Появление программного управления предвещало наступление настоящей революции в области серийного производства. Однако большой опыт использования оборудования с ЧПУ в производственных условиях, который был получен до 1970 г., не подтвердили эти ожидания. Некоторые отрасли авиационной промышленности начали широко использовать ЧПУ, и по сравнению со старыми методами производства, налицо были очень значительные преимущества. Можно с уверенностью сказать уже тогда, что авиационное предприятие применяющее оборудование с ЧПУ, никогда уже не вернется к старой технологии. Однако в этой, наиболее благоприятной отрасли промышленности, не были сделаны еще решительные шаги и не преодолены основные трудности. Большинство авиастроительных предприятий основную массу деталей покупали у других фирм, а сами изготавливали лишь наиболее сложные детали. Системы программного управления станками позволили значительно ускорить производство этих деталей, однако поставщики остальных, более простых и мелких деталей, не использовали еще у себя станки с ЧПУ.
Возвращаясь к более земной области обычного серийного производства, следует признать, что общее количество станков с ЧПУ в промышленности, на тот момент, еще не достигло и 1% от всего парка станков. Вполне естественно, что поскольку их так мало, станки с ЧПУ устанавливались где-нибудь в углу цеха и к ним относились как к новой и довольно умной игрушке, которая способна выполнять необычную и трудную работу. Они производили большое впечатление на посетителей, но не оказывали реального влияния на производство. Жизнь идет своим чередом и ничто бы не изменилось, если бы станки с ЧПУ в какой-нибудь момент исчезли бесследно.
Каковы причины столь явно пренебрежительного отношения к технике, обладающей такими огромными потенциальными возможностями? Причин много, но все они имеют одну общую основу: станки с ЧПУ рассматривались просто как новый тип станков, являющийся дополнением к существующим традиционным станкам, начиная от простых токарных станков и до экзотических электрохимических и электроискровых станков.
На том этапе развития ЧПУ станков, программирование и подготовительные мероприятия, необходимые для обеспечения работы оборудования с ЧПУ, рассматриваются как неотъемлемое и вынужденное добавление, такое как изготовление оснастки, обеспечение входного контроля материалов и подготовка сырья, например для литьевой машины под давлением или изготовление шаблонов для копировального станка, вместо того, чтобы относится к этому как к мероприятию, требующему радикального изменения прохождения потока информации в объеме всего предприятия. Очень редко можно встретить понимание того факта, что для того, чтобы проявились все потенциальные возможности программного управления, необходимо изменить всю обстановку и условия на предприятии, и организационно перестроить все производство исходя из требований, выдвигаемых ЧПУ. Часто можно услышать, что сокращение времени подготовки производства и машинного времени ведут к уменьшению объема незавершенного производства и количества деталей, хранящихся на складах. Однако, какова практическая выгода от всего этого, если большая часть деталей, составляющих законченную машину, имеет цикл производства в 100 дней и лишь немногие детали изготовляются на одном-двух перегруженных работой станках с ЧПУ? Совершенно очевидно, что детали, изготовленные на оборудовании с ЧПУ, будут лежать на полке, в среднем, 50 дней. Большого достижения здесь нет.
Фрезерный станок с числовым программным управлением, к примеру, должен рассматриваться как составляющие элементы большой, цельной системы производства. Возьмем, например, машиностроительную компанию средних размеров, производящую сложное механическое оборудование. Каждая машина, выпускаемая предприятием, содержит несколько тысяч деталей, изготовляемых обычными методами. Все доходы компании зависят от успеха этого оборудования на рынке. Можно предположить, что накладные расходы в этом случае составят примерно 300% от прямой себестоимости обработки изделий. Эти накладные расходы идут на содержание предприятия, включая исследования, новые конструкторские разработки, закупку сырья и комплектующих изделий, расходы, связанные с рекламой и сбытом готовых изделий, административные расходы и прочие «принадлежности» современного бизнеса. Таким образом, учитывая некоторую прибыль, можно считать, что прямая себестоимость обработки составляет примерно 20% от продажной цены.
Цеховые накладные расходы на себестоимость обработки обычно равняются примерно 100%; это означает, что по стоимости труд, необходимый для изготовления деталей, составляет примерно 10% от продажной цены. В зависимости от типов используемых станков стоимость обработки деталей составляет от 10 до 20% от продажной стоимости готового изделия. Как ни значительны могут быть технологические усовершенствования в области резания или формообразования, до тех пор пока структура накладных расходов остается неизменной, стоимость изделия может снижаться лишь в указанных пределах, даже если детали изготовляют каким-нибудь «чудесным» методом.
