Детали на фрезерных станках обрабатываются с помощью фрез (стандартных и специальных) а также с помощью сверл, разверток.
Фрезы предназначены для обработки горизонтальных и вертикальных плоскостей, а также пазов (прямоугольных, Т-образных и угловых). Основные типы фрез показаны на рис. 1. Фрезы диаметром до 60 мм изготовляют цельными, а диаметром более 60 мм - сборными (корпус из конструкционной стали, а режущие зубья из быстрорежущей стали или твердого сплава). Наибольшее распространение получили сборные фрезы со вставными ножами (из быстрорежущей стали или из твердого сплава) и с механическим креплением режущих пластин.
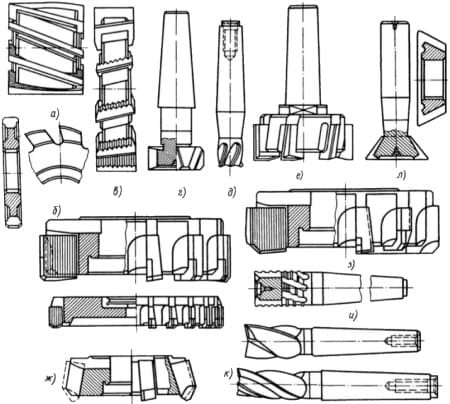
Рис. 1. Фрезы для обработки металла: а - цилиндрическая; б - дисковая; в - трехсторонняя; г - Т-образная; д - концевая; е - торцовая с хвостовиком; ж - торцовая насадная; з - торцовая ступенчатая; и - концевая обдирочная; к - шпоночная и пазовая; д - угловая
Крепление вставных ножей показано на рис. 2, а-е. Для одновременной обработки нескольких поверхностей или деталей применяют наборы и комплекты фрез, состыкованных посредством цилиндрических выточек на торцах фрез.
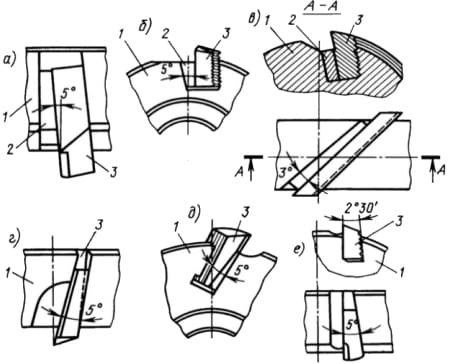
Рис. 2. Крепление вставных ножей фрезы: 1 - корпус фрезы; 2 - клин; 3 - нож
При фрезеровании деталей с большой глубиной резания применяют резцовые головки ступенчатого резания (рис. 3).
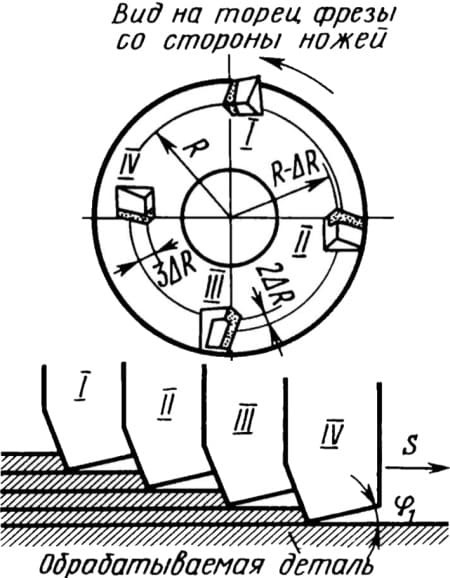
Рис. 3. Резцовые головки ступенчатого резания
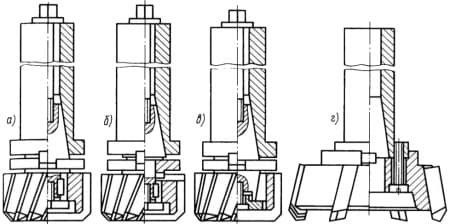
Рис. 4. Установка торцовых насадных фрез: а - на цилиндрической оправке со шпонкой и торцовым винтом; б - с переходны фланцем и винтом; в - на конической оправке; г - непосредственно на шпинделе
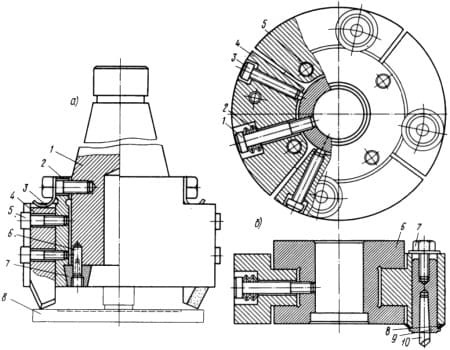
Рис. 5. Установка концевых фрез: а - в переходной втулке; б - в цанговом патроне; в - в патроне с регулируемым эксцентриситетом
