В прошлом было несколько наиболее популярных программ для перфокарт, перфолент и магнитных лент, например таких, как АРТ, ЕХАРТ и 2C, L. Они были предназначены для широкого применения. Но перед тем как они появились, было подготовлено много других программ. Они были разработаны для более ограниченного круга работ, т. е. для конкретной системы управления или для определенного вида операций которые выполняли станки на перфокартах, перфолентах и магнитных лентах и важны по причине того что они иллюстрируют историческое совершенствование программ и развитие ЧПУ станков. Некоторые из этих программ кратко описаны далее.
Программа AID
Одной из простейших задач в ЧПУ является вычисление координат центров отверстий, которые находятся в определенном порядке. Типовыми примерами таких задач являются окружность с равномерно расположенными на ней отверстиями, ряд отверстий, расположенных на прямой (часто равномерно), или сетка (матрица), в которой расстояния между отверстиями могут быть различными в обоих направлениях. В таких случаях важнейшие параметры способа расположения отверстий (порядок) описываются в программе обработки, и ЭВМ использует их для расчета координат каждого отверстия.
AID является типовой программой этого вида, разработанной Компанией международной вычислительной службы. Она появилась в 1966 г. и была пригодна для ЭВМ типа «Атлас». Типовые задачи для демонстрации основных черт AID приведены на рис. 1.
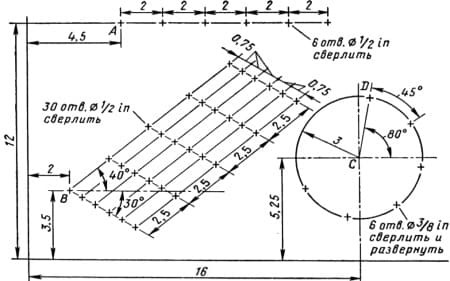
Рис. 1. Пример для программы AID
Показаны три примера: матрица, окружность и линия с шаговым расположением отверстий; в любом случае приведенные размеры достаточны для вычисления координат центра каждого отверстия. Программа AID осуществляет это, а также выдает автоматически указание, сколько и каких операций необходимо провести для каждого отверстия. Например, в зависимости от точности может потребоваться сверление отверстий на станке и развертывание некоторых из них. Для этого дается указание о выборе необходимого инструмента и числа требуемых для использования рабочих позиций на револьверной головке, а также скорости и подачи для каждой позиции револьверной головки. Могут быть выданы и дополнительные команды типа «включения охлаждения». В таблице на рис. 2, а приведена главная часть программы обработки AID, которая соответствует детали, изображенной на рис. 1, на рис. 2, б приведена вспомогательная карта, определяющая скорость и подачу для каждой позиции револьверной головки, необходимой для программы.
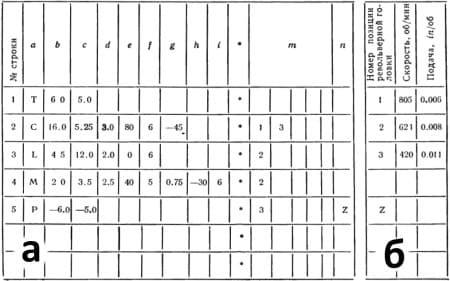
Рис. 2. Главная часть программы обработки AID (а) и вспомогательная карта (б)
Строка 1. Это фраза переноса начала координат, отмеченная буквой Т в колонке α. Во многих случаях неудобно иметь такое же начало координат для отсчета размеров на чертеже, как начало координат, установленное в системе управления станка. В последнем случае это может быть ближайший левый угол стола станка, но у детали может быть препятствие, из-за которого начало отсчета не может быть расположено в этом месте. В таких случаях необходимо приплюсовывать постоянную величину к значениям координат x и y, т. е. решать монотонную задачу, если делать это каждый раз вручную. Требование Т обеспечивает выполнение этого действия с помощью ЭВМ автоматически. В приведенном примере величина 6 должна быть приплюсована ко всем размерам x и величина 5 должна быть приплюсована ко всем размерам y на строках 2-5, что будет означать, что начало координат на чертеже по отношению к началу координат на станке будет расположено на расстоянии x = 6 и y = 5. Фраза Т остается в силе до тех пор, пока не появится другая фраза Т для других значений x и y. Этим обеспечивается возможность изменения начала координат больше чем один раз в течение программы обработки детали, что является полезным, если не все чертежные размеры даны от одного начала координат.
Строка 2. Эта фраза «круг», отмеченная индексом С в колонке α. Значения, соответствующие C, следующие: колонка b - значение координат x для точки C центра отверстия; колонка c - значение координаты y для точки C; колонка d - радиус отверстия; колонка e - угол к оси X, под которым находится первое отверстие D; колонка f - число отверстий; колонка g - угол между отверстиями (в данном случае отрицательное значение приведено потому что отсчет отверстий ведется по часовой стрелке). Колонки m, имеющие номера 1 и 3, указывают, что используются позиции 1 и 3 револьверной головки при обработке каждого из шести отверстий (позиция 1 снабжена сверлом 23/64 in, а позиция 3 - разверткой ⅜ in). Заметим, что взятые согласно началу координат на чертеже размеры будут затем изменены ЭВМ согласно предшествующей фразе Т.
Строка 3. Это фраза «линия», отмеченная буквой L в колонке α. Величины в других колонках имеют следующие значения: b и c - координаты x и y первого отверстия A; d - расстояние между отверстиями; e - угловое расположение по отношению к оси Х (нуль в этом случае); f - число отверстий. Необходимо использовать только позицию 2 револьверной головки (со сверлом ½ in).
Строка 4. Это фраза «матрица», отмеченная буквой М в колонке α. Значения в других колонках следующие: b и c - координаты x и y для отверстия B; d - расстояние между отверстиями по одному направлению матрицы; е - угловое расположение этого направления к оси X; f - число отверстий этому направлению; g, h, i - расстояние, угловое расположение и соответственно число отверстий по другому направлению матрицы. В колонке m указывается только позиция 2 револьверной головки (со сверлом ½ in).
Строка 5. Это фраза «точка», отмеченная буквой P в колонке α, и в этом случае она введена единственно для возвращения сверлильного шпинделя назад в исходное положение после окончания его работы. Цифры -6.0 и -5.0 в колонках b, c - это координаты x и y исходного положения, и нужно помнить, что фраза Т в строке 1 еще действует, так что координаты этой позиции по отношению к осям станка x = 0 и y = 0, т. е. это начало координат на станке. Соответственно программе AID необходимо повторить наибольший номер позиции револьверной головки (3), используемый в этой конечной строке. Знак Z в колонке h указывает на конец программы обработки детали.
Распечатка типовой программы управляющей ленты приведена на рис. 3. В этом случае скорость (S) и подача (F) выражены специальным тройным кодом. Позиции револьверной головки указаны после буквы Т.
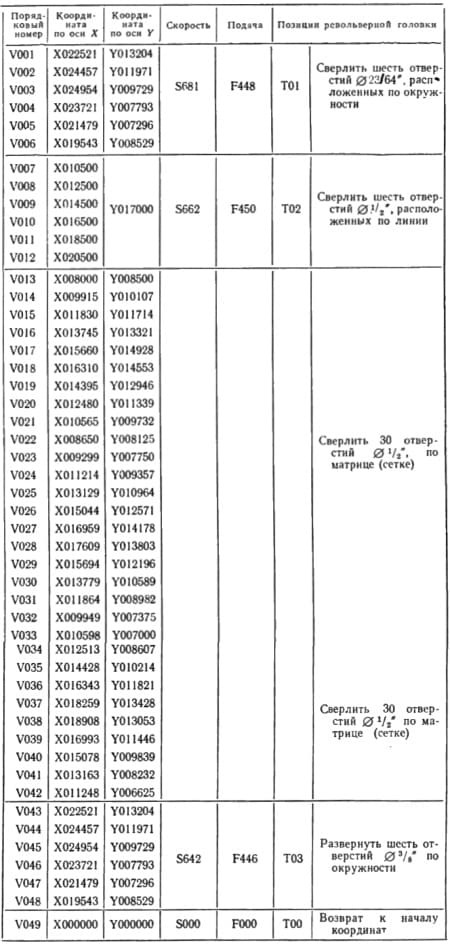
Рис. 3. Выходные данные ЭВМ для программы AID
Программа PROFILEDATA
Одним из первых применений ЧПУ в Англии было фрезерование сложных криволинейных контуров, таких как волноводы и детали для авиационной промышленности. Эти профили обычно образуются сочетанием прямых линий и дуг, дополненных иногда эмпирическими кривыми, плавными кривыми, проходящими через данную последовательность точек. При подготовке управляющей ленты для таких деталей сложным является вычисление точек пересечения и касания между различными криволинейными и прямолинейными элементами, поскольку чертеж обычно не дает явных параметров для этих точек. Кроме этого, некоторые системы требуют вычисления траектории движения центра фрезы - эквидистанты к обрабатываемому контуру, что представляет собой дополнительную задачу.
