Предохранительными называются устройства, которые защищают механизмы станка от поломок при превышении заданных величин различных физических параметров. Эти устройства разделяются на предохранительные и блокировочные. Первые предохраняют от воздействия повышенных сил, крутящих моментов, давления в гидро- и пневмосистемах и т. п. Вторые не допускают одновременного включения несовместимых движений, либо прекращают действие определенного рабочего органа, если нарушен порядок включения (например, прекращение подачи стола в фрезерном станке при остановке шпинделя).
Препятствия, встречающиеся на пути движения столов, суппортов и других движущихся частей станка, являются причиной чрезмерного повышения напряжений. К перегрузке станков приводят неправильно выбранные режимы резания, отклонения твердости материала от установленной, биение заготовок, затупление режущего инструмента. В некоторых случаях перегрузка создается искусственно, например при работе с жесткими упорами в системах зажимных устройств и приспособлений и подвижных узлов тяжелых станков (поперечин, колонн, траверс и др.). Причиной перегрузки могут быть также неправильные включения несовместимых движений, нарушение заданной последовательности включения в работу рабочих органов и др.
Предохранительные устройства могут быть механические, гидравлические и электрические.
При проектировании станка самое серьезное внимание должно быть обращено на предохранение обслуживающего станок персонала от травм и чрезмерного физического напряжения, а также на предохранение станка, инструмента и обрабатываемой заготовки от повреждений, которые могут быть вызваны различными причинами. Предохранение станка от аварий имеет особенно серьезное значение в тех случаях, когда он предназначается для работы в автоматической линии.
Предохранительные устройства должны быть автоматическими.
Устройства для защиты жизни и здоровья рабочего, обслуживающего станок, имеют важнейшее значение. Конструкции устройств этого назначения рассматриваются в работах по технике безопасности и соматографии.
Устройства для предохранения станка и инструмента от поломок или повреждений, а обрабатываемой заготовки - от брака можно распределить на три основные группы.
Блокировочные устройства станков
Блокировочные устройства предназначены для предотвращения возможных аварий от одновременного включения двух или большего числа несовместимых движений, нарушения определенной последовательности включения органов управления др. Например, к аварии может привести одновременное включение в работу ходового винта и ходового вала токарно-винторезного станка, к выходу из строя механизма станка или инструмента приведет включение подачи стола при невращающемся инструменте (сверле, фрезе), поломается развертка или метчик, если предварительно не будет просверлено отверстие и не сблокирована подача.
В механизмы станков вводят большое количество блокировочных устройств. Электрические устройства наиболее эффективны, так как для них расстояние между блокируемыми органами управления не имеет значения. Механические блокировочные устройства обычно применяют при незначительном расстоянии между блокируемыми органами, поскольку в ином случае усложняется конструкция.
На рис. 1 показана блокировка двух параллельных валов 1 и 6, расположенных на близком расстоянии. На валу 1 закреплен диск 3 с вырезом α, очерченным по дуге окружности, а на валу 6 - диск 4 с вырезом б. Положение рукояток 2 и 5 дисков 3 и 4, показанное на рис. 1, а, нейтральное. Из этого положения можно повернуть любую рукоятку. Если рукоятку 2 опустить вниз и включить этим самым какое-то движение в станке, то диск 3, войдя в вырез б диска 4 (рис. 1, б), заблокирует этот диск и рукоятку 5, и повернуть последнюю будет нельзя до возвращения рукоятки 2 в нейтральное положение.
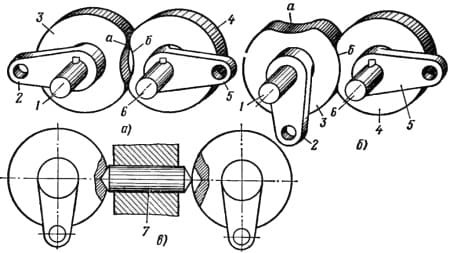
Рис. 1. Схемы блокировки параллельных валов
Аналогично этому осуществлена блокировка двух параллельных валов, удаленных один от другого (рис. 1, в). Положение, изображенное на рисунке, является нейтральным. При повороте одного из дисков стержень 7 входит в углубление другого диска и блокирует его.
