнительные символы, которые необходимы для лент, несущих программу обработки деталей при ЧПУ, если для подготовки управляющей ленты нужно использовать ЭВМ. Новому потребителю ЧПУ рекомендуется требовать от поставщика использования кода ISO для ЧПУ.
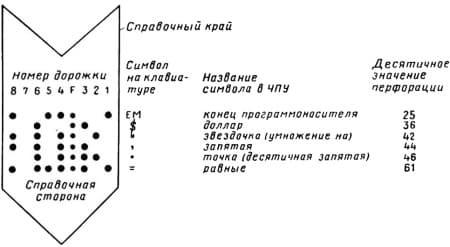
Рис. 5. Дополнительный набор символов кода ISO, необходимый для программ ЧПУ при использовании ЭВМ: F - дорожка с транспортными (синхронизирующими) отверстиями; дорожка 8 является дорожкой четности, на которой отверстие перфорируется при необходимости иметь в результате четное число отверстий в каждой строке
Печатающий перфоратор для лент
При покупке перфорационного печатающего устройства покупатель должен убедиться в том, что оно также может осуществлять отработку дополнительных символов. Это не вызовет изменения в стоимости оборудования или изменит ее немного в момент его приобретения, но зато гораздо большие средства нужно будет заплатить, чтобы добавить нужные символы при необходимости использовать его в системе, применяющей ЭВМ для программирования ЧПУ.
Минимальный комплект оборудования для подготовки ленты должен обеспечивать: перфорацию ленты и печатание копии текста (таблицы) программы клавиатурой печатающего устройства; считывание ленты и перфорацию копии ленты; считывание ленты, печатание копии текста программы и перфорирование копии ленты при необходимости; проверку на четность числа отверстий на ленте для каждого символа (строки); табулирование при перфорации и считывании кода.
Можно купить оборудование, которое будет осуществлять намного меньше функций и за меньшую сумму, но о такой экономии придется пожалеть, спустя некоторое время. Можно подготовить ленту, имея только клавиатуру и перфорирующее устройство. Однако при этом будет очень трудно проверить качество перфорации, а пропуски и повторения символов в окончательной ленте вполне возможны.
Проверка перфолент
Если перфорирующее устройство используют при ручном составлении программ, которые могут состоять из многих тысяч символов, то это же устройство для перфорации ленты должно обеспечивать возможность проверки лент. Для проверки управляющая лента после перфорирования обычным методом вводится в считывающий узел перфоратора и включается проверяющее устройство. С помощью клавишного перфорирующего устройства печатается вторая лента по первоначальной вручную написанной программе. От готовой (исходной) управляющей ленты поступает очередная кодовая комбинация и сравнивается с кодом, выдаваемым клавишей при нажатии. Если они совпадают, этот символ перфорируется на новой управляющей ленте. Если они не совпадают, система останавливается, не совершая перфорации, и появляются оба символа с ленты и клавиатуры. Оператор проверяет запись, по которой работает, решает какой из источников правильный, затем перфорирует правильный символ на управляющей ленте и продолжает контроль. При другом способе две независимо составленные управляющие ленты одновременно считываются в проверяющем устройстве, которое производит при совпадении символов перфорацию новой ленты или останавливается, если они не совпадают.
Обычно дешевле произвести проверку, чем рисковать поломкой станка и детали при испытании первой вручную подготовленной управляющей ленты. Если лента подготовлена на ЭВМ, она может быть проверена методом считывания снова в ЭВМ и сверкой с программой, имеющейся в памяти ЭВМ. Этот метод является автоматической проверкой с помощью ЭВМ.
Подготовка управляющей ленты при различных кодах
Многие потребители, приобретая станки с ЧПУ на протяжении ряда лет, имеют на своих предприятиях станки с различными системами управления, которые требуют не только использования различных кодов, но и различной ширины ленты. При использовании ручного программирования это создает дополнительные трудности, так как необходимо иметь различное оборудование для перфорации. Благодаря программированию с использованием ЭВМ постпроцессор может быть составлен для подготовки ленты при перфорации ее фактически в любом коде без дополнительного оборудования, хотя это может вызывать трудности при распечатке данных или дублировании лент.