Для решения этих задач была разработана в 1962-1964 гг. программа для ЭВМ, известная под названием «PROFILEDATA», составленная отделом ЧПУ фирмы Ferranti. Это была одна из первых программ этого рода, которую постоянно дополняли, начиная с 1964 г.. Первоначально она предназначалась для ЭВМ типа «Пегас», но позже стала пригодной также для ЭВМ типа ICL 1900 и IBM 360. Применяемые системы непрерывного управления «Ferranti» снабжены специально записанной магнитной лентой. Для подготовки ленты используют специальную ЭВМ, известную как генератор кривых, она необходима после работы ЭВМ общего назначения. На рис. 4 изображена простая деталь, которая дает представление о некоторых возможностях при использовании этой программы. Кроме обычных чертежных размеров, прямые линии и окружность, образующие профиль детали, снабжены индексами S2, С5 и т. д. Точки пересечения линий также индексированы P1, P8 и т. д. При применении программы «PROFILEDATA»-программист прежде всего подготавливает геометрические данные в виде различных, имеющих индексы (названия), отрезков и затем назначает последовательность обхода контура (резания), который, в свою очередь, определяет последовательность обработки, а также выдает другую необходимую информацию, например величины подач. ЭВМ, используя геометрические данные для вычисления координат точек, вводит их в последовательность обхода и выдает управляющую ленту.
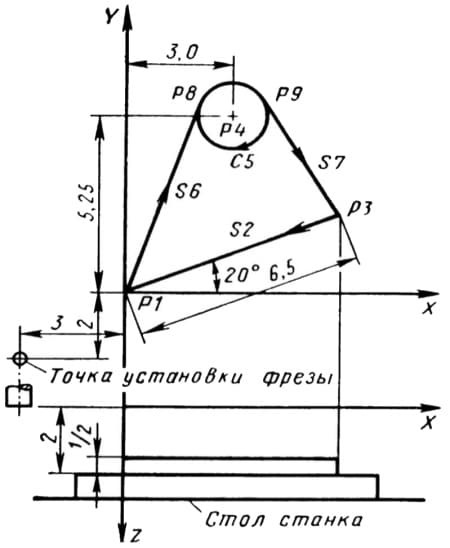
Рис. 4. Пример для программы PROFILEDATA
На рис. 5 приведены геометрические данные, а на рис. 6 - последовательность обработки детали, изображенной на рис. 4. Ниже дается объяснение каждой строки. Прежде всего должна быть установлена система координат и для удобства оси X, Y и Z выбраны так, что точка P1 имеет x = 0, y = 0, а точка z = 0 выбирается на высоте 2 in над установочной плитой. В данном частном случае - это высота, на которой устанавливается фреза в исходном положении. Геометрические данные имеют следующие значения.
Строка 1 показывает, что P1 является точкой с координатами, равными нулевым значениям по осям X и Y.
Строка 2 означает, что S2 - линия расположена под углом (в означает угол) 20° к оси X, проходит через точку Р1. Отметим, что точка P1, определенная в строке 1, в дальнейшем обозначается только как P1 без дополнительного определения.
Строка 3 означает, что Р3 - точка на прямой S2 на расстоянии (D означает расстояние) 6,5 іn от P1. В этом месте используются два ранее определенных элемента P1 и S2.
Строка 4 означает, что P4 - точка с координатами x = 3,0 in и y = 5,25 in.
Строка 5 означает, что С5 - окружность с центром P4 и радиусом 1,0 in. Заметим, что мысленно представляя целую окружность, мы знаем, что обрабатывается только ее часть. Соответствующие данные о последовательности обхода определяют, какая часть окружности будет обработана.
Строка 6 означает, что S6 - прямая, проходящая через точку P1 касательно окружности С5 (TC5).
Строка 7 означает, что S7 - прямая, касательная к С5 и проходящая через Р3.
Строка 8 означает, что P8 - точка касания линий C5 и S6.
Строка 9 означает, что P9 - точка касания линий C5 и S7.
Строка 10 END указывает на окончание геометрических данных.
Осуществление записи информации, имеющейся в чертеже, подобным способом достаточно просто. ЭВМ, используя эти данные, вычисляет координаты точек перехода. В приведенном примере использованы только немногие способы для определения точек, линий и окружностей, однако программа PROFILEDATA дает возможность программисту справиться с большинством возникающих случаев обработки. Необходимо, чтобы чертеж содержал достаточно информации для точного определения обрабатываемой детали.
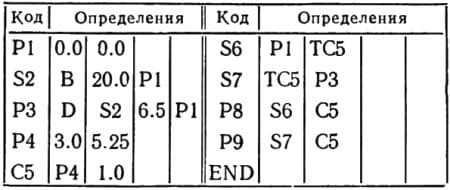
Рис. 5. Геометрические определения в программе PROFILEDATA
В исходном положении фреза должна быть установлена в какой-то позиции вне обрабатываемой детали. В нашем случае выбранная точка соответствует координатам x = -3,0 in, y = -2,0 in, z = 0,0 in. Указывается также диаметр фрезы, необходимый для вычисления величины ее смещения. Используется правосторонняя координатная система с положительным отсчетом вниз по оси Z. Последовательность обхода контура (резания) можно теперь кратко объяснить в следующем порядке (рис. 6).
Строка 1. Индекс TCL означает «центр фрезы слева» и указывает, что, когда фреза начинает обходить деталь, она движется в таком направлении, что ее центр находится слева от профиля детали. Также вводится величина смещения фрезы. RAT 30.0 означает величину подачи 30 in/мин, которую используют только для быстрого подвода инструмента к заготовке без ее касания. CХY 1 означает, что фреза должна двигаться от своего первоначального положения к точке P1 (как это было определено ранее).
Строка 2 указывает, что фреза должна двигаться вниз до размера z = 1,4 in, достаточного для начала перемещений.
Строка 3 RAT 3.0 означает изменение величины подачи до 3 in/мин для врезания в заготовку. COZ 2.010 означает вертикальное перемещение инструмента до величины 2,01 in, что соответствует положению его конца ниже уровня плоскости заготовки.
Строка 4 RAT 6.0 означает подачу при контурной обработке на 6 in/мин, а CXY 8 направляет фрезу от точки P1 к точке Р8 (по линии S6).
Строка 5 означает направление фрезы вокруг С5 к точке P9; XAY означает, что окружность расположена в плоскости XY и что перемещение осуществляется по часовой стрелке, а центр его расположен в точке Р4.
Строка 6 указывает на перемещение фрезы вдоль линии S7 до точки P3.
Строка 7 - на перемещение фрезы вдоль линии S2 до точки Р1.
Строка 8 - изменяя подачу до 30 in/мин, поднять фрезу до z = 0 (над изделием).
Строка 9 означает перемещение фрезы к x = -3,0 in и у = -2,0 in, что является исходной точкой. TCC отменяет предварительную команду TCL и подтверждает, что центр фрезы приходит в x = -3 in и y = -2 in.
Строка 10 указывает, что лентопротяжный механизм на пульте должен быть остановлен.
Строка 11 оповещает ЭВМ, что все данные введены до конца.
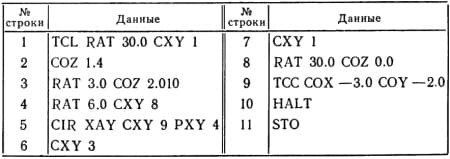
Рис. 6. Последовательность обхода обработки в программе PROFLEDATA
Программа PMT2
Существуют некоторые работы с применением ЧПУ, расчеты для которых столь сложны и длинны, что использование в этих случаях ЭВМ является необходимостью. Например, проблемы возникают, когда выполняется фрезерование плоскостей на станке, например криволинейных поверхностей, изогнутых во всех направлениях у таких деталей, как лопатки турбин или модель корпуса корабля. В этих деталях поверхности обычно определены не математическим выражением, а сеткой точек, через которые поверхность должна проходить (задаются координаты только этих точек). При обработке таких деталей с управлением по трем осям (ЗС), используется радиусная концевая фреза по металлу или фреза с шаровым концом. Ими осуществляют последовательные проходы, т. е. фрезеруют «строчками». Основными требованиями, которые определяют использование ЭВМ, являются следующие.
- Поверхность является неопределенной за исключением заданных точек. Все что известно - это требование плавного перехода между точками, для чего должен быть применен метод интерполяции, который обеспечивает довольно неопределенную степень плавности.
- Для того, чтобы получить хорошую поверхность обработки, проходы фрезы (строчки) должны близко располагаться друг к другу. Вычисление этих проходов потребует интерполяции может быть нескольких тысяч точек.
- Вычисление смещения фрезы, которое при обработке плоскости является двухмерной задачей, в этом случае уже является трехмерной. Для проведения такого расчета должна быть определена нормаль к поверхности, состоящей из большого числа точек, что является также сложной и утомительной задачей.