На рис. 2 показано устройство, блокирующее два вала с перпендикулярными осями. Нейтральным является положение дисков, при котором прямолинейные вырезы α и б находятся один против другого (рис. 2, а). При повороте одного из дисков другой блокируется (рис. 2, б).

Рис. 2. Схемы блокировки перпендикулярных валов
Особое значение имеет блокировка когда работает автоматическая станочная линия механической обработки. Она обеспечивает безаварийность работы оборудования, приспособлений и инструмента. Аппаратура системы блокирования отключает или не позволяет включать линии обработки деталей при угрозе выхода их из строя. Нередко при этом включается сигнализация, указывающая место неполадки. Несмотря на большое разнообразие этих устройств, их можно разделить в основном на две группы.
К первой группе относятся устройства, контролирующие места нахождения отдельных объектов и разрешающие их взаимное перемещение только при определенных условиях. Например, устройства контроля участия в работе линии всех агрегатов, находящихся в исходном положении: вследствие возможной неисправности некоторые из них могут не включиться, что при последовательной работе станков приведет к браку обрабатываемых деталей или к поломке инструмента. Другими примерами использования рассматриваемых устройств могут быть проверка правильности положения деталей на позициях после того, как их доставили транспортные системы автоматических станочных линий, более точный контроль положения детали в приспособлении и др.
Вторая группа объединяет устройства, контролирующие состояние обрабатываемых деталей или отдельных агрегатов линии. Например, устройства блокировки последствий поломок сверл. В производственных условиях это чаще всего требуется для контроля наличия отверстий, предназначенных для нарезания резьбы метчиками, зенкерования, развертывания, для контроля отверстий, обрабатываемых за несколько переходов, и других операций.
Схема такого контроля показана на рис. 3, а. Здесь наличие отверстий в детали 4 проверяется с помощью щупов 3, закрепленных в плите 2. Последняя вместе со штоком 1 перемещается вправо. При наличии всех отверстий штифты беспрепятственно войдут в них, и одно из звеньев привода при перемещении, дойдя до упора, окажет воздействие на конечные переключатели. В результате будет подан сигнал, разрешающий дальнейшую обработку. При отсутствии какого-либо отверстия или при неполной глубине его это движение станет невозможным.
Другой метод, основанный на изменении индуктивного сопротивления катушки при введении в нее металлического сердечника, показан на рис. 3, б. Перед кондукторной втулкой 7 располагается электромагнитная катушка 6. Наличию, например, сверла 5 в катушке соответствует определенная величина ее индуктивного сопротивления. При поломке сверла отверстие будет не полностью занято сверлом, вследствие чего изменится индуктивное сопротивление в цепи катушки, что будет соответствующим образом зарегистрировано.
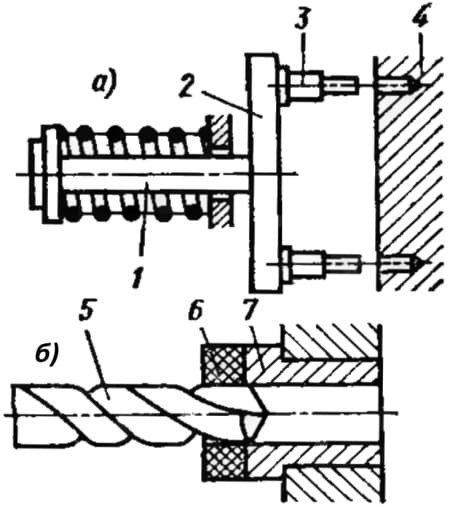
Рис. 3. Схемы контроля наличия отверстий
Причиной поломки режущих инструментов может быть скапливающаяся стружка при резании металла в глубоких отверстиях. Стружку обычно удаляют сжатым воздухом, подача которого в большинстве случаев производится с помощью полых щупов.
