Как известно, теплообразование при резании металла снижают применением смазывающе-охлаждающих веществ (COB), чаще всего - жидкости - эмульсии, масла с добавками твердых смазывающих веществ (графит, парафин, сернистый молибден и др.). Необходимо, чтобы СОВ наряду с высокими охлаждающими свойствами обладали хорошей маслянистостью и вымывающей способностью, были безвредны для рабочих и оборудования.
Охлаждающе-смазывающая жидкость может быть подведена в зону резания различными способами (рис. 1). Наиболее простой из них - полив свободно падающей струей (рис. 1, а). Однако в этом случае смазывающее действие жидкости снижено, так как она почти не попадает в зону контакта инструмента с изделием и со стружкой. Кроме того, имеет место сильное разбрызгивание жидкости. Лучший результат получается когда происходит подача СОЖ высокого давления с направлением струи в зону резания (рис. 1, б).
Находит применение также подвод жидкости под давлением через отверстия в инструменте (рис. 1, в).
Хороший эффект дает, как правило, охлаждение жидкостью, распыленной сжатым воздухом.
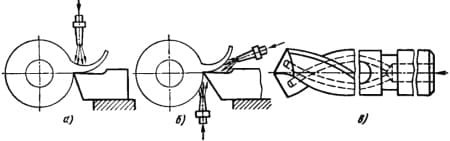
Рис. 1. Методы подвода охлаждающей жидкости в зону резания
Системы, применяемые в станках для подачи смазочно-охлаждающей жидкости, обычно включают следующие элементы:
- Насос для подачи жидкости под давлением. Чаще применяют шестеренные и центробежные насосы; в последнем случае насос соединен с электродвигателем в одном агрегате.
- Трубопроводы и арматура для подачи жидкости. Существенное значение имеет форма наконечника, который формирует и направляет струю жидкости в зону резания.
- Фильтры. Их применяют для очистки жидкости от стружки, грязи, пыли. В случае большого скопления отходов (например, в шлифовальных станках) используют специальные установки для очистки эмульсии.
- Резервуар для охлаждающей жидкости. Он должен иметь достаточную емкость и отстойники для частичной очистки жидкости. При малой скорости протекания жидкости из нее успевают выпасть примеси, которые осаждаются в отстойнике. Примеси, которые всплывают, также задерживаются в отстойнике.
Иногда применяют устройства для регулирования температуры охлаждающей жидкости.
На рис. 2 приведены общий вид и схема монтажа агрегатов простейшей системы охлаждения револьверного автомата мод. 1А136. Из резервуара станины 1 через фильтр 2 охлаждающая жидкость подается в зону обработки по трубопроводам 3. Давление в системе создается шестеренным насосом 4, а регулирование количества подаваемой жидкости осуществляется краном 5. Наконечник 6 обеспечивает подачу жидкости к месту обработки широкой струей, что важно при многоинструментной обработке и в случае применения широких фасонных резцов. Отработавшая охлаждающая жидкость попадает в корыто станка и по специальным стокам и желобам возвращается в отстойники резервуара. Для защиты от брызг рабочего и пространства вокруг станка предусмотрены специальные щитки.
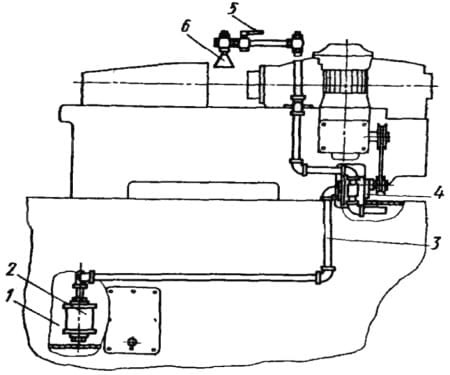
Рис. 2. Система охлаждения револьверного автомата 1A136
В станках также предусматривается защита уплотнениями трущихся поверхностей и механизмов от попадания на них охлаждающей жидкости.
Количество подаваемой к месту обработки охлаждающей жидкости и емкость резервуаров должны быть таковы, чтобы обеспечивался отвод тепла из зоны резания и жидкость при циркуляции успевала остывать. Расчет системы охлаждения (в первую очередь определение подачи насоса) можно производить исходя из уравнения теплового баланса:
QγC∆tk = 75•60N/427,
где Q - подача насоса охлаждения, л/мин; γ - удельная масса смазочно-охлаждающей жидкости (для минеральных масел γ=0,88 кг/л); C - удельная теплоемкость жидкости [С=0,45 ккал/(кг•град)]; ∆t - допустимое повышение температуры циркулирующей жидкости (обычно ∆t=10÷15°С); N - мощность, затрачиваемая на резание, л. с.; k - коэффициент, учитывающий эффективность использования охлаждающей жидкости (k=0,3÷0,5 и ниже).