Дополнительно к учету особенностей кодов постпроцессор обычно составляют таким образом, что он располагает информацию, подлежащую размещению в каждом блоке, в требуемой для конкретной системы управления структуре или формате. Это может повлечь за собой представление размеров с помощью установленного числа цифр, включение или изъятие предшествующего или последующего нулей и т. д. Существующие стандарты для управляющих лент, которые рассмотрены выше. Поскольку подпрограммы связаны с конкретными устройствами ЭВМ, они пишутся для каждой ЭВМ заново. Основные этапы алгоритма подготовки перфоленты являются одинаковыми для многих типов ЭВМ (рис. 6). Пример предполагает использование системы управления с кодами ISO с пятью значащими разрядами по осям X и У с ценой деления 0,025 мм без десятичной запятой с сохранением всех нулей. Различные системы кодов легко реализуются с помощью таблицы соответствия каждого кодового обозначения системы и двоично-десятичного числа.
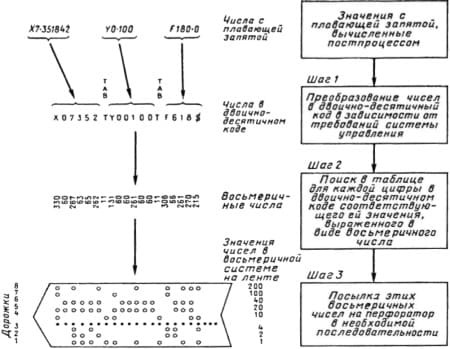
Рис. 6. Последовательность операций для перфорирования ленты
Постоянная скорость резания на токарных станках
В токарных станках обрабатываемая деталь вращается при невращающемся инструменте, движения которого ограничены перемещениями в осевом и радиальном направлениях. Такая геометрия станка приводит к тому, что скорость резания является функцией скорости вращения шпинделя и радиуса обрабатываемой детали в точке касания инструмента. Чистота обработки является функцией скорости вращения шпинделя и величины осевой или радиальной подачи инструмента. Существующие системы управления для токарных станков требуют, чтобы скорость шпинделя и величина подачи инструмента вводились в единицах измерения об/мин (rpm) и дюйм/мин (ipm) соответственно. При изменении диаметра обрабатываемой детали, например при обработке торцовых поверхностей, постоянство величин rpm и ipm приведет к изменению сечения стружки и сил резания, что приведет к ухудшению чистоты обработки. Более благоприятные условия резания в этом случае могут быть получены разделением на части прохода торцовой обработки и изменения скорости шпинделя и подачи в каждой части. Это может быть осуществлено технологом-программистом, составляющим программу обработки детали, но, очевидно, что это потребует дополнительной затраты времени с вероятностью допустить ошибки. Поэтому большинство постпроцессоров для токарных станков позволяют технологу-программисту, подготавливающему программу обработки детали, назначать скорость резания и подачу. Постпроцессор для станков с ЧПУ тогда ответственен за автоматическое разделение перемещений инструмента и вычисление скоростей шпинделя и соответствующих величин подач.
Когда требуются постоянная глубина резания и хорошая чистота поверхности, необходимо тщательно подбирать комбинацию SFM и IPR. Осуществление этой функции в постпроцессорах усложняется разнообразием имеющихся средств управления скоростью шпинделя. Некоторые токарные станки с ЧПУ, использующие в главном приводе гидромоторы, имеют бесступенчатое регулирование скоростей шпинделя во всем диапазоне скоростей и позволяют назначение конкретной величины скорости шпинделя SFM на управляющей ленте. В передних бабках других конструкций имеются шестеренные коробки скоростей, обеспечивающие дискретное изменение скоростей, а также существуют другие конструкции, представляющие собой комбинацию этих двух типов и обеспечивающие получение перекрывающих друг друга диапазонов с бесступенчато регулируемыми скоростями.
Для шпиндельной бабки с бесступенчатым регулированием скорости постпроцессор наиболее просто решает программирование постоянной скорости разделением радиального перемещения на любое число частей. Единственным ограничением, налагаемым на число частей, является условие, что время необходимое для осуществления подачи инструмента на каждой части, должно быть больше, чем время считывания каждого последующего блока управляющей ленты.
Не столь проста в использовании зубчатая коробка скоростей станка. Могут быть вычислены положения переключения по радиальному пути инструмента, которые дадут изменения от одной дискретной скорости к следующей, и это создает последовательные ряды приближенно одинаковых режимов резания. Однако каждое переключение скорости шпинделя обычно будет сопровождаться отсутствием его движения для обеспечения этого изменения. В результате это приведет к пониженной чистоте обработки, а при обработке некоторых материалов может также вызвать затупление режущей кромки инструмента. Если это плохое качество обработки не будет приемлемо для чистовой обработки, то оно будет приемлемо для черновой обработки с обеспечением максимальной производительности. В этой ситуации возможны два метода построения постпроцессора. Первый метод даст возможность технологу-программисту выбирать величины RPM, IPM в тех случаях, когда важным является чистота поверхности, и определять величины SFM, IPR для черновых проходов. Второй метод, являющийся более удовлетворительным, заключается в указании в исходных данных величин SFM и IPR и в назначении постпроцессору безопасных моментов изменения скоростей шпинделя.