Схема приспособления для контроля наличия отверстий показана на рис. 4. Она состоит из Г-образной качалки 3, на конце которой укреплены щупы 2, заходящие в отверстия детали 1. Диаметр щупов меньше диаметра отверстий, благодаря чему щупы свободно проходят в последние, а сжатым воздухом можно выдувать стружку. После проверки отверстий поршень гидроцилиндра 4 опускается вниз, и благодаря реечной передаче качалка возвращается в исходное положение (показано штриховой линией) и не мешает обработке. Ход в исходное положение происходит под действием груза 5.
Существует много других конструкций блокировочных устройств. В их основе имеются датчики, преобразующие изменение контролируемых величин в изменение электрических параметров. С их помощью производится отключение объектов, представляющих угрозу для целостности того или иного механизма.
Блокировочные устройства станка (блокировки) относятся к предохранительным устройствам и должны обеспечивать:
- невозможность включений в одной группе передач одновременно двух или более зубчатых передач, что неизбежно привело бы к поломке колес, валиков и других деталей;
- невозможность одновременного включения двух несовместных движений;
- невозможность выполнения некоторых операций управления иначе, как лишь в определенной последовательности, а иногда также и с определенными интервалами времени между ними.
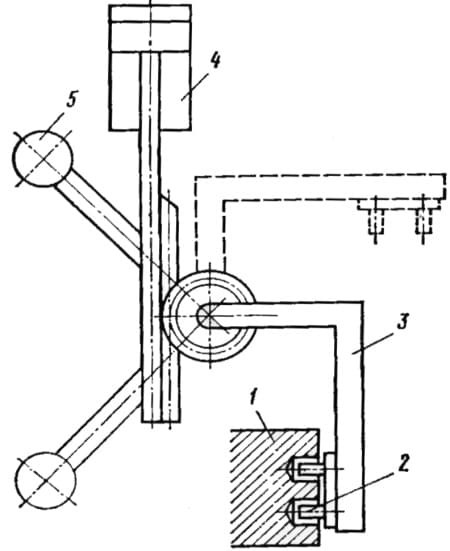
Рис. 4. Схема приспособления для контроля наличия отверстий
Ограничители хода станков
Ограничители хода станка, которые имеют двоякое предохранительное назначение:
- Одни из них прекращают движение перемещающегося узла станка по достижении им допускаемых предельных положений во избежание схода с направляющих или столкновения с другими неподвижными частями станка, с инструментами или заготовкой. Такие ограничители, срабатывающие в неизменных предельных точках пути подвижной части станка, можно назвать предельными ограничителями хода.
- Другие ограничители предназначены для включения движения перемещающегося узла в точках пути, устанавливаемых при наладке станка. Эти ограничители хода можно назвать, сообразно с их назначением, размерными, или технологическими, либо также регулируемыми (устанавливаемыми) в отличие от ограничителей первого рода, которые в большинстве случаев занимают в станке неизменные положения.
- Таким образом, основная функция предельных ограничителей хода - предохранение станка от аварий, а функция размерных ограничителей - обеспечение такой обработки, в результате которой деталь получила бы требуемые размеры, т. е. предохранение детали от брака по размерам. Размерные ограничители хода широко используются, например, при точении, шлифовании и фрезеровании до заплечика или уступа, при врезном шлифовании, обработке глухих отверстий и т. п.
Предохранители от чрезмерных напряжений
Предохранители от чрезмерных напряжений выполняют такую важную задачу, как защита станка от перегрузок, следствием которых может явиться настолько значительное повышение напряжений в материале некоторых деталей станка, что оно приведет к поломке или неупругой деформации их, либо к опрокидыванию двигателя. Недопустимы также и нагрузки, влекущие за собой настолько большие упругие деформации некоторых деталей, что результатом этого явилось бы нарушение нормальной работы механизмов станка.