Фрезеровщиками-новаторами предложено несколько конструкций высокопроизводительных фрез. Фреза конструкции В. К. Семинского (рис. 6, а) имеет корпус 1 с продольными пазами, в которых закреплены упругие пластины 2 и резцы 4, привернутые к пластинам 2 винтами 5. Пластины 2 опираются на регулируемые конические эксцентрики 7, установленные на осях 6, запрессованных в отверстия корпуса. Настройка резцов 4 в осевом направлении производится по габариту 8, хвостовик которого вставляется в центральное отверстие корпуса. Под действием пружины 3 вершины резцов прижимаются к торцу габарита, перпендикулярного оси фрезы, и в этом положении резцы 4 окончательно закрепляются винтами 5. По сравнению с известными торцовыми регулируемыми фрезами с механическим креплением пластин фреза конструкции В. К. Семинского имеет следующие преимущества: простота изготовления, большее число резцов, размещенных в корпусе фрезы; возможность применения резцов с напаянными твердосплавными пластинами для обработки стальных и чугунных отливок.
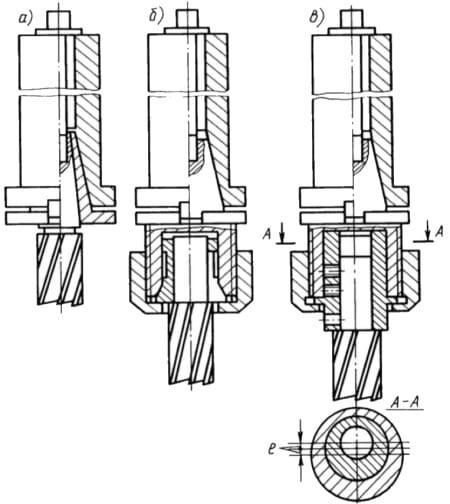
Рис. 6. Фрезы конструкции В. К. Семинского: а - с регулируемыми резцами; б - с регулируемыми секторами
Другая фреза конструкции В. К. Семинского (рис. 6, б) позволяет настраивать режущие кромки резцов с биением по диаметру и в осевом направлении в пределах 0,05 мм, что обеспечивает высокое качество и точность обработки. Резцы 10 регулируют в радиальном направлении винтами 1 с пружинными шайбами 2 и винтами 3. При этом секторы 4 поворачиваются в пазах корпуса фрезы относительно осей 5, смещая резцы 10 в радиальном направлении. Резцы устанавливают по индикатору на специальной оправке с базированием по центральному отверстию и торцу корпуса 6 фрезы. Резцы 10 закрепляют в державках 9 и регулируют в осевом направлении винтами 7 путем деформации пружин 8.
Пустотелая торцовая фреза конструкции И. Д. Леонова с механическим креплением пластин из твердого сплава Т15К6 (рис. 7, а) предназначена для скоростного фрезерования и имеет стойкость, в 8 раз превышающую стойкость фрез традиционных концевых. Твердосплавные дисковые фрезы конструкции И. Д. Леонова с отрицательными передними углами (рис. 7, б) повышает производительность труда фрезеровщика в 1,5-2 раза.