Процессор ЕХАРТ 2 позволяет задать процент отклонения относительно выбираемой процессором величины скорости SFM и выдает соответствующие записи в постпроцессор. Системы управления передней бабкой, имеющие перекрывающие друг друга диапазоны скоростей, порождают задачи такого же типа, как и приведенные выше. Если используется способ с величинами SFM, могут быть подсчитаны переходы от одного диапазона к другому, что, вероятно, опять вызовет необходимость в остановке движения. Решением этой задачи будет метод программирования обработки детали только в величинах SFM и IPR, но с использованием назначения постпроцессору моментов безопасного переключения с одного диапазона скоростей на следующий.
Преобразование геометрических параметров в многокоординатных станках
В основном вычисления ориентирования оси инструмента в дополнение к обычному вычислению траектории инструмента включает в себя процессор. При этом данные CLDATA, подготовленные процессором АРТ, содержат информацию XYZIJK в каждой записи движения, где значения XYZ являются последовательными положениями центра инструмента в системе координат детали, а значения IЈК - составляющие вектора (косинусы) оси инструмента для каждого положения.
В дополнение к обычным трехкоординатным перемещениям многокоординатные станки имеют одну или большее число угловых степеней свободы. Эти станки можно разделить на три главных типа.
- Тип A. Станки с поворотным столом и наклоняемой шпиндельной головкой, причем поворот стола и головки происходит в одной плоскости, например станок Sundstrand-Omnimil.
- Тип B. Станки с ненаклоняемой шпиндельной головкой и столом, совершающим поворот в двух перпендикулярных плоскостях, например станок компании Kearney Trecker типа Milwaukel-Matic.
- Тип C. Станки без поворотных столов со шпиндельной головкой, поворачивающейся в двух перпендикулярных плоскостях, например станок Cincinnati.
Возможны варианты станков, основанные на этих трех типах. На рис. 11, «Система координат фрезерного станка», показан станок, в котором движение пиноли шпинделя используется для получения движения по оси Z. Поскольку ось шпинделя может поворачиваться в двух плоскостях, координатная система станка не является прямоугольной, салазки W не всегда перпендикулярны к салазкам X и Y станка, но значения по оси Z получаются из выражения W cos A cos B, где A и B - углы, на которые отклоняется гильза относительно оси Z обрабатываемой детали.
Специфической задачей для станков с управлением по нескольким осям является то, что при определенных условиях имеется несколько способов получения последовательных положений инструмента. B простом варианте эта задача возникает, если последовательные положения инструмента должны быть диаметрально противоположными наружной поверхности цилиндра, закрепленного на поворотном столе. Это перемещение может быть осуществлено посредством поворота стола на 180° в положительном или в отрицательном направлениях или посредством простого движения невращающегося стола на расстояние, равное сумме диаметров цилиндра и инструмента.
CLDATA не имеют информации об образуемых поверхностях (за исключением окружностей), и поэтому данная задача решается постпроцессором в соответствии с установленным набором правил, которые технолог-программист, составляющий программу обработки детали, должен иметь в виду.
В любом из описанных выше типов станков при положении салазок Z или W перпендикулярно плоскости ХY и неизменном положении оси инструмента движения салазок будут представлять собой движения конца инструмента, т. е. значения XYZ из данных CLDATA. Однако изменение угла, определяющего положение оси инструмента или отклонение от перпендикулярного к плоскости XY направления движения салазок W, будет означать, что приращения движений салазок не соответствуют линейным перемещениям конца инструмента. Обычно в этих станках центр вращения одной или обеих поворотных осей не совпадает с режущим острием инструмента. Это требует переносного движения салазок XYZ и соответственно центров вращения поворотных осей, чтобы компенсировать любое неправильное ориентирование инструмента. На рис. 7 показано, что поворот оси инструмента был ограничен одной плоскостью, и поэтому переносное движение салазок станка xm отличается от требуемого данными CLDATA перемещения xp и будет функцией угла наклона θ и расстояния Т от конца инструмента до оси поворота.
Постпроцессоры для многокоординатных станков должны иметь возможность перевода значений XYZIJK данных CLDATA в однозначные перемещения салазок, соответствующие определенной геометрии станка.