Серьезными последствиями угрожает также чрезмерное повышение температуры трущихся поверхностей станка, особенно подшипников и направляющих, которое может быть вызвано как перегрузкой станка, так и отказом или неполадками в работе смазочной системы. Результатами тепловых и механических перенапряжений бывают обычно заедание в подшипнике, задиры на поверхности направляющих и т. д.
Перечисленные выше предохранительные устройства могут удовлетворительно выполнять свои функции лишь при условии автоматического действия.
Срезные устройства представляют собой штифты или шпонки, которые при перегрузке разрушаются, разрывая кинематическую цепь и предотвращая тем самым перегрузку. Простота конструкции - основное их преимущество. Недостатки: низкая точность срабатывания и необходимость менять штифты или шпонки после разрушения.
Конструкция предохранителя по нормали станкостроения P95-1 показана на рис. 5. На вал насажены две полумуфты: левая 2 жестко, правая 6 свободно. На ее ступице могут быть установлены на шпонке зубчатые колеса и другие детали передач. Вращение последних связано с валом 1 через штифт 4, вставленный в стальные закаленные втулки 3 и 5. Штифты - цилиндрические, обычно гладкие, реже с V-образной кольцевой канавкой; изготовляют их из сталей У8А, У10А, 40, 45, 50.
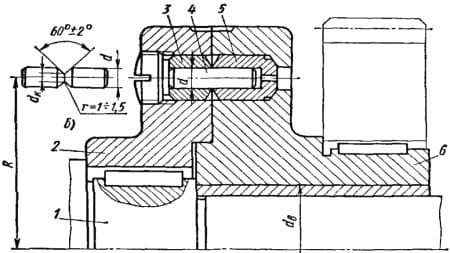
Рис. 5. Срезная предохранительная муфта
Кулачковые механизмы станка выполняют в виде муфт, связывающих два соосно расположенных вала, либо в виде самостоятельного узла, монтируемого на одном валу (рис. 6). Втулка 6, жестко сидящая на валу 1, несет все детали. Справа размещено свободно вращающееся зубчатое колесо 5, слева, на шлицах - подвижная полумуфта 4. Обе детали имеют в торце скошенные кулачки. Контакт между ними поддерживается при помощи группы пружин 3. Если колесо 5 ведущее, то кулачки ведут полумуфту 4 и вал 1. Осевые силы, возникающие на кулачках, уравновешиваются пружинами, регулируемыми гайкой 2.
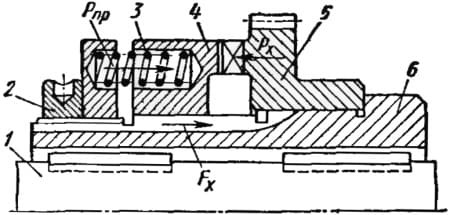
Рис. 6. Кулачковая предохранительная муфта
При перегрузке ведомые звенья (вал 1 и полумуфта 4) останавливаются.
Пружины не в состоянии уравновесить возросшие осевые силы, поэтому кулачки выйдут из зацепления, перемещая полумуфту 4 влево. Это даст возможность колесу 5 продолжать вращение. Когда очередной выступ одного кулачка будет находиться против впадины другого, пружина переместит полумуфту 4 вправо. Кулачки войдут в зацепление, и цикл движений повторяется до тех пор, пока не будет устранена причина перегрузки.

Рис. 7. Профиль и расположение кулачков
На рис. 7 показаны форма кулачков и профиль их в развертке. Рабочие поверхности контакта выполняют винтовыми и плоскими. Первые сложнее в изготовлении, но надежней в работе. Угол наклона α=40÷50°. Число кулачков берут нечетным, чаще всего - три. Располагают их обычно равномерно (рис. 7, а). Соотношения основных размеров кулачковых предохранительных муфт приведены на рис. 8.