Эти соображения могут привести (и иногда приводят) некоторых экономистов-энтузиастов к выводу, что на технологию производства вообще не следует обращать особого внимания, а больше следует заниматься вопросами управления и контроля стоимости, где можно добиться лучших результатов. Ничто не может быть дальше от действительности. Они не понимают, что существующая структура накладных расходов определяется неэффективными методами производства. В этом основная причина.
Производственный отдел обычно является самым большим подразделением в машиностроительной фирме. Накладные расходы в значительной мере зависят от работы этого отдела, и от того, как он влияет на другие подразделения. Возможности производственного отдела определяют уровень качества разрабатываемых конструкций, от них зависят сроки поставки, которые может предложить отдел сбыта, структура управления и административного аппарата компании и т. п. От эффективности работы производственного отдела зависят успехи и провалы фирмы.
Накладные расходы в значительной степени зависят от принятой на предприятии технологии, так как выбор технологии определяет возникновение сопутствующих накладных расходов, связанных с необходимостью обеспечить выполнение принятой технологии и увязать ее с вопросами, которыми занимаются конструкторский отдел, отделы сбыта, комплектации и закупки материалов (снабжения), а также другие подразделения. Если внимательно изучить процесс роста компаний, начинавших с малого объема производства и достигших значительных размеров, то можно увидеть как необходимость в развитии методов управления производством, незапланированная заранее, привела к тому, что подразделения, занимающиеся управлением и обеспечением, росли значительно быстрее, чем само производство, пока не наступило такое положение, когда число людей, занимающихся управлением и согласованием, не превысило (иногда весьма значительно) число сотрудников, непосредственно что-то производящих. В результате создается структура с утяжеленной надстройкой. Счет «голов», конечно, еще не выявляет полностью всю картину, так как заработная плата сотрудников, выполняющих управленческие функции, как правило, выше, чем станочников.
Попытки изменить положение путем использования ЭВМ для составления сетевых графиков и для управления являются полумерами. Таким способом не удалось достичь значительного успеха в решении этих проблем, так как не затрагивались их основы. Только радикальные изменения в области технологии и организации производства могли изменить создавшееся положение, и здесь ЧПУ может сыграть наиболее значительную роль. В этом вопросе сделаны лишь самые первые шаги.
Необходимо критически рассмотреть всю производственную, а заодно и организационную структуру компании и произвести необходимые изменения, чтобы получить максимальные преимущества во всех областях, где они могут быть реализованы при внедрении новой технологии. Только такой путь приведет к получению максимальных выгод от введения новой техники. После того, как все эти меры приняты и по возможности осознаны на предприятии, можно приступать к последовательному решению частных проблем. В процессе перестройки необходимо следить, чтобы не было нарушено взаимодействие между отдельными службами, не создавались помехи, мешающие перестройке других подразделений, и в результате получилась бы связанная воедино производственная структура. Перспектива не должна выглядеть слишком устрашающей, так как проблемы могут решаться постепенно, но лишь после того, как принят общий план.
Современный уровень развития металлорежущих станков с числовым программным управлением (ЧПУ) позволяет утверждать, что найден путь автоматизации обработки деталей в мелкосерийном и даже единичном (если оно повторяющееся) производствах. Автоматизировать традиционными методами некоторые виды крупносерийного, а иногда и массового производства становится нецелесообразно при частой смене объектов обработки. Возможным решением этой проблемы может быть также применение станков с ЧПУ. В некоторых случаях изготовления деталей со сложными профилями использование станков с ЧПУ является почти единственным технически оправданным решением.
Обрабатывающие центры с ЧПУ внедренные в промышленность будут способствовать новому подходу к вопросам технологии механической обработки деталей, который обеспечит значительное повышение точности изделий. Появление станков с ЧПУ, в которых сокращается специализация по видам обработки, характеризует большие качественные изменения в обрабатывающей промышленности: как в станкостроении - области создания средств производства, так и во всех других областях машиностроения, использующих такое оборудование. Несмотря на большую сложность и высокую стоимость оборудования с ЧПУ, его применение экономически оправдано при условии комплексного решения вопросов организационно-технического перевооружения предприятий. При этом необходима перестройка всей системы управления объекта внедрения ЧПУ (участка, цеха, завода). В нашей стране занимаются разработкой указанных вопросов различные научно-исследовательские институты и частные предприятия.
