Смазка трущихся поверхностей станков устраняет их непосредственный контакт, благодаря чему значительно уменьшаются силы трения и создаются условия для устранения или резкого уменьшения износа поверхностей. В сопряжениях станков имеют место различные виды трения.
Жидкостное трение, при котором трущиеся поверхности полностью разделены слоем смазки, наиболее желательно с точки зрения уменьшения износа. Оно может быть обеспечено двумя основными методами - гидродинамическим и гидростатическим (подача смазки под давлением).
Жидкостное трение в сопряжениях станков, помимо его положительных сторон, имеет ряд недостатков: оно связано с существенным усложнением системы смазки; наличие масляного слоя между поверхностями, величина которого зависит от нагрузки, может нарушить точность перемещения узла. Большинство сопряжений станков работает в условиях неполной смазки, когда между поверхностями имеет место граничное трение (слой смазки порядка 0,1 мкм и менее) или полужидкостное трение (смешанное трение, одновременно жидкостное и граничное или сухое). В этом случае износ поверхностей значительно меньше, чем при отсутствии смазки.
В качестве смазочных материалов в станках применяют жидкие минеральные масла и густые (консистентные) мази. Преимущественное распространение получили масла, наиболее приемлемые для смазки быстроходных сопряжений и позволяющие осуществлять централизованную смазку с циркуляцией и очисткой масла от загрязнения.
Выбор смазки зависит в первую очередь от скоростей относительного скольжения и нагрузок, действующих в сопряжениях. При прочих равных условиях чем выше скорость относительного скольжения и чем меньше давление в сопряжении, тем меньшей вязкости должно быть масло. Для прецизионных механизмов, как правило, выбирают смазку с меньшей вязкостью.
Выбор смазки для станков осложняется тем, что они имеют разнообразные пары трения, работающие при различных скоростях и нагрузках. Применение разных смазок неоправданно усложнило бы конструкцию смазочной системы и затруднило эксплуатацию такого станка. В станках применяют различные системы смазки (см. Смазка фрезерных станков), наиболее совершенна централизованная смазка, достаточно надежно обеспечивающая смазку всех основных узлов.
В качестве примера автоматической централизованной смазки на рис. 1 приведена схема смазки зубострогального полуавтомата для конических колес модели 5A250. Смазочная система питается двумя насосами (Н). Резервуар вмещает 100 л масла. Включение смазочной системы сблокировано с включением всего станка. Подвод смазки обеспечивается ко всем основным узлам: к корпусу люльки (точки 4-8), к приводу (9-11), к распределительному барабану (12-17), к бабке изделия (18, 19), к гидропатрону (20), к направляющим суппортов (21). Точки 1-3 являются распределительными. Для очистки масла в системе предусмотрено пять фильтров (Ф1-Ф5). Пластинчатый фильтр Ф1 служит для очистки всего масла, поступающего в систему, фильтр Ф3 для очистки масла, поступающего к шпинделю изделия.
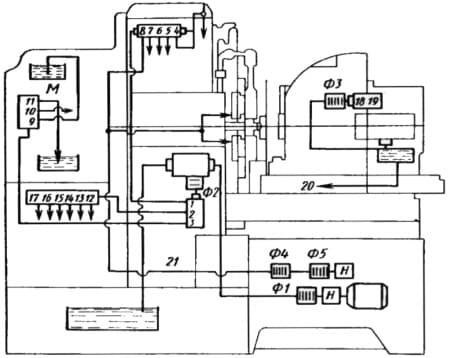
Рис. 1. Схема смазки зубострогального станка 5A250
Особое значение для станков имеет смазка шпинделей, смазывание направляющих скольжения поступательного и кругового движения. Для смазки направляющих, которая способствует значительному увеличению их долговечности, применяют разнообразные методы. Простейшими, но менее совершенными, являются смазка ручным способом и смазка при помощи индивидуальных масленок. Непрерывная подача масла может осуществляться специальными роликами, помещенными в масляных карманах станины, при помощи насоса или с использованием масляной ванны. Для распределения масла по всей поверхности трения на направляющих выполняют специальные смазочные канавки.
Гидростатическая смазка направляющих скольжения, когда масло под давлением непрерывно подается насосом на рабочие поверхности, может обеспечить жидкостное трение по всем диапазонам скоростей и нагрузок. Однако при этом возможно «всплывание» стола или суппорта на направляющих станины, а также возникновение опрокидывающих моментов, что нарушает точность движения. Во избежание этого применяют гидроразгрузку направляющих, при которой только часть нагрузки уравновешивается давлением масла. Для этого на направляющие подается определенное количество масла при точно установленном давлении. Однако при больших опрокидывающих моментах и переменных режимах работы более целесообразны замкнутые гидростатические направляющие с подачей смазки на основную грань и нижнюю грань, которая воспринимает опрокидывающий момент (рис. 2).