Одна из программ ЭВМ для такой задачи известна под индексом PTM2, ее применяют с 1962 г. Она была предложена фирмой международной вычислительной службы и предназначалась для изготовления с применением ЧПУ эталонных образцов лопаток газотурбинных двигателей. В начале была подготовлена программа для ЭВМ «Пегас». В последующие несколько лет эту программу использовали главным образом при обработке лопаток и в процессе применения в нее внесли некоторые улучшения. Позже ее использовали с применением ЭВИ типа ICL1905. Следующую ее модификацию под названием АМТ, написанную для ЭВМ «Атлас», использовали, начиная с 1968 г.; применяли с управляющими системами многих компаний.
Типовая поверхность изделия, для которого предназначена эта программа, изображена на рис. 7, причем оси расположены в изометрии. Поверхность определена числом поперечных сечений от А до D, каждое из которых определено числом точек. Сечения не обязательно должны быть плоскими и иметь одинаковое число точек. Собранные вместе сечения используют для определения поверхности, проходящей через результирующую сетку точек. Чтобы дать представления о необходимом числе проходов при обработке, укажем, что поверхность 50х75 мм потребует около 100 проходов. После каждого хода инструмент перемещается поперек детали на короткое расстояние (0,75 мм) и затем перемещается в противоположном направлении, осуществляя проход, который снова параллелен плоскости XZ. Этот процесс начинается на одной стороне детали и продолжается до окончания на другой ее стороне. Результирующая поверхность будет иметь неровности из-за совершенных близко друг от друга проходов инструмента, но поскольку эти проходы расположены достаточно близко друг к другу, не требуется большой слесарной работы для окончательной отделки детали.
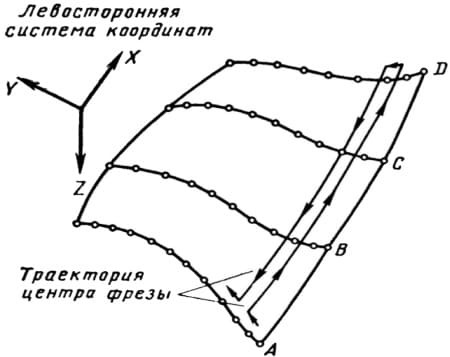
Рис. 7. Пример для программы PTM2
Программа обработки детали PTM2 состоит главным образом из списков координат определенных точек по осям X, Y и Z, хотя могут быть заданы и полярные координаты. Потребитель получает их предварительными расчетами или при рассмотрении чертежей, выполненных в большом масштабе. Дополнительно должна быть дана следующая информация.
- Координаты последовательности точек, определяющих границы поверхности. Они могут быть просто далеко расположенными точками сетки, но обрабатываемая поверхность будет лучше, если сетка будет определена на коротком расстоянии и вне границ.
- Размер применяемой фрезы. Он необходим для выполнения расчета смещения инструмента. При использовании фрезы с шаровым концом дается просто радиус, а при использовании концевой радиусной фрезы он определяется как два радиуса.
- Расстояние между двумя соседними проходами. Оно зависит от требуемой чистоты поверхности и размера фрезы, так как, например, большое расстояние и инструмент малого диаметра даст большие неровности.
- Координаты точек, в которых должен находиться инструмент перед началом обработки. Используя эти данные, программа вычисляет и перфорирует на управляющей ленте команды на подвод инструмента из его первоначального положения до касания с обрабатываемой деталью. В конце обработки, если это необходимо, инструмент будет возвращен в исходное положение.
- Необходимые величины рабочих подач при резании металла и при ускоренных установочных движениях.
- Длины используемых магнитных лент в кассетах. Управляющие ленты компании Ferranti имеют различные длины и обычно для выполнения программы обработки по PTM2 необходимо несколько кассет. Программа PTM2 может выдавать свои результаты на перфоленте, которая переводится на магнитную ленту с помощью специализированной ЭВМ. При использовании новой кассеты для магнитной ленты, перфолента имеет команду на возвращение инструмента в исходное положение, позволяя оператору сменить кассету.
В дополнение к упомянутым выше возможностям PTM2 легко обеспечивает прокрутку и масштабное изменение исходных данных. Например, масштабное изменение было использовано при изготовлении ковочных штампов: данные потребителя относились к готовым размерам поковок, но с учетом усадки поковок штампы должны были быть сделаны больше, скажем, на 2%. Вместо того, чтобы увеличивать все данные, применяющий программу мог взять ее в первоначальном виде вместе с увеличивающим коэффициентом 1,02. Программа автоматически производит увеличение имеющихся размеров.
Программу PTM2 использовали для обработки многих поверхностей и главным образом моделей и штампов турбинных и компрессорных лопаток, однако изготовляли также модели кораблей, модели самолетов для продувки в аэродинамических трубах, специальные зеркала и большие масштабные модели деталей для пишущих машинок.
Программа MILMAP
Программа MILMAP параллельно с программой обработки автоматически выбирает подачи и скорости из таблиц, имеющихся в памяти ЭВМ. Хотя она легко обеспечивает такие геометрические данные, как порядок расположения отверстий и некоторые виды контурной обработки поверхностей, основным ее преимуществом является то, что программа выдает режимы резания.
Программа была разработана ICT (ICL) и с 1963 г. она использовалась на производствах где работали обрабатывающие центры с ЧПУ. В 1966 г. началась работа над усовершенствованным вариантом программы MILMAP, в котором можно использовать все возможности многооперационных станков. Типовыми деталями для обработки являются крупные отливки, требующие большого количества различных операций с разных сторон детали при одной ее установке (сверления, нарезания резьбы, торцовки, обратной расточки и т. д.) при наличии большего числа беспорядочно расположенных отверстий различных диаметров, а также фрезерования полостей, плоскостей и контуров. При контурной обработке данные для линейных и круговых участков задаются в плоскостях XY, YZ и ZX при различной глубине резания. MILMAP выполняет необходимые требования и одновременно оптимизирует программу обработки детали, сводя к минимуму смену инструмента, базирование и холостые перемещения. Предусмотрены также мероприятия, предотвращающие поломки. Программа MILMAP осуществляется на ЭВМ типа 1900 фирмы ICL. Разработаны соответствующие постпроцессоры для станков фирмы Milwaukee-Matic моделей Ea; 2; 3 и усовершенствованной 2, а также для станка «Мах-E-Mill» компании Marwin и для других станков.
Необходимая для обработки информация содержится в двух таблицах, известных как «сведения об инструментах» и «сведения о материалах», которые заложены в памяти ЭВМ на магнитной ленте.
Сведения об инструментах
Для каждого требуемого инструмента эти сведения содержат кодовый номер, диаметр инструмента, длину установки, скорость и подачу при обработке «стандартного» материала и кодовые номера всех предшествующих данной операции инструментов, например код инструмента для нарезания резьбы будет содержать кодовый номер соответствующего сверла для отверстия «под резьбу». Характерная особенность автоматического введения «предшествующего инструмента» означает, что программисту, составляющему программу обработки детали, нужно только указать, например, «метчик» и не заботиться о других инструментах, так как на такое указание ЭВМ введет сверлильную операцию. Кроме указанной выше информации, сведения об инструментах содержат так называемые «расширенные длины и диаметры», т. е. размеры опорной части инструмента и державки. Это сделано для того, чтобы избежать столкновения между инструментом и деталью, что также обеспечивается данной программой.
Сведения о материалах
Как указано выше, сведения об инструментах выдают стандартную скорость и подачу для каждого инструмента в соответствии со стандартным материалом, которым согласно разработанной ICL системой является средний литейный чугун. Хотя потребители могут выбрать свою собственную систему, «сведения о материалах» выдают переводные коэффициенты режимов резания для других материалов. Известно, что скорость резания для конкретного типа инструмента (например, сверла) не зависит от диаметра инструмента и необходим только переводной коэффициент для каждой комбинации «инструмент и материал». Однако при выборе подач переводной коэффициент зависит от диаметра. В этом случае с достаточной степенью точности можно разделить инструменты на четыре группы по диаметрам. Таким образом, для каждой комбинации материала и типа инструмента имеется четыре переводных коэффициента для подач, которые вместе со скоростным коэффициентом составляют сведения о материалах. Различные потребители могут по-разному представлять себе значения скоростей и подач и это учитывается в MILMAP. Таблицы «Сведения об инструментах» и «Сведения о материалах» можно использовать в соответствии с требованиями потребителей, и в дальнейшем программист, составляющий программу обработки детали, может вносить корректирующие значения, скажем, для сверления особого отверстия или группы отверстий. Если программист считает, по каким-либо причинам, что данные из имеющихся в памяти таблиц не подходят, он может ввести свои значения. Такие варианты могут потребоваться, например, при обработке очень нежесткой детали или при возникновении вибраций.
