Шпиндель является одной из наиболее ответственных деталей станка. От него во многом зависит точность фрезерного станка и качество обработки. Поэтому к шпинделю предъявляется ряд повышенных требований. Тип конструкции, которые имеют шпиндельные узлы металлорежущих станков, определяют: а) требуемая жесткость, опоры шпинделя и расстояние между ними, наличие отверстия (для пропуска материалов и для других целей); б) конструкция приводных деталей (зубчатые колеса, шкивы) и их расположение на шпинделе; в) тип подшипников и посадочные места под них; г) метод крепления патрона для детали или инструмента (определяет конструкцию переднего конца шпинделя).
Шпиндели станков в настоящее время имеют довольно сложную форму. К ним предъявляются высокие требования по точности изготовления; часто до половины всех проверок на точность, проводимых при изготовлении станка, приходится на шпиндельный узел. Технические условия на изготовление шпинделей устанавливаются ГОСТом для станков данного класса. Так, для шпинделей прецизионных станков средних размеров биение поверхностей под подшипники относительно оси шпинделя не должно превышать 1 мкм, овальность и конусность шейки - 2 мкм. Это говорит о высоких требованиях к шпинделю станка и ко всему шпиндельному узлу.
Выбор компоновки металлообрабатывающего станка влияет на компоновку шпиндельных узлов, так как шпиндель является одним из главных его элементов. Вариант расположения шпиндельной бабки однопозиционных станков можно видеть на рис. 1. В прецизионных станках (токарные, координатно-расточные и др.) стремятся выделить шпиндель в самостоятельный конструктивный узел, так чтобы коробка скоростей была отдельно. Этим значительно уменьшается передача на шпиндель вибраций и динамических нагрузок, возникающих в приводе. Компоновка шпиндельных узлов многошпиндельных станков имеет свою специфику. Здесь расположение узла шпинделя зависит от положения в пространстве оси станка X-X (вертикальная или горизонтальная) и расположения по отношению к ней осей вращения шпинделей Z-Z (рис. 1). Ось станка X-X обычно совпадает с осью вращающегося стола или шпиндельного барабана.
Для сокращения площадей и удобства обслуживания в многопозиционных станках широко распространена вертикальная компоновка. Если деталь в период обработки вращается, то удобнее располагать ось вращения шпинделя 2 параллельно оси стола (рис. 1, а). К этой группе относятся многошпиндельные станки автоматы и полуавтоматы последовательного и параллельного действия для токарной обработки и сверлильно-расточных работ. Расположение оси вращения шпинделя перпендикулярно оси стола (рис. 1, б) - более редкий случай. Обработка неподвижных деталей характерна для агрегатных сверлильно-расточных станков с поворотным столом (рис. 1, в), где шпиндели компонуют в многошпиндельных головках.
Горизонтальное расположение оси стола, когда стол превращается в шпиндельный барабан, характерно для большой группы многошпиндельных токарных автоматов и полуавтоматов (рис. 1, г), а обработка неподвижных деталей на барабане с горизонтальной осью вращения производится, например, на барабанно-фрезерных станках (рис. 1, д) с непрерывным вращением барабана или на многопозиционных станках с компоновкой, подобной представленной на рис. 1, г.
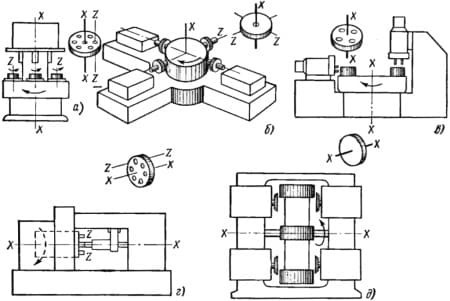
Рис. 1. Расположение шпиндельных узлов в многопозиционных станках
Весьма важным является выбор материала шпинделя. Изготовление шпинделей средненагруженных выполняют обычно из стали 45 с улучшением (закалка и высокий отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА, 38ХВФЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХН3 (быстроходные и тяжело нагруженные шпиндели) и другие малолегированные стали. Сталь 65Г применяют для крупных шпинделей.
В качестве примера конструктивного оформления шпиндельного узла на рис. 2 показан шпиндель пруткового автомата на подшипниках качения с приводом от зубчатых колес, а на рис. 3 - узел передней бабки круглошлифовального станка со шпинделем в подшипниках скольжения и с клиноременным приводом.