Подготовка программ для станков с ЧПУ трудоемка и сложна, поэтому актуальны проблемы разработки способов автоматизации подготовки программ для оборудования с ЧПУ. Развитие систем ЧПУ повлияло не только на обработку металлов резанием. Появились контрольно-измерительные и сборочные машины, промышленные роботы и другое оборудование с ЧПУ. Отдельный ЧПУ станок и многооперационные станки объединяют в участки с управлением от центрального компьютера, включающим транспортно-складские службы, обеспечение инструментом и соответствующей программой обработки каждой новой партии заготовок. В нашей стране разработаны подобные участки для тел вращения и корпусных деталей.
Автоматизация оборудования с использованием систем числового управления получила широкое распространение и оказалась весьма эффективной. Накопленный опыт использования оборудования и высокие технико-экономические показатели его эксплуатации позволяют рассчитывать, на дальнейшее развитие чпу станков.
Перспектива совершенствования оборудования с числовым управлением заключается в следующих направлениях:
- расширение номенклатуры станков с числовым управлением и совершенствование их качества, расширение технологических возможностей, повышение быстроходности, надежности и точности;
- внедрение принципов числового управления для оборудования других типов: электроэрозионного, подъемно-транспортного, сварочного и газорезательного;
- создание новых типов многооперационных станков с автоматической сменой инструмента для широкой номенклатуры обрабатываемых деталей;
- создание адаптивных станков с числовым управлением;
- создание участков станков с ЧПУ и производств, управляемых от единой ЦВМ;
- разработка и совершенствование системы автоматического программирования;
- совершенствование работы кустовых вычислительных центров для подготовки управляющих программ.
В развитии ЧПУ станков, впервые числовое программное управление было применено на фрезерных станках, предназначенных для обработки фасонных поверхностей, вместо копировальных систем управления. При переходе от копировального управления к ЧПУ изменился программоноситель (вместо шаблонов и копиров - магнитная или перфорированная лента), а также вид устройств, преобразующих заданную программу во входные сигналы управления следящим приводом. В результате появились станки на перфокартах, перфолентах и магнитных лентах. Построение структуры управления станком принципиально при этом не изменилось. Однако такое внешне незначительное изменение характера управления работой станка повлекло за собой большие изменения как в производстве, на базе этих станков, так и в принципах и подходах к конструированию самих станков, их кинематических схем и компоновок.
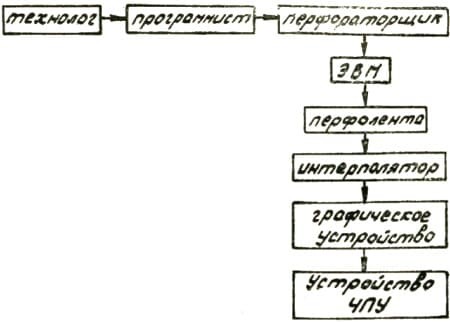
Рис. 1. Последовательность подготовки программы для станка с ЧПУ
В производстве переход к числовой форме задания программы значительно усложнил процесс подготовки задания на работу станка. Стало необходимо использовать программы для перфокарт, перфолент и магнитных лент. Место слесаря, готовившего шаблон для копировального станка, заняла группа специалистов, оснащенных сложной вычислительной техникой. Это технолог (рис. 1), разрабатывающий маршрут и режимы обработки детали; программист, рассчитывающий в числах путь перемещения инструмента по каждой координате и для всех рабочих органов станка; перфораторщик, готовящий набор пооперационных перфокарт по составленной программистом программе. Далее перфокарты попадают на которая выдает перфоленту с записанными на ней в кодированном виде опорными точками движения инструмента и технологическими командами (режим обработки, вспомогательные перемещения и т. п.). Перфолента для станков, работающих от магнитной ленты, вводится оператором B интерполятор, который выдает магнитную ленту, содержащую всю необходимую информацию для выполнения обработки. Правильность записи программы на ленте проверяется на специальном графическом устройстве и только после этого программа поступает на устройство ЧПУ станка.
Резко сократить трудоемкость подготовки задания для работы станков с ЧПУ позволили успехи, достигнутые в области автоматизации расчета и записи программ. Задача упрощается также тем, что на предприятиях внедряются десятки и сотни станков ЧПУ, создаются службы эксплуатации этих станков, широко пользуется вычислительная техника.