Кроме того, программа MILMAP осуществляет автоматическую выдачу команд для сверления глубоких отверстий и для фрезерования на большую глубину. Имеется также обычная возможность переноса начала координат.
Остановимся еще на двух дополнительных возможностях программы.
Последовательность
При написании программы обработки детали обычно считается более удобным рассматривать каждую сторону детали по очереди и составлять все фразы для обработки этой стороны, какое бы разнообразие операций и инструментов не применялось. Затем MILMAP сортирует и оптимизирует программу обработки детали, сводя к минимуму смену инструмента, базирование и движение инструмента. В общем виде программа обеспечивает следующую последовательность операций обработки: черновое фрезерование, чистовое фрезерование, обработка по контуру, центрование, сверление, растачивание, развертывание, зенкерование, нарезание резьбы. Эта последовательность может быть изменена программистом для каждой определенной операции или серий операций.
Защитные зоны
Система управления и защиты фрезерного станка - это важная составляющая технологического процесса. Уже упоминалось, что программа контролирует возможность столкновения между инструментом и деталью. Для обеспечения этого программист должен выдать данные о конфигурации препятствий, имеющихся на обрабатываемой детали, т.е. тех ее элементов, которые выступают над обрабатываемой плоскостью. Это обеспечивается выдачей размеров так называемых «защитных зон». Защитная зона - это прямоугольный объем, покрывающий препятствие. Таким приближением к действительному размеру препятствия обеспечивается отсутствие опасности столкновения, так как ЭВМ проверит каждое перемещение и определит безопасный путь инструмента.
Характеристики других программ
Наряду с описанными выше программами было разработано много других: для позиционного и прямолинейного фрезерования «KIPPS» (ICSL), «AUTOSPOT» (IBM); для контурной 2C,L обработки «AUTOPRESS» (Pressed Steel Fisher Ltd), CLAM (Hawker Siddeley Aviation), COCOMAT (Rells-Royce Ltd), ADAPT (IBM, UNIVAC) (Honeywell) и т. д.
Запись, используемая для написания программы обработки, т. е. язык, значительно отличается в каждой программе. Главное различие заключается в «установленном формате» и «свободном формате». Установленный формат указывает, что программа обработки детали может быть написана только в стандартной форме с определенным числом обозначенных колонок при определенной длине фразы и определенной последовательности элементов, составляющих фразу (кадр). Свободный формат позволяет составлять фразы в определенных границах согласно необходимости. Все упомянутые программы за исключением «AUTOSPOT» и «ADAPT» написаны в установленном формате, который легче запомнить. Составление схемы свободного формата (например, «ADAPT») может потребовать большего времени для использования, но она позволяет применять более естественную терминологию и записывать более сложные части программ.
Другим отличительным признаком используемых в программировании языков является возможность символически определять элементы и далее ссылаться на них в программе. Например, описанная выше программа «PROFILEDATA» обеспечивает эту возможность, а программы «AUTOPRESS» и «СОСОМАТ» этого не позволяют, и каждый элемент должен быть задан в его числовом значении каждый раз, когда он применен.
Программы общего назначения и специализированные программы
Упомянутые в этой главе программы и некоторые другие были разработаны для ограниченных целей, т. е. для определенной системы управления или определенного станка, для расчета на определенном типе ЭВМ или обработки специального вида деталей или для определенного потребителя. По мере приобретения потребителями станков с ЧПУ различных типов стало неудобным иметь в пользовании различные языки для программирования обработки деталей или использовать ЭВМ различных типов. По этой причине были разработаны программы общего назначения, общего в том смысле, что их используют как можно шире. Они имеют общий язык программирования обработки деталей, их можно подготовить и считать на любой современной ЭВМ достаточного размера и они могут выдавать управляющую ленту для широкого ряда станков и систем управления. Эта последняя особенность стала возможной благодаря наличию нескольких постпроцессоров как части универсальной программы. Здесь следует заметить, что специальные программы при использовании вместе с постпроцессорами можно также применять с определенным числом разных станков и систем управления.
Не нужно думать, что универсальные программы целиком заменят специальные или что в будущем не будут разрабатывать специальных программ. Специальные программы имеют свои собственные преимущества и в каждом новом случае следует рассмотреть, удовлетворит ли потребителя универсальная программа или, наоборот, лучше было бы получить специально подготовленную программу. Специальная программа имеет следующие преимущества по сравнению со стандартной.
- Может быть дешевле при расчете на ЭВМ, так как не будет содержать ничего лишнего.
- Может быть рассчитана на ЭВМ меньшего размера.
- Программирование обработки детали может быть более легким и в некоторых случаях может представлять собой работу, несколько большую, чем заполнение размерами заранее составленной таблицы.
- Может быть использована более полно потребителем, чем любая стандартная универсальная программа.
То же касается вопросов программирования обработки деталей для токарных станков в связи с уже упоминавшимся вопросом выбора подачи, скорости и глубины резания. Автоматическое определение режимов резания для конкретного случая является трудной задачей в универсальной программе, потому что они зависят от типа конкретного станка и вида детали. Кроме этого, существует проблема предотвращения столкновения между суппортами и деталью; это очень трудная проблема и, вероятно, ее невозможно решить в универсальной программе, хотя при частном типе станка и детали это будет значительно проще в специальной программе. Однако расходы, затраченные на специальную программу, обычно целиком ложатся на одну организацию. Нужно также учитывать, что эта программа является негибкой и не всегда может быть легко изменена в зависимости от меняющихся условий.
Постпроцессоры
Любая вычислительная программа ЭВМ, предназначенная для подготовки управляющих программ к станкам с ЧПУ, должна перерабатывать геометрическое описание подлежащей обработке детали с учетом динамических и других требований станка и системы управления станком. Это достигается либо специальной вычислительной программой, ориентированной на определенный станок, либо разделением процесса расчета управляющей программы между двумя вычислительными программами процессором общего назначения и постпроцессором специального назначения.
Процессор обеспечивает общее решение задачи определения траектории движения инструмента в зависимости от формы обрабатываемой детали и инструмента. Результатом решения этой задачи являются данные о последовательном положении инструмента (cutter-location data) CLDATA, которые обычно не зависят от характеристики станка и системы управления.
Это не совсем правильно для процессоров ЕХАРТ и NELNC, в которых используются в имеющихся в них технологических блоках зависимые от станка параметры.
По существу CLDATA состоит из серий координат x, y, z для острия режущего инструмента в последовательных его положениях, когда формируется геометрия элементов обрабатываемой детали. Дополнительные команды в программу обработки детали (например, установка скорости шпинделя, подачи, смена инструмента и т. д.) вводятся процессором в соответствующих местах, без их расчета или логического синтеза. В то же время требования со стороны систем ЧПУ к управляющей ленте могут очень сильно отличаться. Каждая система управления требует, чтобы информация, описывающая путь инструмента, и формирование этой информации в блоки воспроизводились определенным и часто специальным образом. Одна система управления может требовать расчета условий неперехода за пределы максимально допустимых ускорений, в то время как другая имеет специальное электронное устройство, автоматически решающее эту задачу, или одна система управления может требовать задания на перфоленте абсолютных координат, а другая требует их выражения в виде приращений от каждой предыдущей точки. Поэтому необходимо проводить для каждой комбинации станок - система управления специальные расчеты. В универсальных системах программирования ЧПУ (АРT, ADAPT, NELNC, EХАРТ и т. д.) расчеты, связанные со станком, обычно осуществляются дополнительной программой, называемой постпроцессором. Типовые функции постпроцессоров следующие.
- Считывание данных CLDATA, подготовленных процессором.
- Перевод их в координатную систему станка.
- Перевод их в абсолютные значения или в приращения.
- Проверка по ограничениям станка: длины хода исполнительных узлов; несоударения инструментов, обрабатываемой детали и станка; допустимых подач и скоростей шпинделя; видов управляемых вспомогательных действий станка (охлаждение, смена инструмента и т. д.).
- Выдача величин подач и скоростей шпинделя.
- Выдача команд на перемещения, допустимые системой управления станка, в том числе: допустимые величины ускорений и торможений; приемлемые перебеги при резком изменении направления движения; время считывания с ленты; время установившегося процесса работы сервосистемы; цена импульса управляющей системы.
- Выбор системы интерполяции - линейная, круговая и т. д.
- Выдача управляющей ленты соответствующего вида (бумажная, магнитная и т. п.); соответствующего формата блока; соответствующего кода.
- Распечатка таблицы выходных данных в помощь технологу-программисту.
- Диагностика и распечатка типа ошибок.
При осуществлении программы обработки детали процессор и требуемый постпроцессор «прогоняются» в ЭВМ последовательно, но для потребителя являются одной программой. Постпроцессоры бывают либо специального назначения для какой-то особой комбинации станок-система управления или разрабатываются в обобщенном виде для ряда станков. Их обычно пишут на языке FORTRAN, имея от 1000 до 5000 фраз в основном для переработки информации (доля арифметических вычислений обычно мала). Работа для их написания может занять от 3 до 6 человеко-месяцев для станка с позиционированием и до 3-4 человеко-лет для станка с непрерывным управлением по нескольким координатам.