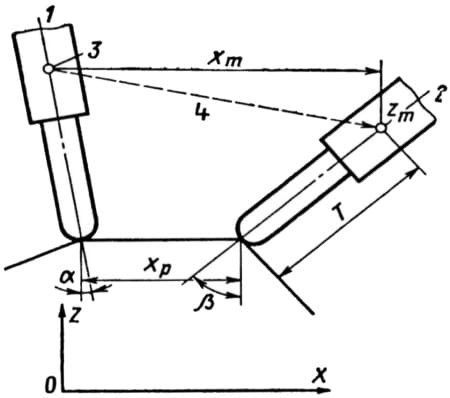
Рис. 7. Переносное движение, возникающее в результате наклона инструмента: 1 - первое положение инструмента; 2 - второе положение инструмента; 3 - ось поворота (управляемая точка); 4 - путь управляемой точки; X, Z - оси салазок; xp - перемещение согласно CLDATA; Т - длина инструмента; xm - перемещение салазок; zm - перемещение оси; xm=xp+T sinα+T sinβ; zm=T cosα-T cosβ; θ=α+β
Проблема нелинейности
В большинстве имеющихся типов многокоординатных станков оси поворота инструментов не совпадают с концом инструмента. Поэтому при необходимости поворота оси инструмента надо переместить центры вращения при одновременном вращении обеих или одной осей. Если эти поступательные и поворотные движения салазок введены в один блок управляющей ленты, то линейные и поворотные движения осуществляются в равные промежутки времени, и в результате конец инструмента движется по криволинейной траектории относительно обрабатываемой детали. Это видно на рис. 8, а, где пунктирная кривая представляет собой действительную траекторию, описываемую концом инструмента.
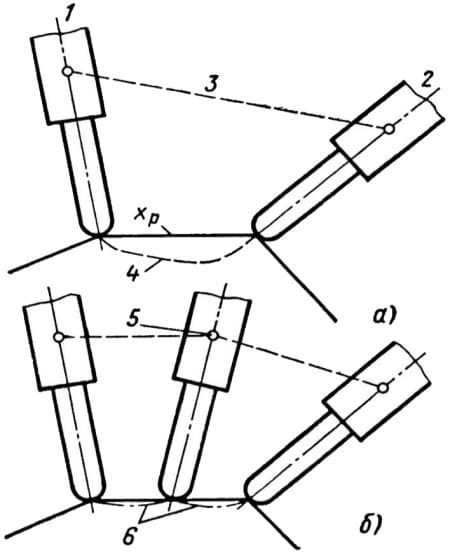
Рис. 8. Уменьшение ошибки траектории конца инструмента за счет разделения отрезков перемещения: 1 - первое положение инструмента; 2 - второе положение инструмента; 3 - путь перемещения; 4, 6 - действительная траектория конца инструмента; 5 - промежуточное положение инструмента; xp - вектор (отрезок) перемещения
Постпроцессор обязан исправлять отклонения от линейной траектории, принятой в процессоре АРТ. На практике имеющиеся постпроцессоры просто обеспечивают положение конца инструмента в полосе заданного допуска на требуемую линейную траекторию. Они осуществляют это, определяя, в каком месте будет находиться конец инструмента по координатам программы обработки детали после того, как оси станка будут повернуты на некоторую долю (обычно 50%) от общего движения по каждому вектору. Рассогласование между этим подсчитанным положением конца инструмента и требуемым положением на линейной траектории будет представлять собой определяемую ошибку. Если эта ошибка больше допуска, длина вектора уменьшается вдвое и подсчитывается ошибка в средней части первой половины вектора. Эта последовательность действий повторяется до тех пор, пока подсчитанная ошибка станет меньше, чем заданный в исходных данных допуск. Результат этой операции показан на рис. 8, б, где вектор был уменьшен вдвое, а результирующее действительное движение конца инструмента, показанное штрихпунктирной линией, находится в пределах допуска.
Из этого следует, что траектория, описываемая концом инструмента, всегда требует линеаризации. Фактически, когда кривизна траектории пути конца инструмента приближается к той траектории, которая требуется при обработке поверхности, становится возможным для постпроцессора собирать некоторое число линейных участков в один блок выхода и, используя преимущество криволинейной траектории конца инструмента, улучшать качество обработки поверхности и повышать производительность обработки. Это положение справедливо для любой поверхности движения с центром кривизны, находящемся концентрично, скажем, с центром поворотного стола, например цилиндр или конус, концентрично установленный на столе. В АРТ использованию этой оптимизирующей процедуры препятствует недостаток информации об обрабатываемых поверхностях, поступающей в постпроцессор. Постпроцессор, предполагаемый при использовании этой техники преобразований, должен будет воспроизводить исходную поверхность, руководствуясь информацией о дискретных точках в данных CLDAТА.
