Корпусные детали часто имеют группы одинаковых поверхностей и отверстий. Процесс их обработки и его последовательность, режущий инструмент и последовательность его перемещений и замены, изменение режимов обработки и т. п. для каждого отверстия остаются одинаковы и повторяются. Для упрощения составления технологического процесса и программы обработки деталей, а также для упрощения кодирования процесса обработки целесообразно составить наиболее часто повторяющиеся стандартные циклы движения инструмента, стола и салазок.
Постоянные стандартные циклы при сверлении, растачивании и фрезеровании нескольких одинаковых отверстий позволяют выполнить последовательно одинаковые операции, программируя только цикл первого отверстия и устанавливая для выполнения последующих только значения их координат X и Y. Постоянные циклы станков с ЧПУ наряду с упрощением разработки технологии способствуют повышению производительности за счет сокращения вспомогательных и холостых пробегов. При повторении циклов работы станка не затрачивается время на подвод инструмента, поскольку при его обратном ходе он останавливается на уровне поверхности обрабатываемой детали.
На рис. 1 приведены стандартные рабочие циклы, применяемые на станке Auctor CNZ/2 фирмы Olivetti:
- сверление на постоянном цикле отверстий одного диаметра на одинаковую глубину (1);
- сверление любого количества отверстий различной глубины (2);
- сверление глубокого отверстия с программированным выводом сверла для удаления стружки (3);
- сверление отверстия с периодическими остановками подачи сверла для дробления стружки (4);
- последовательное растачивание нескольких одинаковых отверстий (5);
- растачивание отверстия, остановка вращения шпинделя, отвод невращающегося инструмента (6);
- растачивание гладкого отверстия с выточками, периоди ческое сочетание рабочих ходов и ускоренных перемещений по оси (7);
- контурное торцовое фрезерование плоскости (8);
- последовательное фрезерование нескольких поверхностей, лежащих в одной плоскости, с периодическим сочетанием рабочих и ускоренных перемещений детали между поверхностями (9);
- последовательное выполнение различных видов работ, фрезерование плоскостей, растачивание отверстий, сверление, цекование фаски, нарезание резьбы в глухих и сквозных отверстиях, подрезание торцов бобышек (10);
- торцовая обработка выемок, цековка под головки болтов с остановкой и выдержкой инструмента по окончании рабочего осевого хода (11);
- последовательное фрезерование нескольких пазов с ускоренными перемещениями холостых проходов, фрезерование окон и шпоночных канавок методом маятниковой подачи (12);
- последовательное фрезерование плоскостей, расположенных на различных уровнях (13);
- фрезерование кулачков по контуру (14).
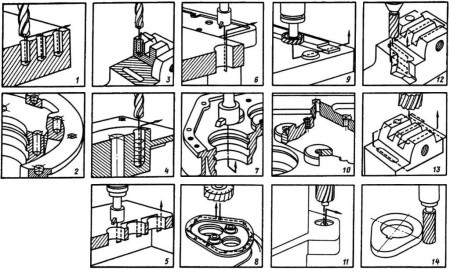
Рис. 1. Стандартные циклы обработки станка фирмы Olivetti
На рис. 2 представлены стандартные циклы работы станка BMRC 32NC/3D (ГДР).
Сверлильные салазки (рис. 2, а) перемещаются на быстром ходу вниз и останавливаются, когда инструмент подходит к детали, затем включается рабочая подача и производится сверление. По окончании сверления салазки перемещаются назад на быстром ходу.
Сверлильные салазки перемещаются вниз на быстром ходу (рис. 2, б) и останавливаются, когда метчик подходит к детали, затем включается правое вращение метчика и рабочая подача. По окончании нарезания включается левое вращение метчика и обратный ход салазок, после выхода метчика из отверстия совершается ускоренный отвод салазок.
Сверлильные салазки перемещаются на быстром ходу вниз (рис. 2, в) и останавливаются при подходе инструмента к детали, затем включается рабочая подача и производится цекование отверстия. По достижении требуемой глубины происходит выдержка вращающегося инструмента без подачи и далее быстрый отвод инструмента.