Постпроцессоры - очень важная и значительная часть всей системы подготовки программ ЧПУ. Хотя они малы по сравнению с применяемыми совместно с ними процессорами (средний трехкоординатный постпроцессор для АРТ 3С составляет по объему только 0,1 от процессора АРТ), однако общая стоимость их создания для существующих универсальных систем, вероятно, больше, чем стоимость самих процессоров. Это не удивительно, если учесть, что каждая новая комбинация «станок-система управления» и ЭВМ требуют свой постпроцессор или в лучшем случае приспосабливания постпроцессора. При большом числе разработанных постпроцессоров, безусловно, были повторения, и это может быть объяснено разнообразием применения станков; недостаточной стандартизацией систем управления; недостаточной стандартизацией при разработке постпроцессоров.
Определенный уровень стандартизации может быть достигнут как в системах управления, так и в написании постпроцессоров, что будет рассмотрено ниже. Разнообразие станков с ЧПУ, однако, неизбежно приведет к громоздким обобщенным постпроцессорам или к большому числу малых индивидуальных или менее обобщенных постпроцессоров.
Порядок подготовки программы
Основным мероприятием при подготовке к работе станков с программным управлением является составление программ обработки конкретных деталей с записью на программоносителе размерной, технологической и вспомогательной информации применительно к заложенной на станке системе управления. Для общего представления о характере указанной работы рассмотрим пример процесса программирования и записи программы.
Сначала технолог определяет переходы фрезерной обработки заготовки на станке, исходное положение режущего инструмента и последующее его относительное перемещение, режим обработки, порядок выполнения различных технологических воздействий и т. п. Полученные данные заносят в расчетный бланк технологической карты. Устанавливается положение точки О расчетных координат (рис. 8), от которых начинает движение режущая кромка инструмента. Затем траектория относительного движения инструмента разбивается на отдельные участки, ограничиваемые так называемыми опорными точками α. На прямолинейных участках обрабатываемой детали эти точки обычно устанавливают на границах участков, если даже они не параллельны направляющим. На криволинейных участках, в зависимости от способа аппроксимации кривой и требуемой точности ее воспроизведения, опорные точки расставляют на небольших интервалах по кривой.
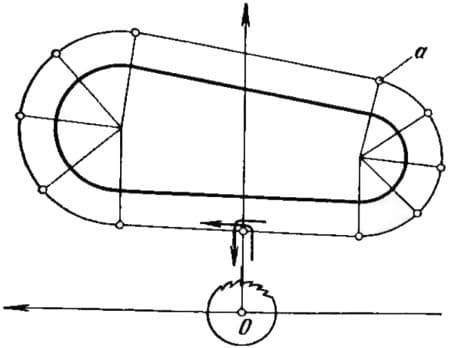
Рис. 8. Схема переходов на станках с ЧПУ
Между опорными точками информация о соответствующем взаимном перемещении рабочих органов станка определяется автоматически электронными устройствами интерполяторами, которыми информация выдается в унитарном коде. Интерполяторы могут быть встроены в систему станка или представлять собой самостоятельный агрегат. По сложности устройства и точности аппроксимации кривых различают линейные, линейно-круговые и линейно-параболические интерполяторы.
Затем положение каждой опорной точки устанавливается относительно расчетного начала координат программистом, и полученные данные заносятся в технологическую карту. Графы технологической карты и последовательность их заполнения должны отвечать установленному порядку кодирования программы.
После этого оператор переносит данные технологической карты при помощи перфоратора на ленту в установленном порядке записи каждого перехода. При этом программа автоматически кодируется. Если необходимо, то программу записывают на магнитную ленту, однако следует иметь представление о сложности этого процесса. Более просто запись произвести на перфоленту. В этом случае программу легко проконтролировать визуально или автоматически и внести исправления пробивкой дополнительных отверстий или заклейкой ненужных, чего нельзя сделать на магнитной ленте.
Запись программы на современных станках осуществляется унитарным или двоично-десятичным кодом. При унитарном коде число выражается одним символом - единицей, поэтому, чтобы записать, например, число 7, нужно поставить подряд семь единиц. Такое выражение числа используется при записи программы на магнитных лентах в виде импульсов определенной цены.
При двоичном счислении применяют два символа выражения числа - 0 и 1, которые в электрических и электронных системах легко воспроизводятся в виде двух состояний соответствующих приборов: выключено - включено, обесточено - под током, размагничено - намагничено, а на перфоленте - отсутствием или наличием отверстия. В двоично-десятичном коде используются только четыре разряда двоичного счисления, которыми выражают десятичные числа в каждом отдельном разряде. Некоторые выражения десятичного числа одного разряда двоичным числом и различными его комбинациями, принятыми в системах программного управления, приведены в таблице на рис. 9.
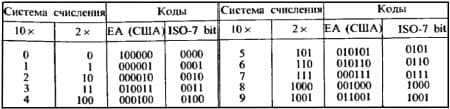
Рис. 9. Выражение десятичного числа двоичным числом и его комбинациями
Международной организацией по стандартизации ISO разработан и рекомендуется для применения в вычислительных машинах и устройствах обработки информаций код ISO-7 bit. Он является семизначным кодом и позволяет позицировать 128 символов (рис. 10). Дорожкам 1д, 2д, 3д и 4д приписан двоичный код 1-2-4-8, что обеспечивает получение 16 кодовых обозначений (0-15).
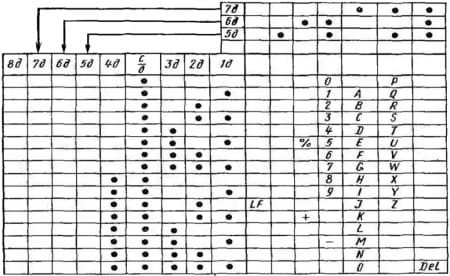
Рис. 10. Код ISO-7 bit
Код рассчитан на восьмидорожечную перфоленту шириной 25,4 мм. Для кодирования информации используются семь дорожек, восьмая предназначена для контроля считывания информации и дополняет количество пробивок в строке до четного числа. Информация на строках перфорированной ленты располагается поперек ее движения, а на дорожках ленты - вдоль ее движения. Каждый символ кода (адрес, цифры, знак или признак) располагается в виде комбинации пробивок (перфораций) на одной строке ленты. Например, адрес Х кодируется пробивками по 4д, 5д и 7д дорожкам, цифра 3 - пробивками по 1д, 2д, 5д и 6д дорожкам, знак «плюс» - пробивками по 1д, 2д, 4д и 6д дорожкам и т. п. Дорожка с/д с перфорациями предназначена для протяжки ленты в считывающем устройстве.
Группа адресов, одновременно отрабатываемых системой, образует фразу (кадр). В одной фразе может быть произвольное количество неповторяющихся адресов, а сами кадры имеют переменную длину (различное количество строк).
Код ISO-7 bit (рис. 10) имеет следующие адреса: А - поворот вокруг оси Х; В - поворот вокруг оси Y; C - поворот вокруг оси Z; D и E - поворот вокруг специальной оси; F - скорость подачи; G - режим работы системы; Н, J, I, K и L - резервы; M - вспомогательные команды; N - номер фразы (кадра); О - резерв; Р - третичное перемещение вдоль оси Х; Q - третичное перемещение вдоль оси Y; R - третичное перемещение вдоль оси Z; S - скорость главного движения; Т - номер (код) инструмента; U - вторичное перемещение вдоль оси X; Y - вторичное перемещение вдоль оси Y; W - вторичное перемещение вдоль оси Z; X - перемещение вдоль оси X; Y - перемещение вдоль оси Y; Z - перемещение вдоль оси Z. Служебные символы кода: (+) и (-) - направления перемещения; LF - конец фразы (кадра); % - начало программы; Del - забой (строка не читается).
Словарь терминов
A
- Абсолютные координаты. Расстояние (размеры) текущего положения от исходной (нулевой) точки систем координат (системы измерений), измеренное параллельно каждой оси этой системы.
- Автономный режим. Операция, выполняемая устройством косвенно. Так, при вычислении на ЭВМ управляющая лента будет перфорироваться автономно, если перфоратор не соединен непосредственно с ЭВМ ЭВМ может подготовить временную запись на магнитной ленте или на перфорированных картах. Затем эта лента или карты должны быть прочитаны на отдельном преобразователе, который обеспечивает перфорацию требуемой ленты.
- Адрес. Название (наименование, буква или цифра), определяющее накопитель в системе управления или памяти ЭВМ. На управляющих лентах адрес это обычно буква, которая предшествует числовой информации. Таким образом, XO7352 может указывать на размер х в 7,352 in, который должен войти в память размеров по оси Х.
