Классификация устройств ЧПУ предполагает деление систем на позиционные и контурные. Для управления контурной системой ЧПУ необходимо проводить большие вычисления. Объем этой работы фактически вынуждает пользоваться ЭВМ. Необходимость в использовании ЭВМ при составлении программ для позиционных систем не так очевидна. Большинство потребителей станков с позиционными системами ЧПУ подготавливают программы вручную. Тем не менее и для этих систем наметилась тенденция к расширению применения ЭВМ. Некоторые программы работы ЭВМ были написаны для конкретных комбинаций станка и системы управления.
Поскольку число возможных комбинаций очень велико, такой подход требует огромного объема работы. Для решения этой проблемы были разработаны обобщенные (абстрактные) программы для ЭВМ по отдельным видам обработки, например сверление отверстий на станке с ЧПУ, фрезерование и т. д. Для того чтобы приспособить выходные данные, полученные от этой программы, к конкретному станку и системе, требуется некоторая дополнительная программа. Обобщенная (абстрактная) программа обычно называется программой или процессором. Дополнительная программа называется постпроцессором. Процессор составляется только один раз, в нем производится преобразование введенных данных, подсчет геометрических параметров и определение траекторий инструмента. Промежуточный выход, получаемый после процессора, является входом для постпроцессора, который производит увязку информации так, чтобы она стала пригодной для реализации на конкретном станке и системе. Можно считать, что общее количество постпроцессоров при одном процессоре равно числу возможных комбинаций «станок - система управления».
Тенденция к переходу на обобщенные системы программирования не влечет за собой никаких дополнительных расходов, поскольку совсем недавно специальные или частные программы поставлялись вместе с ЭВМ. Постпроцессоры должны поставляться станкостроительными компаниями или изготовителями систем управления.
Ручное программирование для контурной обработки практически непригодно, так как велик объем работы, связанной с расчетом опорных точек и написанием программ обработки деталей.
Принять решение о выборе способа программирования для позиционных систем не так просто, поскольку он зависит от объема и сложности обработки; наличия подходящей ЭВМ либо непосредственно на предприятии, либо в недалеко расположенном вычислительном центре; наличия общего процессора для этой ЭВМ и подходящих постпроцессоров для используемых станков.
Для каждого данного процессора существует соотношение между преимуществами ЧПУ и сложностью детали (рис. 1). Определенное влияние оказывают и такие факторы, как объем партии, но такие характеристики, как «сложность» и «преимущества», невозможно выразить количественно. Например, сокращенные циклы работы станка с ЧПУ могут иметь большое значение, однако трудно выразить этот выигрыш в денежной форме.
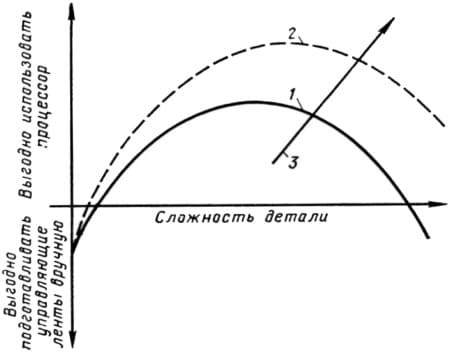
Рис. 1. Графическое изображение рекомендаций по обработке с применением ЧПУ и обычными методами с учетом сложности детали при использовании различных процессов: 1 - процессор I; 2 - процессор II; 3 - увеличение возможностей процессора