При сверлении глубоких отверстий (рис. 2, г) сверлильные салазки перемещаются на быстром ходу и останавливаются, когда инструмент подходит к детали, затем включается рабочая подача и производится сверление отверстия, в процессе которого сверло периодически выводится и вводится в отверстие на ускоренной подаче. Сверление происходит с удалением при каждом отводе стружки из отверстия.
Инструмент перемещается на быстром ходу вперед (рис. 2, д) и при подходе к детали переключается на рабочую подачу до достижения требуемой глубины. Затем включается продольное движение подачи координатного стола. По окончании операции фрезерования салазки на быстром ходу возвращаются назад.
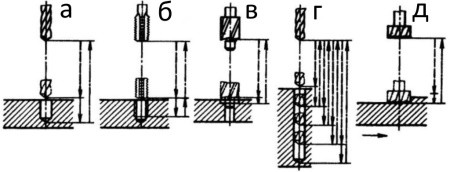
Рис. 2. Стандартные циклы обработки на станке BMRC 32NС/3D (ГДР)
На рис. 3 представлены стандартные циклы растачивания ступенчатых отверстий борштангой, укрепленной на плансуппортной головке. На борштанге (рис. 3) укреплены два резца для предварительного и чистового растачивания. Растачивание производится после предварительного зенкерования или по отверстию, полученному литьем.
Борштанга осуществляет в плансуппортной головке радиальный быстрый подвод резца для предварительной обработки и останавливается на запрограммированном размере диаметра (верхняя часть рис. 3, а); происходит предварительное растачивание ступенчатого отверстия большего диаметра. Далее деталь отводится, и борштанга дополнительно перемещается в радиальном направлении, доходя до размера диаметра второго предварительного прохода. После этого осуществляется второе предварительное растачивание ступенчатого отверстия большого диаметра. По окончании растачивания борштанга совершает радиальную подачу к оси отверстия, осуществляя предварительное подрезание торца отверстия. По достижении размера диаметра малого отверстия включается осевое движение детали и происходит предварительное растачивание малого отверстия. По завершении обработки борштанга отводится к оси отверстия и происходит ускоренный отвод стола.
Далее, вторым резцом, закрепленным на той же борштанге, производится чистовое растачивание. Борштанга перемещается в плансуппортной головке в радиальном направлении до размера диаметра большего отверстия. Затем последовательно происходит быстрый подвод детали, осевое перемещение (растачивание отверстия большего диаметра), радиальное перемещение бор штанги (подрезание торца) и растачивание отверстия малого диаметра. По окончании растачивания происходит отвод резца и быстрый отвод детали.
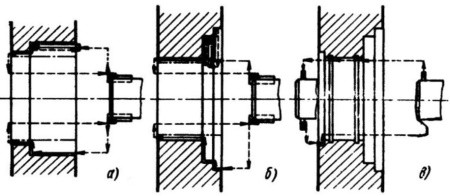
Рис. 3. Стандартные циклы растачивания на станке фирмы Heller
Борштанга осуществляет быстрый подвод резца для предварительного растачивания к поверхности отверстия, затем сле. дует осевое перемещение детали на глубину ступени первого отверстия (верхняя часть рис. 3, б). Далее происходит растачивание первого ступенчатого отверстия радиальным перемещением резца. После завершения растачивания происходит отвод резца от поверхности и быстрый его возврат. Осевым перемещением детали устанавливается глубина резания и последующим радиальным движением борштанги в головке производится растачивание второго ступенчатого отверстия по первому проходу. После завершения прохода происходит отвод резца от поверхности и быстрый его возврат. Вторично, осевым движением стола с деталью и затем радиальным движением резца осуществляется второй проход при растачивании второго отверстия. После завершения прохода резец отводится от поверхности и возвращается в положение, соответствующее размеру диаметра малого отверстия. Осевой рабочей подачей стола с деталью производится растачивание отверстия малого диаметра. Затем следует радиальный отвод резца и быстрый отвод детали в исходное положение. Далее производится чистовое растачивание вторым резцом (нижняя часть рис. 3, б). Радиальным перемещением борштанги в головке устанавливается размер диаметра первого ступенчатого отверстия, осевой подачей растачивается первое отверстие, радиальной подачей резца подрезается торец этого отверстия, осевой подачей детали растачивается второе ступенчатое отверстие, радиальной подачей резца подрезается торец этого отверстия, осевой подачей детали растачивается отверстие наименьшего диаметра. После завершения обработки резец отводится от детали, и на быстром ходу стол возвращается в исходное положение.