- Аналоговая величина. Использование физической величины (например, напряжения) для выражения через нее другой физической величины (например, расстояния). Хотя аналоговые величины и обладают способностью непрерывного изменения, фактически они обычно меняются с малой дискретностью, которую можно игнорировать.
- ADAPT. Программа контурной обработки в плоскости с независимым перемещением по третьей координате, в которой используются некоторые разделы словаря АРТ. Имеется в различных вариантах у различных изготовителей ЭВМ.
- APT (автоматически программируемые станки). Пятикоординатная непрерывная (контурная) программа обработки, введенная технологическим исследовательским институтом в Чикаго.
- ASGII. Американский стандартный код для обмена информацией. AUTOMAP. Программа двухкоординатной (или плоской контурной) обработки, использующая типовые выражения языка АРТ и разработанная фирмой IBM.
- AUTOPOL. Программа контурной обработки для токарных станков, разработанная компанией IBM.
- AUTOPROPS. Программа позиционной обработки с тремя координатами (предназначена для сверления), разработанная компанией ІВМ.
- AUTOSPOT. Тоже, но первоначально составленная для станков «Milwaukee-Matics фирмы Kearney & Trekker.
Б
- Базовое число. Число, использующееся для численного выражения величины. В десятичной системе это 10.
- Бинарный. Использующий цифру 2. Бинарная (двоичная) числовая система имеет в качестве базового числа 2 и может представить любое численное значение в виде цепочки двоичных значений.
- Бинарно-закодированное десятичное число (число BCD). Представление десятичного числа группами, состоящими из четырех бинарных чисел для каждого десятичного разряда числа (двоично-десятичная система).
- Бинарные цифры. Цифры 0 и 1 используются в бинарной системе для выражения любого числового значения. (См. базовое число). Бинарная двоичная 1 может быть представлена на заранее отведенном месте программоносителя отверстием, импульсом или постоянным уровнем напряжения. Бинарный нуль соответственно может быть представлен отсутствием отверстия, импульса или напряжения.
- Бит. Бинарная цифра или ее представление.
- Блок. Набор слов (фраза или кадр) в какой-либо согласованной форме. Обычно помещается на «управляющей ленте» и отделяется от другого последующего блока кодом «конец блока». Один блок на управляющей ленте часто обладает достаточной информацией для совершения одной технологической операции.
- Блок переменного формата с изменяемой структурой. В этой системе порядок слов в блоке на управляющей ленте согласован, но конкретные слова необходимы только для определения новых по сравнению с предыдущими блоками значений. Поэтому число слов в блоке может меняться. Для определения типа слова оно должно быть снабжено адресом или с помощью таб. кодов отмечено место, где может появиться каждое слово (предельное количество таб. кодов в каждом блоке постоянно, хотя число слов может изменяться).
- Буквы и цифры. Хотя это понятие, строго говоря, должно представлять набор знаков, который включает в себя все буквы алфавита и все десятичные цифры, оно используется более свободно в более общем смысле и определяется понятием «знаки».
- Буфер. Временный накопитель, удерживающий информацию до тех пор, пока она не вводится в работу.
В
- Ввод и вывод данных. Перевод данных (информации) из одного накопителя в другой. Обычно этот термин применяют при переводе данных с управляющей ленты в систему управления (ввод) или для перевода данных из измерительной системы в систему числовой индикации (вывод).
- Вектор резания. Единичное прямолинейное движение инструмента в соответствии с командами контурной системы управления.
- Внутренний интерполятор. Часть системы управления, которая воспринимает изменение точек по пути инструмента по контуру и подсчитывает, точно итерполируя пространственную информацию, необходимую для управления движением. Обычно состоит из цифровых управляющих устройств специального назначения, за которыми следует цифро-аналоговый преобразователь.
- Воспроизводимость. Повторяемость команд во времени, отнесенная к ряду единиц аналогичного оборудования или к одной единице оборудования.
- Выдержка. Запрограммированная остановка, неопределенная по продолжительности, оканчивающаяся срабатыванием чего-либо или блокировкой.
Д
- Данные (см. информация).
- Двойная точность. Использование двух «слов» в ЭВМ для получения значения с большей точностью, чем можно получить при использовании одного слова.
- Динамическая характеристика. Изменение выходного сигнала системы управления во времени при ступенчатом изменении входного сигнала.
- Дорожка. Линия вдоль перфорированной или магнитной ленты, на которой может быть записана информация.
E
- Емкость накопителя. Объем данных, которые могут сохраняться в любой момент системой управления или ЭВМ. Обычно выражается числом слов или знаков. Для больших систем, таких как накопители ЭВМ, может выражаться в тысячах слов. Обозначение 32К равно 32 тыс. слов. Внимание! Точно так же может быть обозначено число в восьмеричном коде!
- EIA. Ассоциация электронной промышленности США. Ассоциация, представляющая изготовителей электронного оборудования, которая выпускает документы в области стандартизации.
- ЕХАРТ 1. Программа обработки с тремя координатами, подготавливаемая ЭВМ для сверления (см. Язык программирования станков EXAPT).
- ЕХАРТ 2. Программа контурной обработки, подготавливаемая ЭВМ для токарной обработки.
3
- Задержка. Пауза запрограммированной длительности (выстой) обычно для обеспечения завершения операции резания.
- Зазор (люфт). Максимальное перемещение на одном (входном) конце механической системы (например, зубчатой передачи), которое не вызывает перемещение на ее другом (выходном) конце.
- Закручивание. Мертвый ход в механических элементах системы управления из-за упругих деформаций. Типичными являются крутильные и продольные деформации (растяжения и сжатия) в длинных винтах подачи.
- Запаздывание по скорости. Ошибка в положении при контурном управлении, вызываемая изменениями скоростей по различным осям станка.
- Запись. Перевод данных с одного носителя на другой. Обычно термин «запись» используют для перевода данных из ЭВМ или пишущего устройства на управляющую ленту.
- Знак. Знаки «+» или «-» используются для указания положительного или отрицательного значения следующих за ними чисел.
- Знаки. Комплект букв, десятичных цифр, знаков (таких как «+», «-», «»; % и т. д.), которые согласованно используют при составлении управляющих лент или программ обработки деталей.
И
- Изменение скорости подачи. Дополнительное устройство во многих системах управления. Оператор может набирать и получать требуемый процент от запрограммированного значения скорости подачи.
- Измерительная система. Оборудование (датчик), дающее «числовой» (дискретный) или «аналоговый» сигнал, представляющий физический параметр, такой, например, как положение исполнительного узла (см. Измерительные системы станков).
- Инструкция (фраза). Ряд слов и (или) данных в согласованном порядке, которые воспринимаются системой управления для одного конкретного действия. Термин применяют обычно к инструкциям для программы ЭВМ.
- Интерполяция. Процесс обеспечения траектории движения рядом близко расположенных точек, находящихся между широко расположенными точками. Линейная интерполяция представляется в виде прямых линий, соединяющих вводимые точки. Круговая интерполяция представлена в виде дуг, расположенных между парами интерполируемых точек.
- ISO. Международная организация по стандартизации, при содействии которой национальные организации по стандартизации совместно разрабатывают стандарты, согласованные между странами.
- Исходный язык. Обычно ЭВМ программируются в исходном языке, поскольку было бы утомительно и неэкономично программировать ЭВМ в машинном языке. Исходный язык использует мнемонические или символические выражения, требующие перевода в машинный язык при использовании интерпретирующей или компилирующей программы ЭВМ и самой ЭВМ.
- Исходный язык FORTRAN. Символический язык программирования ЭВМ (разработан первоначально фирмой IBM), называемый «система перевода формул». Разработан главным образом для программирования математических решений.
- Исходная программа (см. термин - программа).
K
- Канал (см. термин - дорожка).
- Карта (см. термин - перфокарта).
- Код. Согласованный метод представления знаков посредством ряда битов на ленте. Код EIA используют в США, начиная с 1960 г. и в Европе, начиная с 1965 г. Код ISO (международной организации по стандартизаций) был предложен для международного использования в 1962 г. и ратифицирован в международном масштабе в 1967 г. Код EIA следует считать устаревшим.
- Кодирование. Иногда используют вместо термина «программирование» в таких фразах, как кодирование ЭВМ, кодирование станка и т. д.
- Код выбора инструмента. Слово на управляющей ленте обычно вида ТО5, которое используют для выбора инструмента, закрепленного в определенной позиции револьверной головки (в данном случае позиция № 5). При наличии устройств для смены инструмента код выбора инструмента дает необходимую информацию для срабатывания этого устройства и закрепления требуемого инструмента. Для станков без таких устройств код выбора инструмента при его индикации на панели управления обеспечивает оператора информацией для выбора инструмента.
- Код «конец блока». Согласованный код, указывающий на окончание блока (фразы или кадра) входной информации на перфорированной ленте. Этот код обычно вызывает также подачу сигнала на перевод строки пишущей машинки, работающей от ленты. Таким образом, машинка печатает на каждой строке один блок информации.