Вместе с тем переход в станках к управлению от систем ЧПУ и опыт их эксплуатации оказал влияние на принципиальные изменения на конструкции собственно станка. Наиболее существенные изменения состоят в переходе к независимым приводам перемещения узлов по всем координатам и связи между перемещениями только через программу, упрощении кинематических схем приводов и их унификации, оснащении станков автоматической сменой инструментов по команде от программы, упрощении компоновки станков.
Реализация перечисленных особенностей конструкции при переходе к ЧПУ потребовала создания многих новых узлов и механизмов, введение которых изменило подход к изготовлению, наладке и обслуживанию станков с ЧПУ по сравнению с обычными универсальными металлорежущими станками.
Адаптивные системы управления
Еще в советское время, в период бурного развития станкостроения, появились системы управления, основанные на использовании при обработке информации о ходе технологического процесса. Системы подобного рода назывались по-разному: системы автоматического регулирования (CAP), системы автоматического управления (САУ), самонастраивающиеся, адаптивные и др. Это системы с обратной связью, но связь эта особого рода. Фактическая размерная информация сравнивалась с информацией, заданной программой. Эти системы никак не реагируют на изменение внешних воздействий - воздействий среды на автоматическую систему.
Пусть требуется получить на станке высокую точность обработки. Известно, что точность зависит от упругой деформации элементов станка, детали и инструмента. Это влияние проявляется в том, что при деформации изменяется относительное положение инструмента и детали и, следовательно, изменяются размеры детали. Величина деформации, в свою очередь, зависит от жесткости станка и сил резания. Причем главным является не сама величина силы резания (соответствующую погрешность всегда можно компенсировать установкой инструмента), а колебание силы в процессе обработки вследствие изменения величины припуска, свойств материала, износа инструмента и т. д., Для повышения точности обработки следует увеличивать жесткость станка или снижать режимы резания (последнее связано с уменьшением производительности).
При адаптивном управлении вопрос решается следующим образом. Известно, что на силы резания влияет величина подаҷи. Если измерять величину силы в процессе резания и информацию, полученную при этом, использовать для регулирования величины подачи, то можно обеспечить такие условия обработки, при которых величина силы будет оставаться постоянной. Пусть вследствие износа инструмента сила возрастает, датчик регистрирует этот факт и вырабатывает сигнал управления. Последний воспринимается системой управления приводом подачи, подача уменьшается на такую величину, при которой сила резания остается постоянной.
В качестве примера можно привести вертикально-фрезерный станок 6Р1ТСАУ Дмитровского завода фрезерных станков. Указанная модель станка отличается наличием в механизме продольной подачи датчика силы резания и бесступенчатым приводом подачи от двигателя постоянного тока, управляемого тиристорным преобразователем. Оптимальная величина подачи на каждом участке обработки детали устанавливается при помощи системы автоматического регулирования, которая обеспечивает и постоянство сил резания.
Регулируемым параметром процесса вместо силы резания может быть крутящий момент на шпинделе, мощность или сила тока, потребляемого двигателем главного движения, температура в зоне резания, величина деформаций системы станок - инструмент - деталь и пр.
Использование адаптивных систем управления на станках различных типов обеспечивает повышение точности обработки в 2-5 раз и одновременно производительности в 1,25 - 2 раза, системы гарантируют прекращение обработки при поломках инструмента. Особенно эффективно применение адаптивных систем для станков с числовым управлением.
Участки станков с ЧПУ
Эксплуатация станков с числовым управлением, особенно многооперационных станков, в мелкосерийном производстве наиболее целесообразно организовывать по принципу замкнутых участков для обработки определенной группы деталей, управляемых от ЦBM. Еще на выставке «Станки-72» демонстрировался созданный ЭHИМС автоматизированный участок АУ1 для обработки деталей типа тел вращения:
- валов длиной 100-150 мм и диаметром 20-160 мм;
- гильз, стаканов и втулок длиной и диаметром до 250 мм;
- дисков, фланцев, колец, зубчатых колес диаметром 5-320 мм и длиной до 250 мм;
- кулачков, эксцентриков и других деталей с криволинейными поверхностями.
На участке может осуществляться полная токарная обработка наружных, внутренних и торцовых поверхностей с прямолинейными и криволинейными образующими, сверление, развертывание, нарезание резьбы, фрезерование пазов, лысок, канавок, граней и различных профильных кривых.