Борштанга плансуппорта осуществляет быстрый подвод прорезного резца в поперечном направлении для последующей обработки канавки, далее быстрым перемещением стола с деталью устанавливается ее осевое положение относительно резца, подачей борштанги производится проточка канавки в отверстий, по достижении требуемого размера диаметра происходит выдержка резца и его отвод из канавки. Далее, вторым осевым перемещением стола с деталью устанавливается ее новое осевое положение относительно резца: радиальным перемещением борштанги в головке производится проточка второй канавки, затем следует выдержка резца, отвод бор штанги и резца из канавки и быстрое третье осевое перемещение стола с деталью по направлению к шпинделю. После растачивания канавок борштанга перемещается в головке в противоположном направлении, подводя второй резец по размеру диаметра внутреннего ступенчатого отверстия. Обратным осевым движением детали растачивается отверстие, затем радиальным движением борштанги с резцом подрезается торец этого отверстия. После подрезки торца стол возвращается в исходное положение.
На рис. 4 представлены стандартные циклы обработки на обрабатывающем центре фирмы Collet, также выполняемые при работе с плансуппортной головкой: а) последовательное растачивание гладкого отверстия в несколько проходов, б) расточка канавок и выемок в отверстии, в) растачивание конического отверстия, г) растачивание ступенчатого отверстия, большой диаметр которого расположен на внутренней стенке детали, д) растачивание нескольких ступенчатых - отверстий, расположенных водной стенке детали.
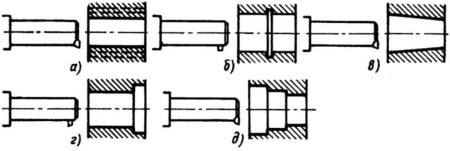
Рис. 4. Стандартные циклы обработки на обрабатывающем центре фирмы Collet
Циклы работы этого станка с ЧПУ аналогичны станку фирмы Heller. Составим стандартные циклы выполнения технологических операций для наиболее часто встречающихся поверхностей корпусных деталей, отдельно для плоскостей, основных отверстий и крепежных отверстий. На рис. 5 приведены формы поверхностей, характер обработки и цикл ее исполнения.
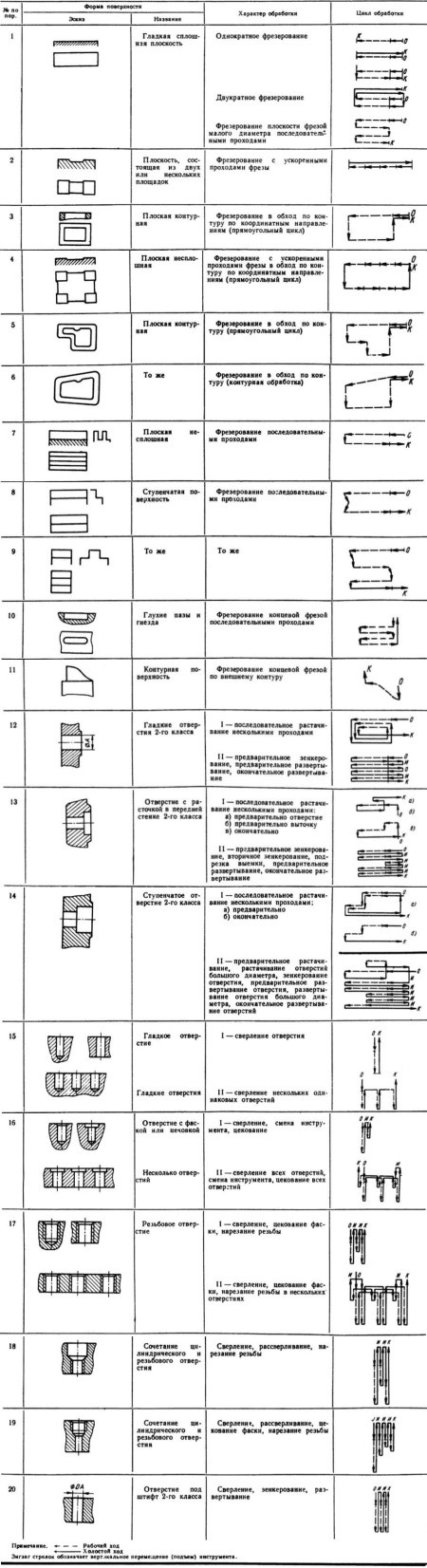
Рис. 5. Стандартные циклы движения рабочих органов станка при обработке различных поверхностей
Устройства для автоматизации цикла
Цикл работы фрезерного станка состоит из следующих элементов: включение вращения шпинделя, подвод заготовки под фрезу, рабочая подача, отвод заготовки, выключение вращения шпинделя, опускание стола, обратный ход и возвращение стола в исходное положение. Автоматизация этих элементов может осуществляться частично или полностью.