- Компенсация диаметра фрезы. Наличие в системе управления возможности изменять величину смещения инструмента с помощью введения числовой коррекции на диаметр режущего инструмента. Это обеспечивает применение инструмента, несколько отличающегося по диаметру от запрограммированного, или производить черновые и чистовые проходы при повторном использовании одной последовательности блоков на управляющей ленте. (см. Диаметр фрезы).
- Компенсация длины инструмента. При сверлении и обточке действительная длина инструмента может не совсем точно соответствовать размеру, учитываемому при подготовке управляющей ленты, если не использовать инструменты, предварительно установленные на размер. Смещение инструмента позволяет вручную устанавливать на декадных шкалах величину различия между действительной и запрограммированной длинами конкретного инструмента. Система управления вычитает величину смещения инструмента из запрограммированных его положений на управляющей ленте, вводя поправки в значения положений суппорта станка. Действительная длина инструмента может быть или измерена до установки на станке и сообщена оператору или оператор сам определяет ее при пробных проходах (сравните со «смещением оси фрезы»).
- Концевой раккорд ленты. Конечный кусок управляющей ленты, не содержащий значащей информации для системы управления. Концевой раккорд необходим для установки ленты в считывающем устройстве и на бобине в момент, когда у считывающей головки находится конец участка ленты с управляющей информацией (см. также термин «передний раккорд»).
- Контурная система «C». Контурная система управления постоянно обеспечивает на станке положения инструмента по двум (2C) или более осям с целью воспроизведения требуемой траектории. При применении, например, системы 3C для получения контура одновременно могут использоваться три оси, а системы 5C - три оси и вращение вокруг двух осей (см. Контурные и позиционные системы ЧПУ).
Л
- Линейное управление L. Система управления линейным движением, контролирующая скорость подачи и положение очередной требуемой точки по каждой оси (поочередно) в соответствии с числовыми данными на управляющей ленте (прямоугольный цикл обработки). Промежуточные движения на станке по различным осям не контролируются и соответствуют прямолинейным и круговым направляющим станка. 3 L указывает, что управление линейным движением происходит по трем осям на станке (индекс 2CL означает одновременное управление по двум осям и независимое по третей, обычно направленной перпендикулярно к двум другим и происходящее по способу «прямоугольный цикл обработки»).
M
- Макро. Подпрограмма, основанная на инструкциях программирования обработки детали вместо инструкций программирования на ЭВМ.
- Математическое обеспечение. Программы, последовательность команд и т. д.. но не оборудование (см. термин «Техническое обеспечение»).
- Машинный язык или команды для машины. Команды и данные для ЭВМ, основанные на выражениях, состоящих из бит. Слово, состоящее из 24 бит, может иметь такой вид: 001111010011110111111001. Команды и данные в этой основной форме, являющейся языком машины, могут выполняться и восприниматься ЭВМ без дальнейшей переработки.
- Мнемонические коды. Командные слова, написанные в легко запоминаемой форме.
H
- Носитель ввода. Способ, по которому информация поступает к оборудованию ввода. Это может быть магнитная лента, перфорированная лента, перфокарты или оператор.
О
- Оборудование ввода. Устройство, которое вводит данные в систему управления. Это может быть считывающее устройство с магнитной или перфорированной ленты или с карт, а также декадные переключатели для ввода вручную.
- Обработка впадин (area clearance) - функция «макро».
- Обработка маятниковым методом. Обработка при движении по обрабатываемой детали вперед и назад для сокращения до минимума холостых движений или установка двух обрабатываемых деталей на противоположных концах стола станка так, что во время обработки одной детали другая в это время может заменяться.
- Открытая (незамкнутая) система. Система управления, в которой окончательная выходная величина непосредственно не измеряется и не сравнивается с требуемой величиной. Окончательная величина, однако, может быть достоверно известной при условии, что не было ошибок в работе системы. Например, если конечное действие осуществляется шаговым двигателем, вращающим винт подачи, то при введении соответствующего числа импульсов будет осуществлено требуемое движение.
- Отличительная информация. Используемая и напечатанная в программе ЭВМ отличительная информация указывает, насколько вводимая программа обработки детали не согласуется с правилами составления программы на ЭВМ.
- ON-LINE (неавтономный) режим. Операция, осуществляемая устройством непосредственно. При вычислении управляющая лента перфорируется одновременно, если перфорирующее устройство прямо соединено с ЭВМ, которая управляет каждой операцией перфорирования.
П
- Память или накопитель. Оборудование, сохраняющее данные для дальнейшего использования.
- Параллельные действия. Ряд операций, осуществляемых одновременно. Так, в случае параллельного ввода ряд данных (блок) вводится одновременно.
- Передний раккорд. Начало управляющей ленты, кусок ленты, не содержащий значащей информации для целей управления. Раккорд может не содержать перфорации (кроме отверстий для подачи ленты) или может иметь нуль коды или коды «промежуток», или информацию, имеющую значение для оператора (перфорация видимых букв или надписи, сделанные вручную), или быть снабжен информацией, имеющей значение для проверки в ЭВМ.
- Позиционирование «P» (Point-to-point). Тип системы управления, которая осуществляет движения на станке в последующие положения без промежуточного контроля. Часто движение происходит только по одной оси в определенный момент времени. Движение может происходить с максимальной неконтролируемой скоростью. Индекс 2P указывает, что числовое позиционирование в станке производится по двум осям, 3PL - по трем координатам обычно по осям X и Y и углу поворота B стола, и с независимым управлением по другой оси по способу «Прямоугольный цикл обработки» (L).
- Постпроцессор. Программа для ЭВМ, которая воспринимает выходные данные другой программы ЭВМ (процессора) для ЧПУ с целью выдачи управляющей ленты, соответствующей определенному конкретному станку (см. Постпроцессор для станков с ЧПУ)
- Повторяемость. Максимальное различие в серий результатов при повторном выполнении одной и той же команды в одинаковых условиях испытания, проводимых в короткий промежуток времени.
- Подавление нулей. Исключение нулей до или после значащих цифр в слове. Если число 005000 записано как 005, то последующие нули уничтожены. Если оно записано как 5000, то уничтожены предшествующие нули.
- Подготовительная функция. Слово в начальной части блока управляющей ленты, которое требует изменения режима. В общей структуре это слово может иметь вид, например, G01, и требовать линейную интерполяцию. В программировании деталей АРТ для этой цели используют слово PREFUN.
- Подпрограмма. Последовательность инструкций или команд программирования на ЭВМ для осуществления часто выполняемого действия. Эти команды записаны, проверены, обозначены и сохраняются на перфокартах, ленте или магнитном барабане. При необходимости выполнения в программе данных операций подпрограмма вызывается (по принятой форме команды) вместе с требуемыми данными без необходимости повторной записи последовательности имеющихся в ней команд.
- Постоянная структура блока. Положение слова каждого типа в блоке информации на управляющей ленте при этой системе постоянно. Таким образом, даже если в конкретное слово не вводятся изменения, все слово необходимо повторить для сохранения остальных слов в определяемой позиции. Для конкретного станка и системы управления каждый блок имеет строго одинаковое число слов и знаков.
- Процессор. Другое название для программы ЭВМ.
- Преобразователь. Элемент, который преобразует сигнал или энергию одного физического вида в другой. Цифровой преобразователь превращает результаты измерений в числовое электрическое отображение.
- Приращение по координатам. Расстояние текущего положения от предшествующего положения, измеренное по осям системы координат.
- Проверка. Определение отсутствия ошибок в данных путем двухкратной, записи этих данных, например на перфорированной ленте. Первая запись сравнивается со второй либо после завершения перформации обеих записей, либо по мере нанесения каждого символа. Найденная ошибка анализируется и затем исправляется программистом.
- Программа обработки детали. Последовательность команд, описывающих работу, которая должна быть выполнена для детали в требуемой для ЭВМ форме и в соответствии с программой ЭВМ для ЧПУ (см. Разработка управляющих программ для станков с ЧПУ).
- Программа интерпретирующая. Программа ЭВМ, превращающая мнемоническую исходную программу «ассемблер» в предметную программу в машинном языке. Обычно одна инструкция в исходном языке ассемблера превращается в одну инструкцию на машинном языке.
- Программа исходная. Программа ЭВМ, написанная в исходном языке, которая должна быть преобразована перед ее выполнением в предметную программу на машинном языке.
- Программа компилирующая. Программа ЭВМ, превращающая исходную программу в предметную программу в машинном языке. В качестве исходного обычно используют такие языки, как FORTRAN, APT и т. д., и, как правило, одна инструкция в исходном языке образует несколько инструкций на машинном языке.
- Программа машины. Другое название для предметной программы.
- Программа предметная. Последовательность команд на машинном языке, полученная на основе исходной программы (которая была написана на исходном языке) при использовании подходящей ЭВМ и программы.