Установка инструмента
При использовании геометрических процессоров технолог-программист, разрабатывающий программу обработки детали, выбирает необходимый инструмент и размещает его в требуемом положении в револьверной головке или магазине на станке. Во время разработки программы обработки детали он, учитывая используемые им инструменты, может до некоторой степени оптимизировать установку и замену инструментов на головке или в магазине. В условиях автоматического выбора инструмента процессором, как например в ЕХАРТ, ни программист, ни процессор не заняты этим размещением инструмента, и поэтому выбор наиболее выгодного положения револьверной головки для каждого из отобранных инструментов осуществляет постпроцессор.
Чтобы это осуществить, необходимо составить постпроцессор с повторной обработкой данных CLTAPE: один прогон для введения в память данных о каждом из используемых инструментов и порядка их ввода в программу, а второй - для установки их наиболее целесообразным образом и завершения всех других действий, необходимых для подготовки управляющей ленты. Этот способ может оказать влияние на процессор: например, если выбрано девять инструментов для восьмипозиционной револьверной головки, то постпроцессор может выдавать команду для ручной смены последнего инструмента, однако это может быть не самым эффективным способом изготовления детали (это зависит от самой детали и размера обрабатываемой партии деталей) и может быть желательным возврат либо к подпрограмме выбора инструмента процессором или к исходным данным.
Расчеты скорости шпинделя
Определение момента изменения скорости шпинделя на токарных станках для получения постоянной скорости резания при одновременном исключении влияния остановок на качество обрабатываемой поверхности и на затупление инструмента было рассмотрено выше (постоянная скорость резания на токарных станках). В ЕХАРТ 2 эта работа делается в процессоре, который связан с информацией, относящейся к станку в виде имеющегося диапазона скоростей. Поэтому постпроцессоры ЕХАРТ соответственно проще, чем эквивалентные в АРТ. Используя ЕХАРТ 2, технолог-программист, составляющий программу обработки детали, имеет возможность определить последовательные изменения скорости в виде процентного соотношения к предшествующей окружной скорости резания, что позволяет процессору определить соответствующие величины в об/мин.
Когда технолог хочет избежать остановок, CSRAT, равное нулю процентов, заставит процессор использовать только одну скорость шпинделя на всей обработке торца.
Поскольку EХАРТ 2 точно не учитывает имеющиеся на станках скорости, его команды могут потребовать уточнения их в постпроцессоре.
Мероприятия по предотвращению столкновения
Поскольку технолог-программист, подготавливающий программу обработки детали, ответствен за выбор инструмента, можно ожидать, что при выборе режущего и вспомогательного инструментов он должен проверить, нет ли возможности столкновения инструментов с элементами станка и обрабатываемой деталью.
При автоматическом выборе инструмента из библиотеки инструментов с помощью ЭВМ эта проверка уже становится невозможной за исключением осуществления ее в конечной стадии работы ЭВМ по результатам готовой программы. Если проверка, проведенная технологом-программистом, показывает возможность столкновения, то этого можно избежать только при дополнительном вводе в ЭВМ исходных данных с некоторыми изменениями. Выходные данные этого второго ввода в ЭВМ снова необходимо будет проверить, поскольку выбор и размещение инструмента будут осуществлены с помощью ЭВМ. Привлекательной хотя и, безусловно, дорогостоящей заменой этого осуществляемого вручную вмешательства было бы включение логических решений в процессор или в постпроцессор для проверки возможности столкновения и при обнаружении этой возможности осуществление автоматического введения изменений в размещении инструментов или в последовательность обработки до тех пор, пока вся обработка детали не сможет быть успешно закончена без столкновения. Для того чтобы проверка возможности столкновения была успешной, необходимо учитывать геометрические параметры станка, всех резцедержателей, револьверных головок и приспособлений для крепления обрабатываемой детали в дополнение к геометрическим параметрам инструментов и изменяющимся геометрическим параметрам обрабатываемой детали, начиная с формы заготовки до окончательной обработки. Для того чтобы постпроцессор мог осуществить эту проверку, данные ЕХАРТ CLDATA содержат необходимую информацию о геометрии инструмента и текущей форме обрабатываемой детали. Однако такая проверка будет сложной задачей, требующей использования в больших объемах оперативной памяти и большего времени на ее выполнение, но ее выполнить проще, чем вводить автоматическое изменение установки инструмента и последовательности обработки для того, чтобы избежать обнаруженных столкновений.
Предотвращение столкновений инструментов методом выбора новых положений для инструмента, даже если оно осуществлено с соответствующими этому логическими действиями в постпроцессоре, потребовало бы полного пересчета на столкновение всей программы обработки детали в случае перестановки даже одного из инструментов.