Во фрезерных станках выпуска прежних лет имелись небольшие возможности для автоматизации цикла работы; они позволяли только автоматически выключать подачу после окончания рабочего хода во избежание перебега стола. Затем появились станки, которые позволяли осуществлять быстрый подвод заготовки под фрезу, включение рабочей подачи и быстрый отвод после окончания рабочего хода.
На изображении (см. рис. 1.8, Как сократить время фрезерования) показано преимущество быстрого подвода и отвода заготовки. Несмотря на большую эффективность схемы (см. рис. 1.8, б там же) перед схемой обычного фрезерования (см. рис. 1.8, а, там же) эта схема не может быть широко рекомендована, так как операции включения - выключения рабочей и быстрой подачи не автоматизированы и требуют внимания фрезеровщика.
Применение быстрых механических перемещений стола становится еще более эффективным при обработке деталей, у которых фрезерованию подлежат лишь отдельные поверхности, когда для сокращения времени обработки промежутки между обрабатываемыми участками целесообразно проходить на быстром ходе стола. Такая схема подачи стола, когда включение рабочей подачи чередуется с включением быстрого хода стола, называется чередующейся (скачкообразной) подачей.
На рис. 6 изображена схема фрезерования с чередующейся подачей стола. По этой схеме все движения стола автоматизированы и вместо ручного включения поочередно рабочих и быстрых подач последние включаются автоматически переставными кулачками. После включения подачи стол быстро подается к фрезе и автоматически переключается на рабочую подачу от первого кулачка, проходит участок, соответствующий длине участка обрабатываемой поверхности, затем автоматически переключается на быструю подачу при помощи второго кулачка и, дойдя до следующего кулачка, автоматически переключается на рабочую подачу и т. д. По окончании фрезерования стол кулачка переключается на обратную быструю подачу, возвращается в исходное положение и останавливается. Для повторения операции включают вручную рычаг подачи стола.
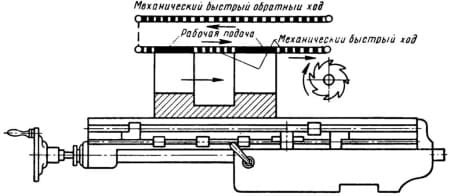
Рис. 6. Схема фрезерования с чередующейся подачей стола
Для полной автоматизации цикла работы стола в современных станках предусмотрена остановка вращения шпинделя при остановке стола и включение вращения шпинделя до включения подачи стола. Схема чередующейся подачи широко применяется фрезеровщиками-новаторами, особенно при многопозиционном последовательном фрезеровании ряда одинаковых деталей с использованием многоместных приспособлений.
В станках, позволяющих производить фрезерование по подаче, обратный ход может быть использован для обработки, как и прямой ход.
На изображении (см. рис. 4, Производительность фрезерных станков с ЧПУ) показан метод сокращения вспомогательного времени путем использования обратного хода стола при работе торцовой фрезой и при работе набором цилиндрических фрез.