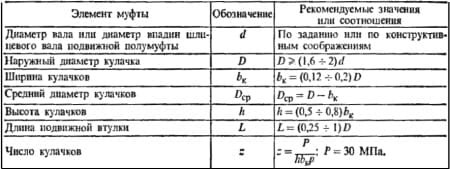
Рис. 8. Параметры кулачковых предохранительных муфт
Шариковые устройства аналогичны кулачковым. Одна из конструкций показана на рис. 9. Роль кулачков здесь играют стальные закаленные шарики 4, находящиеся в контакте с тороидальными или конусными поверхностями и призматическими пазами. При вращении колеса 5 шарики, прижатые к рабочей поверхности, вращают втулку 3 и вал 1. Во время перегрузки вал и втулка 6 останавливаются, а колесо 5 продолжает вращаться, выжимая шарики в отверстия втулки. Муфта регулируется гайкой 2.
Фрикционные предохранительные муфты подобны сцепным и отличаются от них наличием винтовых или тарельчатых пружин, прижимающих фрикционные поверхности. Наиболее распространены дисковые муфты, как более надежные.
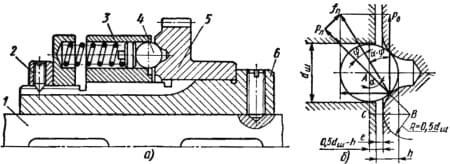
Рис. 9. Шариковая предохранительная муфта
Простая конструкция патрона для установки и закрепления сверл и зенкеров диаметром 6-65 мм показана на рис. 10, а. Втулка 4 с внутренним конусом вставлена в отверстие корпуса 3. В пространстве между ними установлена резиновая втулка 1. Затягиванием гайки 2 регулируется сила прижатия резины к корпусу и втулке. Во время работы станка возникающая сила трения передает вращение от корпуса 3 к втулке 4. При перегрузке происходит проскальзывание по одной из поверхностей резиновой втулки.
Практика располагает разнообразными конструкциями сверлильных предохранительных патронов, применяемых в том случае, когда прочность сверла значительно отличается от прочности защищаемых механизмов. При сверлении отверстий малых диаметров (1-3 мм) требуется ограничивать момент до 0,5 Н•м. Конструкция такого патрона с постоянными магнитами показана на рис. 10, б.
Предохранительное устройство имеет корпус 10, несущий в себе магнитную систему, которая состоит из двух блоков магнитов 11 и 12. Блок магнитов представляет собой зубчатый диск из магнитомягких полюсов-зубцов, между которыми расположены постоянные магниты 14, намагниченные, как показано на рис. 10, в. Блок магнитов 12 может поворачиваться относительно блока магнитов 11, вследствие чего изменяется внешнее магнитное поле системы и, следовательно, передаваемый крутящий момент. При настройке устройства на заданный крутящий момент для поворота и фиксирования магнитных систем в нужном положении используют лимб 13, соединенный с блоком магнитов 12. В центре устройства расположен зубчатый якорь 8 из магнитомягкого материала на немагнитной оси 6. Якорь центрируется в устройстве подшипниками 9 и 7. Свободный конец якоря оснащен инструментальным патроном 5.
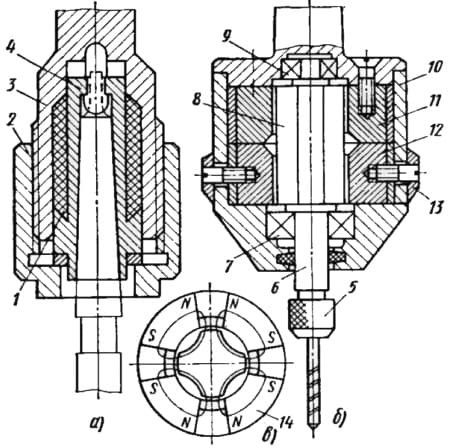
Рис. 10. Предохранительные устройства