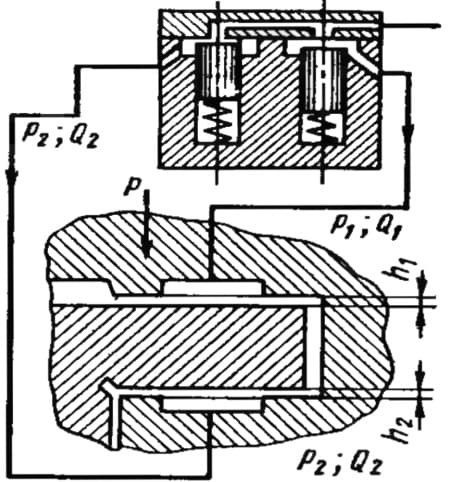
Рис. 2. Гидростатическая смазка направляющих
В ряде случаев для повышения работоспособности, гидростатические направляющие замкнутого типа целесообразно применять с системами автоматического регулирования масляного давления p1 и p2 (рис. 2) из условия сохранения значений зазоров h1 и h2 независимо от внешних нагрузок.
Надежная смазка имеет большое значение для направляющих кругового движения. При больших окружных скоростях возможно жидкостное трение за счет гидродинамического эффекта. При трогании с места и больших нагрузках имеет место граничное трение. Для того чтобы круговые направляющие работали в лучших условиях целесообразно применять комбинированный способ обеспечения жидкостного трения гидростатический, к которому добавляется гидродинамический эффект при движении стола станка.
На рис. 3 показана комбинированная система смазки круговых направляющих тяжелых станков, разработанная ЭНИМС. От насоса 1 через фильтр 2 масло подается в канавки открытые 5 с клинообразующими скосами для создания гидродинамического давления и закрытые 4 для создания гидростатического давления при пуске планшайбы и малых скоростях. В открытые канавки смазка подается обильно, что способствует отводу тепла. В системе имеется дроссель 3, который позволяет регулировать гидростатическое давление, увеличивая его при обработке тяжелых деталей и уменьшая при точной обработке. В конструкции предусмотрена также масляная ванна 6, уровень масла в которой выше рабочей поверхности направляющих. Наличие ванн повышает надежность работы круговых направляющих в случае перебоев в подаче смазки.
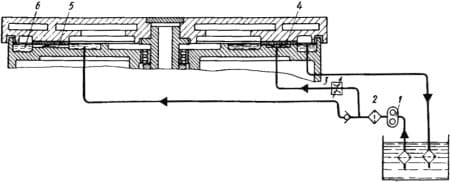
Рис. 3. Комбинированная система смазки круговых направляющих
Смазка шпинделей должна обеспечивать следующие условия: подшипники скольжения имеют жидкостное трение; подшипники качения располагают тонким слоем смазки. В случае циркуляции смазка выполняет также функции охлаждения. Для смазки шпинделей ввиду ее ответственности часто применяют специальную систему, которая обеспечивает подачу к шпиндельным подшипникам масла, соответствующего условиям их работы.
Для быстроходных шпинделей современных станков получает распространение смазка масляным туманом. Последний образуется раздроблением или распылением (механическим или пневматическим способом) струи масла на мелкие частицы (до 2 мкм в диаметре). При помощи воздушного потока частицы тумана при подаче их к трущимся поверхностям передвигаются по трубопроводу на расстояние нескольких метров. Для распыления масла применяют пульверизаторы, инжекторы или эжекторы.
Масляный туман для станка имеет следующее преимущество - воздух уносит тепло, выделяющееся при трении, а расход масла при этом незначителен (не превышает 0,3 см3/ч на 1 см2 поверхности трения). Кроме того, течь масла через зазоры здесь практически отсутствует, что дает возможность сократить количество уплотнительных устройств. Подача распыленного масла осуществляется через влагоотделитель, осушитель и маслораспылитель.
Ha 4 приведена схема установки для непрерывной подачи распыленного масла к узлу трения. Струя сжатого воздуха с распыленной смазкой подается к механизму станка 1 (столу, шпинделю). Воздух проходит через влагоотделитель 2, осушитель 3, реле давления 4 и регулятор давления 5, попадает в маслораспылитель 6, откуда масляный туман по гибкому рукаву 7 поступает в распределитель 8. После смазки узлов масло через воронку 9 собирается в сборник 10 масляного конденсата. При работе смазочных систем большое значение имеет надежная фильтрация смазки, чтобы инородные частицы и продукты износа при циркуляции смазки не попадали на трущиеся поверхности, так как это приведет к их интенсивному изнашиванию.
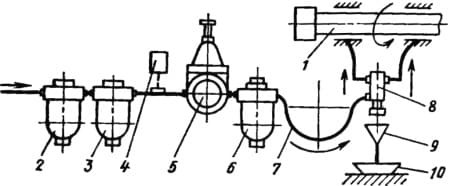
Рис. 4. Схема смазки масляным туманом