- Программа станка. Последовательность команд в требуемой для станка и его системы управления форме. Обычно она закодирована и представляет собой управляющую ленту.
- Программа FORTPAN. Программа ЭВМ, воспринимающая выражения на исходном языке FORTPAN и превращающая эти выражения в машинный язык. Чаще всего подходит исходный язык USASI FORTPAN с возможным добавлением или исключением отдельных особенностей.
- Программа ЭВМ. Последовательность команд, которые управляют ЭВМ при совершении ею операций требуемого типа.
- Произвольное обращение. Обращение к информации, находящейся в запоминающем устройстве (например, на магнитном диске), при котором требуется примерно одинаковое время независимо от места расположения информации (в отличие от запоминания на магнитной ленте, где время обращения пропорционально длине ленты, которую надо прочесть, прежде чем будет найдена искомая информация).
- Процессор NELNC. Программа ЭВМ, предназначенная для подготовки управляющих лент для фрезерных, токарных и сверлильных станков с ЧПУ, а также для многооперационных станков, объединяющих разные виды обработки.
P
- Ручное управление (М). В приложении к ЧПУ перемещение вдоль оси управляется вручную, если положение органов станка по этой оси настраивается вручную (цикловое управление). Например, команда на перемещение в данное положение может поступать от управляющей ленты, но само положение может определяться ручной настройкой конечных выключателей, кулачков и т. д. Индекс 2РМ означает позиционное управление по двум осям и ручное по третьей. Например, сверлильный станок с позиционированием по осям X и Y, осуществляющий сверление по оси Z на глубину, устанавливаемую вручную, но с автоматическим включением и выключением.
- Рыскание. Невыполнение системой управления задачи достижения требуемой выходной величины. Рыскание характеризуется последовательными перемещениями в направлении к требуемой величине, причем каждый раз происходит переход за пределы этой величины.
C
- Сдвиг или смещения нуля. Обычно в управляющей системе с абсолютным отсчетом требуемые значения можно устанавливать вручную на декадных переключателях, чтобы осуществить на станке перемещения на размеры, назначенные этими переключателями. Величины, устанавливаемые с помощью переключателей сдвига нуля, добавляются к соответствующим значениям, считываемым с управляющей ленты (это именуется также «Плавающий нуль»).
- Сервомеханизм. Замкнутая система управления, в которой чем больше коэффициент усиления или чувствительности, тем меньше статическая ошибка при отсутствии рыскания в системе.
- Символика. Представление сложных команд или инструкций несколькими знаками, которые могли бы в дальнейшем более просто использоваться оператором. Символическое наименование может также быть мнемоническим. Например, при программировании обработки детали символ «С17» вначале может быть использован для конкретной окружности. Затем, при продолжении программирования, ссылка на С17 уже снимает необходимость вторичного определения этой окружности при повторном ее использовании (например, как окружность, на которой расположены несколько отверстий).
- Система управления. Система, содержащая электрические и (или) механические устройства, которые осуществляют требуемые действия. Системы ЧПУ воспринимают числовое описание задачи.
- Слово. Согласованный порядок букв и цифр (обычно меньше десяти), который передает одну команду, часть информации или мысль. Например: Х + 37500, или 1259, или 601 являются согласованными формами слов на управляющей ленте, а CIRCLE и SMALL - обычными словами, используемыми при программировании обработки деталей.
- Смешанная (вспомогательная) функция. Название кодов на управляющей ленте, предположим, МОЗ, используемых для управления такими действиями на станке, как например, «шпиндель вращается по часовой стрелке». В программе обработки деталей АРТ для данной функции используется слово AUXFUN.
- Смещение оси фрезы. Положение отсчетной точки на инструменте относительно точки на нормали между инструментом и поверхностью детали.
- Совместимость. Идеальное взаимоотношение. Совместимые системы управления должны быть способны использовать одни и те же управляющие ленты и выполнять те же задачи. Совместимые программы ЭВМ должны иметь возможность использовать одни и те же программы обработки деталей и выдавать одинаковые данные CLDATА. На практике можно считать, что различие между совместимыми системами скорее сведено к минимуму, чем полностью устранено.
- Статическая характеристика. Окончательная установившаяся реакция системы управления на установившиеся входные условия.
- Строка. Линия, содержащая информацию в виде ряда бит и расположенная поперек бумажной или магнитной ленты. Ряд бит обычно представляет одно десятичное число (разряд) или какой-либо символ.
- Структура. Согласованный порядок, в котором слова различных типов ставятся в блоке и, следовательно, по длине магнитной или перфорированной ленты (см. термин - постоянная структура блока).
- CLDATA Выходные данные после процессора аналогичного АРТ. Информация о положении инструмента по отношению системы координат программы обработки деталей.
- CLTAPE. Запись на магнитной ленте данных CLFILE. Используется вместо CLDATA.
- CLFILE. Полный комплект данных для детали согласно CLDATA.
- SPLIT. Программа ЭВМ для использования на многооперационном многокоординатном станке фирмы Sunstrand.
T
- Таб. кол. Код перфоленты, который используется для определения места, где должны появиться в блоке управляющих данных слова каждого типа (нет необходимости в появлении слова, если функция, представляемая этим словом, не нужна). Код также используют для табулирования работающей от ленты пишущей машинки. Таб. или табуляцию можно использовать для печатания каждого типа управляющего слова в своей колонке.
- Техническое обеспечение (аппаратура). Оборудование, т. е. станок или система управления или ЭВМ (см. термин - математическое обеспечение).
- Точка перехода. Точка соединения двух элементов (линий, окружностей, кривых) контура детали или траектории движения инструмента.
- Точность. Определение максимальной ошибки, которая имеется данных условиях. Поскольку большая точность соответствует меньшей ошибки и то же самое число используется для выражения обоих понятий, применение термина «точность» следует избегать и применять термин «ошибка».
- Точность определения. Уровень разрешающей способности, с которой можно оценить количественную величину. Так, десятичное число, состоящее из четырех цифр, может иметь 10 000 различных значений и, таким образом, оно будет иметь точность определения в одну десятитысячную от максимального значения.
Ф
- Формат блока (см. термин - структура).
- FORTRAN (см. термин - программа, язык).
Ч
- Частотная характеристика. Амплитудный и фазовый графики выходного сигнала системы управления, отнесенные к частоте синусоидального сигнала.
- Четность (проверка). Для контроля точности работы записывающего (или перфорирующего) и считывающего оборудования можно использовать проверку на четность. При записи сигналов на бумажной и магнитной ленте одна дорожка часто используется для размещения сигнала проверки на четность. При общем четном числе дорожек необходимо писать или перфорировать дополнительный бит для получения общего четного числа бит в строке. Для стирания информации при этом можно использовать код со всеми перфорируемыми отверстиями. Таким образом, каждая правильная кодовая комбинация имеет четное число бит и, следовательно, может быть проверена. Если считано нечетное число биг, го это означает наличие ошибки. При нечетном числе дорожек обычно используется контроль на нечетность.
- Число с постоянной точкой (запятой). Число с определенным количеством цифр до и после точки. Цифры, стоящие перед точкой (т. е. запятой), представляют собой целые числа, а стоящие после точки - дробную часть числа, общая величина которого меньше, чем одна единица целого числа. Однако такие числа представлены в ЭВМ числами с плавающей точкой (запятой).
- Число с плавающей точкой (запятой) Число, состоящее из целых чисел и (или) дробной составляющей, которое может быть записано в ЭВМ в форме числа с плавающей точкой (запятой), или из дробной составляющей и «базового числа» в положительной или отрицательной степени.
Ц
- Целое. Число, не имеющее дробной составляющей (составляющей менее 1). Например: 1101101; 3; 9998 и т. д.
- Цикл. Повторяемая последовательность операций. Обычно это полная последовательность движений на станке в соответствии с одним блоком информации на управляющей ленте при сверлении, нарезании резьбы, растачивании и т. д.
- Цифровой (дискретный). Использование ряда дискретных значений физической величины (например, напряжения) для выражения каждой цифры числа. Число выражает требуемую величину, а другая физическая величина, например расстояние, выражается через него. В двоичной системе наличие напряжения в каждом ответвлении схемы может представлять 1, а отсутствие напряжения 0. При наличии достаточного количества ответвлений такая система может определять любую величину с требуемой точностью, но всегда имеется скачкообразный переход между соседними значениями.
- Цифровая индикация. Обычно это изображение в цифровом двоичном виде некоторых данных с управляющей ленты. Например, это может быть порядковый номер текущего блока и требуемые координаты (в абсолютной форме). Часто действительное положение исполнительного узла может быть показано с помощью цифровой индикации.
- Цифро-аналоговый преобразователь. Устройство, обеспечивающее выражение числовой величины через соответствующую ей аналоговую величину.
Я
- Язык. Ряд согласованных по форме выражений, которые воспринимаются системой для всех обусловленных команд.