Схема фрезерования при использовании обратного хода изображена на рис. 7. Подлежащие обработке детали располагают по обе стороны стола, причем для обработки берут две фрезы с разными направлениями винтовых зубьев. Каждой фрезе соответствует своя деталь. При ходе стола справа налево фрезеруется правая деталь, а при обратном ходе - левая.
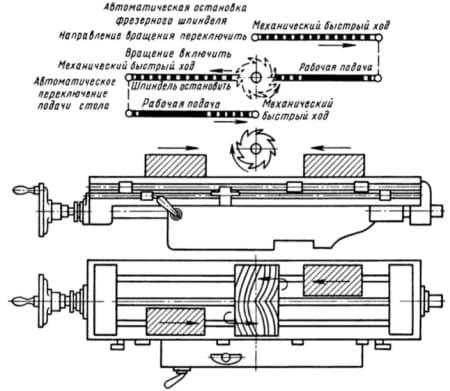
Рис. 7. Схема фрезерования с использованием обратного хода
При наличии быстродействующих зажимов (механических, пневматических, гидравлических) обработка по данной схеме происходит полуавтоматически, так как фрезеровщику приходится только зажимать и раскреплять детали.
На рис. 8 приведены схемы автоматических циклов работы, применяемые на современных консольно- и продольно-фрезерных станках общего назначения и некоторых агрегатных станках.
На рис. 8, а изображен простой цикл: После включения вращения шпинделя и подачи 1 стол движется быстро и подводит заготовку под фрезу, затем автоматически включается рабочая подача 2, после окончания фрезерования 3 реверсируется движение стола в обратном направлении и включается быстрый ход до момента достижения исходного положения стола 4, станок выключается. Затем производится загрузка зажимного приспособления новой заготовкой и следует повторение цикла.
На рис. 8, б показан такой же случай, что и на рис. 8, а, Только здесь на заготовке есть необрабатываемый промежуток (3-4), который стол проходит на быстром ходу. Фрезерование происходит по автоматическому циклу с чередующейся или скачкообразной подачей, по окончании цикла - загрузка приспособления новой заготовкой и повторение цикла. Случаи а и б применяют тогда, когда на станке установлено только одно приспособление. Здесь возможно многостаночное обслуживание, однако во время закрепления заготовки станок простаивает.
На рис. 8, в показан цикл фрезерования с использованием обратного хода стола по маятниковому циклу. Фрезы укреплены на одной оправке или в двух фрезерных бабках одна против другой. Заготовки закреплены в двух зажимных приспособлениях, расположенных по обоим концам стола. Сначала цикл идет, как показано на рис. 8, а; в то время как одна заготовка в первом приспособлении обрабатывается, другую заготовку устанавливают и зажимают во втором приспособлении (совмещение элементов времени зажима и обработки). Затем включается быстрый обратный ход 3, под фрезу подходит вторая заготовка и стол переключается на рабочую подачу 4, которая происходит на длине обрабатываемой детали до положения 5, после чего стол переключается на обратный быстрый ход до положения 6 и цикл начинается сначала. Это повторяется до тех пор, пока станок не выключат. Возможно автоматическое переключение направления вращения фрезы и, таким образом, одинаковые условия для обеих заготовок (фрезерование по или против подачи).
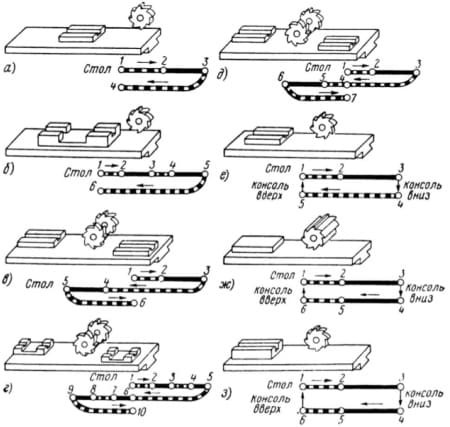
Рис. 8. Схемы автоматических циклов работы на консольно-фрезерных станках
На рис. 8, г изображено сочетание циклов б и в, т. е. чередующейся и маятниковой подачи. На рис. 8, д изображен цикл маятниковой подачи, как и в случае в, однако цикл здесь имеет перерыв: остановка в среднем положении. При осуществлении цикла в возможна поломка детали, инструмента или станка, если рабочий не успеет закрепить одну заготовку во время обработки другой. В зажимном приспособлении предусмотрена кнопка, связанная с электрическим управлением движениями стола. Если рабочий закрепил заготовку раньше, чем стол прошел половину цикла, он нажимает на кнопку независимо от того, в какой стадии находится обработка другой заготовки. Тогда стол без остановки пройдет расстояние между заготовками 3-5, и цикл будет продолжаться. Если же рабочий не закончил установку и не нажал кнопку, стол остановится в среднем положении 4 и будет стоять до тех пор, пока рабочий не закончит зажим заготовки и не включит подачу, после чего цикл продолжится.