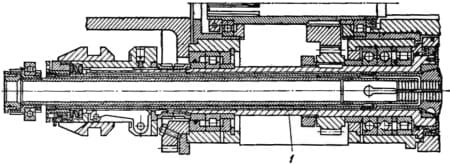
Рис. 2. Шпиндельный узел многошпиндельного пруткового автомата
В первом случае (рис. 2) шпиндель 1 несет внутри и на своем конце механизмы зажима и подачи прутка. Опоры шпинделя, особенно на его переднем конце, воспринимают значительные осевые и радиальные нагрузки при высокой точности вращения. Шпиндель шлифовального станка (рис. 3) должен обеспечивать высокую виброустойчивость, поэтому здесь применены подшипники скольжения и ременный привод. Шпиндель выполнен сплошным, он воспринимает в основном только радиальные нагрузки.
Из этих примеров видно, что шпиндельные узлы достаточно разнообразны по конструкции и к ним предъявляются требования, специфичные для данного типа станка.
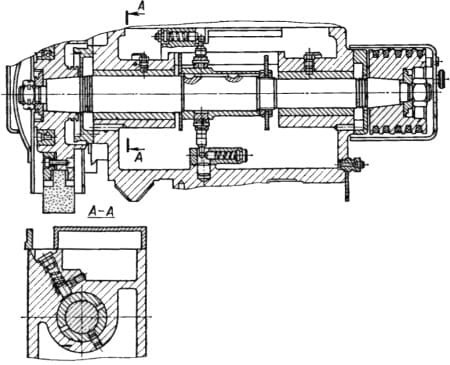
Рис. 3. Передняя бабка круглошлифовального станка
Весьма важным при конструктивном оформлении узла является выбор передач на шпиндель. Он зависит в первую очередь от частоты вращения и передаваемой силы. Зубчатая передача более проста и компактна и передает значительные крутящие моменты, однако из-за ошибок шага она не всегда обеспечивает низкую шероховатость обработанной поверхности и, как правило, не применяется на шлифовальных, координатно-расточных, отделочно-токарных и других станках. В станках с переменными силами резания (например, во фрезерных) с зубчатыми передачами уменьшается плавность вращения шпинделя и возрастают динамические нагрузки в деталях коробки скоростей. Поэтому зубчатая передача применяется для частот вращения не выше 35 об/с.
В зависимости от того, какой тип привода шпинделя, применяют как плоскоременные, так и клиноременные передачи. При расчете привода характер нагрузки на шпиндель учитывается коэффициентом k, на который умножается значение окружной силы: k=1 при спокойной работе (токарные, сверлильные, шлифовальные станки), k=1,15 при значительных колебаниях нагрузки (фрезерные, зубофрезерные станки) и k=1,4 при ударной нагрузке (долбежные, зубодолбежные, строгальные станки).
Ременная передача может обеспечивать частоту вращения шпинделя 100 об/с и выше, когда скорости ремня достигают 60-100 м/с. Однако для привода более скоростных шпинделей (например, внутришлифовальных станков) ременная передача уже не может обеспечить передачу требуемых нагрузок, так как под ремнем создается «воздушный мешок» и возможна его неустойчивая работа. В этом случае привод шпинделя может осуществляться пневматической турбиной до частоты вращения 1667 об/с или электрический мотор шпиндель, который применяется при частотах вращения 2500 об/с и выше. Высокочастотные электрошпиндели, которые представляют собой асинхронные электродвигатели с короткозамкнутым ротором на 200-800 Гц, несущие шлифовальный круг, наиболее полно удовлетворяют требованиям передачи для быстроходных шпинделей.
Шпиндели станков для фрезерной обработки имеют сквозное отверстие для размещения тяги механизма зажима. Передний конец шпинделя имеет внутреннее коническое отверстие с конусностью 7:24 для базирования оправки для фрезерных станков или фрезы по металлу. На переднем торце шпинделя установлена шпонка, входящая в паз оправки, и имеются резьбовые отверстия для крепления оправки или корпуса фрезы.
Опоры шпинделей фрезерных станков мало отличаются от опор, применяемых в токарных станках.
Поскольку процесс фрезерования характеризуется переменной величиной силы резания, на шпинделях фрезерных станков иногда устанавливают маховики, повышающие равномерность вращения шпинделя. В ряде случаев роль маховика выполняет шестерня большого диаметра, которую желательно размещать непосредственно у переднего конца шпинделя.