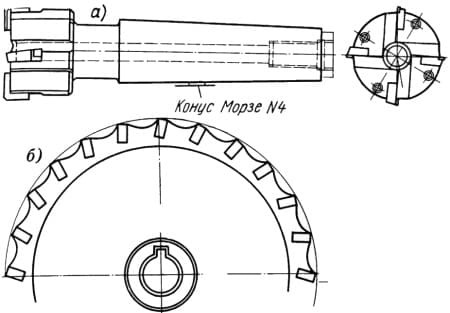
Рис. 7. Фрезы конструкции И. Д. Леонова с пластинками твердого сплава: а - пустотелая фреза; б - дисковая фреза
Концевые фрезы со стружкоразделительными канавками (рис. 8) применяют для чернового фрезерования поверхностей, пазов и уступов; при этом производительность труда повышается в 2-3 раза по сравнению с концевыми фрезами традиционной конструкции.
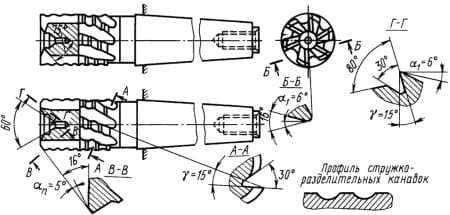
Рис. 8. Концевая фреза со стружкоразделительными канавками
Концевая фреза конструкции В. А. Карасева (рис. 9) имеет следующие особенности по сравнению с обычными концевыми фрезами: меньшее число зубьев; большую площадь сечения канавки; больший радиус закругления дна канавки; криволинейную затылочную часть зуба; увеличенный угол наклона зуба к оси фрезы; неравномерный шаг зубьев по окружности. Вследствие этого фреза имеет повышенную прочность зуба и работает на высоких режимах резания равномерно без ударов и вибраций. Стружка при резании металла сходит по канавке без препятствий, не забивая канавку, что важно при фрезеровании пазов сплошном материале.
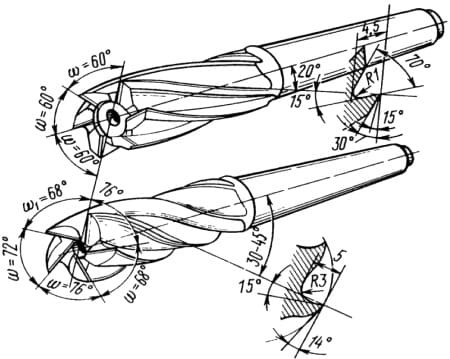
Рис. 9. Концевая фреза конструкции В. А. Карасева
Фрезерная головка для обработки с большими подачами (рис. 10) допускает работу с подачей 0,2-0,6 мм/зуб против 0,05-0,15мм/зуб для обычных скоростных головок. Фреза имеет увеличенный передний угол для снижения силы резания и уменьшенный задний угол для упрочнения зуба. Зачистная горизонтальная площадка вершины зуба улучшает качество обработанной поверхности.
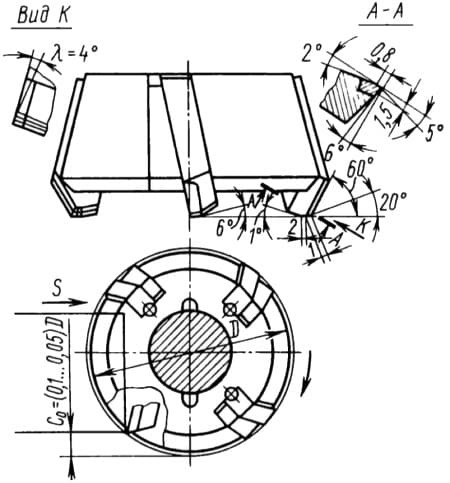
Рис. 10. Фрезерная головка для обработки большими подачами