В разобранных случаях (рис. 8, а, б, в, г, д) участвует только одно движение подачи - продольное движение стола. В схемах е, ж, з на рис. 8 приводятся более сложные автоматические циклы, связанные с вертикальным перемещением стола.
Рис. 8, е изображает простой цикл, как по схеме а, но с автоматическим отводом фрезы по окончании прохода. Здесь быстрый обратный ход стола совмещается с опусканием консоли, чтобы при обратном ходе не испортить обработанной поверхности детали. Изображенный на рис. 8, ж цикл отличается тем, что производятся два перехода - черновой и чистовой. Черновой переход совершается так же, как и по циклу рис. 8, е, затем, используя подъем консоли, совершается небольшая подача на глубину и фреза выполняет чистовой переход при обратном рабочем ходе стола. Здесь один переход, обычно черновой, выполняется при фрезеровании против подачи, а другой - по подаче.
На рис. 8, з показана схема, аналогичная схеме рис. 8, ж, только здесь вместо цилиндрической фрезы показана дисковая фреза. Если в случае ж для отвода фрезы достаточно было опустить консоль на десятые доли миллиметра, то в случае з необходимо поднять ее на высоту, несколько большую глубины паза.
На отечественных консольно-фрезерных станках второй и третьей гамм серий М и H, модернизированных фрезерных станках предыдущих серий, бесконсольно-фрезерных станках и некоторых продольно-фрезерных станках осуществимы полуавтоматические и автоматические циклы по схемам а, б, в, г, д.
Для настройки консольно-фрезерных станков второй и третьей гамм серии M или H производства Горьковского завода фрезерных станков на полуавтоматический и автоматический циклы перемещений стола необходимо:
- поставить средний переключатель на дверце правого электрошкафа в положение «автоматический цикл»;
- утопить и повернуть валик-шестерню на переднем торце салазок в положение «автоматическое управление столом»;
- выполнить установку на передней планке стола кулачков 1, 2, 3 и 4, поставляемых к станку.
На рис. 9 показана установка кулачков на станках серии М при настройке на следующие циклы: чередующийся (скачкообразный) цикл правой подачи - быстро вправо - подача вправо - быстро назад (влево) - стоп, что соответствует схеме рис. 8, а; чередующийся (скачкообразный) цикл левой подачи - быстро влево - подача влево - быстро назад (вправо) - стоп, что соответствует схеме рис. 8, а в реверсированном виде; маятниковый цикл правой подачи - быстро вправо - подача вправо - быстро влево - подача влево - быстро вправо - подача вправо и т. д., что соответствует схеме рис. 8, в.
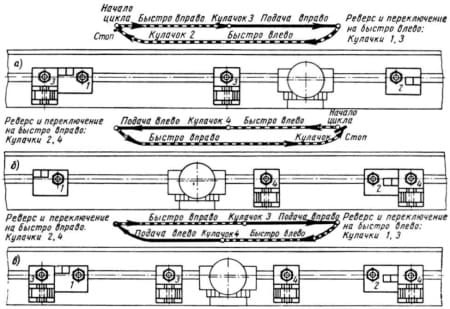
Рис. 9. Настройка стола станков 6M82, 6М82Г, 6М12П, 6М83, 6М83Г, 6М13П на: а - чередующийся (скачкообразный) полуавтоматический цикл правой подачи; б - чередующийся (скачкообразный) полуавтоматический цикл левой подачи; в - непрерывный маятниковый автоматический цикл
При помощи дополнительных кулачков 3 и 4 можно чередующийся цикл правой или левой подачи продублировать, например: быстро вправо - подача вправо - быстро вправо - подача вправо - быстро назад (влево) - стоп подобно схеме рис. 8, б или то же, но в левую сторону. На этих же станках можно при установке дополнительных кулачков 3 и 4 осуществить сочетание чередующегося и маятникового циклов: быстро вправо - подача вправо - быстро вправо - подача вправо - быстро назад (влево) - подача влево - быстро влево - подача влево - быстро назад (вправо) - подача вправо и т. д., что соответствует схеме рис. 8, г.