В состав участка входит десять станков. Фрезерно-центровальный станок MP179Ф4 с магазином емкостью 36 инструментов предназначен для фрезерования торцов и центровки валов. Два токарных центровых полуавтомата 1713Ф3 с четырехпозиционной револьверной головкой предназначены для обработки относительно простых валов, не требующих большого числа различных инструментов. Два токарных полуавтомата 1П713ФЗ служат для обработки деталей типа фланцев среднего размера. Два токарных патронно-центровых полуавтомата 1714МФ3 оснащены инструментальными магазинами на восемь позиций. Они позволяют обрабатывать валы и фланцы сложной конфигурации. Вертикально-фрезерные станки MA655МФ3 и MA655Ф3 (первый оснащен магазином емкостью 12 инструментов) и вертикально сверлильный станок 2P135Ф2 с шестипозиционной револьверной головкой предназначены для фрезерной и сверлильной обработки деталей типа фланцев и плоских кулачков.
Участок обслуживается транспортно-накопительной системой. Хранение и транспортирование деталей осуществляется партиями по 3-10 шт. в специальном контейнере. Система содержит автоматизированный склад, обслуживаемый электроштабелером, и транспортеры для перемещения контейнеров от склада к станкам и обратно. Общая емкость склада равна 200 контейнеров, что достаточно для восьмичасовой работы участка без пополнения запаса заготовок или изъятия готовых деталей. Для обработки деталей на участке АУ1 требуется 250 единиц различного металлорежущего инструмента. На участке установлен транспортер-накопитель режущего инструмента, автоматически обслуживающий токарные полуавтоматы 1715МФ3.
Управление работой участка, диспетчирование, учет и организация осуществляются из единого центра от ЦВМ. Эксплуатация автоматизированного участка АУ1 в условиях мелкосерийного и единичного производства позволяет в 6-8 раз повысить производительность труда и соответственно уменьшить цеховой обслуживающий персонал, в 4 раза сократить число станков, в 10-15 раз производственный цикл обработки деталей и в 2 раза производственную площадь, улучшить ритмичность и организацию производства, на 50 % повысить загрузку станков по времени. Уже в ближайшие годы появятся другие участки и линии из оборудования с числовым управлением, автоматизированные цехи и производства для выпуска самой разнообразной продукции машиностроения.
Системы автоматического программирования
Процесс программирования для нечисловых автоматов - это наладка станка (расстановка кулачков на распределительном валу, установка упоров и конечных выключателей, настройка командоаппарата, изготовление и установка копира и др.). Процесс наладки вызывает простой автомата и его трудно автоматизировать.
У числовых автоматов процесс программирования часто является еще более трудоемким, но он отделен от станка, а поэтому не вызывает простоев. Кроме того, изменяется сам характер процесса программирования. Процесс приобретает вычислительный характер и может быть автоматизирован с помощью ЦВМ. Таким образом, центр тяжести переносится на составление программы для ЦBM, но трудоемкость программирования при этом пока не уменьшается. Чтобы существенно снизить трудоемкость программирования, нужно прибегнуть к помощи алгоритмических языков. Необходимо разработать такие специальные искусственные языки, при помощи которых можно просто, быстро и удобно описать работу станка. Затем препроцессор - специальная программа - переводит алгоритмический язык на язык машинный, а процессор и постпроцессор преобразует информацию в форму, воспринимаемую конкретной системой управления металлорежущего станка. Все это называется системой автоматического программирования САП. Использование САП позволяет в десятки раз уменьшить трудоемкость процессов программирования. Работы в этом направлении будут продолжаться дальше, чтобы упростить, удешевить и ускорить процесс программирования для станков с числовым управлением.
Работа координационных центров
Для подготовки управляющих программ для станков с числовым управлением требуется специальное дорогое оборудование, включающее ЦBM, подготовленные высококвалифицированные кадры, значительные площади. Службу подготовки программ в состоянии организовать у себя только крупные машиностроительные заводы. Сотни мелких и средних заводов пользуются услугами специальных координационных вычислительных центров. Необходимо дальше совершенствовать работу центров. Каждое предприятие должно дистанционно передавать в центр исходные данные и получать оттуда готовые управляющие программы. В заключение можно сказать, что переход к станкам с цифровым управлением означает полную реорганизацию производства, которая по своим масштабам может быть сравнима только с переходом от ручного труда к машинному.