Выполнение циклов д и е по рис. 8 возможно на этих станках при применении тех же кулачков, но с доработкой электрической схемы управления станком.
На отечественных консольно-фрезерных станках первой гаммы серии M выпуска Дмитровского завода фрезерных станков можно осуществить все схемы автоматического цикла по рис. 8.
Для настройки этих станков на полуавтоматический и автоматический циклы перемещений стола и консоли необходимо: а) поставить пакетные выключатели «автоматическое управление», «опускание стола» в соответствующее положение; б) выполнить установку на планке стола кулачков 1, 2, 3, 4, 5 и 6, поставляемые к станку; в) установить нижнее кольцо в консоли, ограничивающее вертикальные перемещения в циклах с опусканием стола.
На рис. 10 показана установка кулачков при настройке на: чередующийся (скачкообразный) цикл правой подачи - быстро вправо - подача вправо - быстро вправо - быстро назад (влево) - стоп и чередующийся (скачкообразный) цикл левой подачи - быстро влево - подача влево - быстро влево - быстро назад (вправо) - стоп.
Те же циклы, что и по рис. 10, а и б, но с опусканием консоли в конце рабочего хода и подъемом в начале цикла до ограничителя, который настраивают заранее в зависимости от требуемой высоты опускания консоли, изображены на рис. 10, в и г. Эти циклы соответствуют схеме рис. 8, ж в прямом и реверсированном видах.
Маятниковый цикл правой подачи (соответственно левой подачи), когда по окончании чередующегося цикла правой подачи механизм подачи стола не выключается и автоматически начинает такой же цикл (рис. 10, д). Автоматическое опускание и подъем консоли в маятниковом цикле не предусмотрены.
При автоматизации цикла и введении быстрых перемещений стола необходимо кулачки, включающие рабочее и быстрое перемещение стола, устанавливать с учетом инерции на срабатывание переключающих механизмов.
В некоторых моделях зарубежных фрезерных станков и в отечественном консольном вертикально-фрезерном станке 6А12П имеются в приводе подач «узлы замедления», которые сводят до минимума инерционные перебеги стола и позволяют обеспечить высокую стабильность размеров обрабатываемых деталей при повторении циклов. «Узлы замедления» дают возможность получения замедленных (ползучих) подач на станке 6А12П со скоростью 20 мм/мин для горизонтального и 8 мм/мин для вертикального перемещения стола.
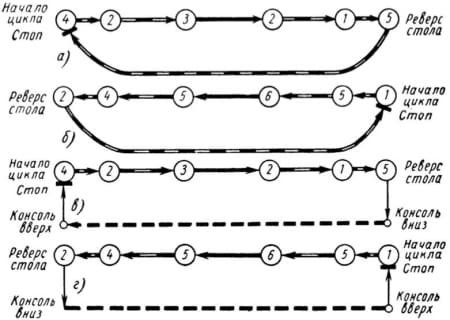
Рис. 10. Настройка стола станков 6М81, 6М81Г, 6М11 и 6М11В на: а - чередующийся (скачкообразный) цикл правой подачи; б - чередующийся (скачкообразный) цикл левой подачи; в - чередующийся (скачкообразный) цикл правой подачи с автоматическим опусканием консоли в конце рабочего хода; г - чередующийся (скачкообразный) цикл левой подачи с автоматическим опусканием консоли в конце рабочего хода; д - маятниковый цикл правой подачи
