Динамическая система станка представляет собой совокупность, в которую включены: упругая система станка - приспособление - инструмент - деталь (СПИД) и рабочие процессы станка, протекающих в подвижных соединениях деталей упругой системы (процессов резания, трения, электро- и гидродинамических и т. п.).
При работе станка деформации упругой системы возникают под действием сил резания, трения, сил, развиваемых двигателем, и т. п. Для наглядности все указанные воздействия на упругую систему можно представить в виде схемы, показанной на рис. 1. Упругой системе и каждому рабочему процессу, как источнику воздействия, на схеме соответствует свой прямоугольник. Силовые воздействия и вызванные ими деформации показаны стрелками. Такая схема справедлива в том случае, когда деформации упругой системы не влекут за собой изменения величины силы, ее направления или характера нагружения, иначе говоря - когда сила не является функцией деформации, т. е. изменения координаты или закона этого изменения, т. е. первой и второй производных координат системы по времени.
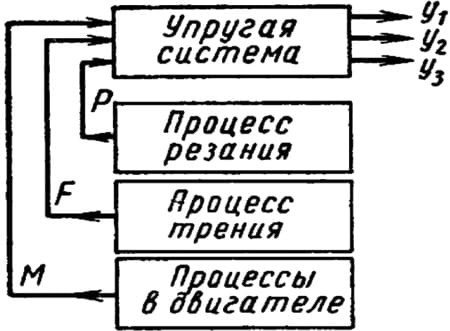
Рис. 1. Схема незамкнутой динамической системы станка
В этом случае силы, действующие на систему, являются внешними по отношению к ней и могут быть постоянными или изменяться во времени. Например, если какая-либо сила будет изменяться по гармоническому закону, то упругая система начнет совершать вынужденные колебания.
Однако во многих случаях деформирование изменяет относительное положение деталей упругой системы, образующих подвижное соединение, и тем самым изменяет условия протекания того или иного рабочего процесса. Происходит изменение самой действующей силы. Приведем некоторые примеры.
- Упругая система деформируется силой резания. Деформирование дает изменение относительного положения заготовки и инструмента, образующих подвижное соединение, в котором протекает процесс резания. Изменяется толщина среза, а с нею и сила резания.
- Изменение силы сказывается на величине деформации и т. д. Это легко проследить на примере токарного станка.
- Упругая система деформируется силой трения. Деформирование вызывает изменение относительного положения ползуна и направляющих, образующих подвижное соединение, в котором протекает процесс трения. Изменение нормальной нагрузки (нормальной контактной деформации поверхности трения) дает изменение силы трения, а следовательно, и вызываемой ею деформации. Круг взаимодействия вновь замыкается. Примером может служить упругая система каретки, перемещаемой по направляющим винтом. При перекосе, который возникает из-за смещения равнодействующей силы трения по отношению к оси винта, на боковых поверхностях направляющих возникает сила трения, изменяющаяся с изменением деформации винта, его опор и привода.
- Упругая система деформируется моментом электродвигателя. При деформировании изменяется скорость относительного движения ротора и статора, образующих подвижное соединение, в котором протекают электромагнитные процессы.
У двигателя с «мягкой» механической характеристикой изменяется движущая сила (момент).
С изменением момента двигателя меняется деформация упругой системы, т. е. скорость движения и т. д.
В приведенных примерах действующие на упругую систему силы уже нельзя считать внешними, так как они изменяются с изменением деформации системы. Схема воздействия на упругую систему, представленная на рис. 1, должна быть заменена другой, показанной на рис. 2, где упругая система оказывает обратное воздействие на резание, трение, процессы в двигателе и т. д., также показанное стрелками. В необходимых случаях должно учитываться взаимодействие упругой системы с силами инерции, тепловыми воздействиями и т. п.
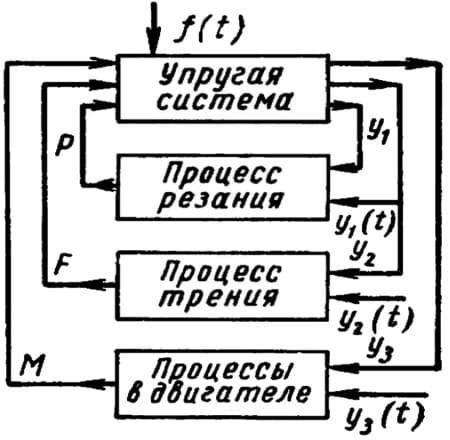
Рис. 2. Схема замкнутой динамической системы станка
Остальные силы, не зависящие от деформации упругой системы, являются внешними по отношению к ней. Их действие на упругую систему показано стрелкой f(t). К этим силам во многих случаях относятся силы инерции неуравновешенных вращающихся деталей или узлов, имеющих возвратно-поступательное движение, силы веса узлов, силы, возникающие от толчков и колебаний, передаваемых извне через фундамент, или возникающих в самой системе из-за неточности зацепления зубчатых колес и иных погрешностей изготовления деталей или сборки станка и т. п.
Изменение сечения среза, взаимодействия резания поверхностей трения или скорости вращения ротора и т. п., т. е. изменение условий протекания рабочих процессов может возникать не только из-за деформаций упругой системы, но и от внешних причин (увеличения припуска, изменения давления смазки, изменения электрического напряжения и т. п.). Эти внешние воздействия на рабочие процессы, которые будем называть изменением настройки, показаны стрелками y(t) на рис. 2, отнесенными к соответствующим элементам динамической системы станка.
Упругая система и рабочие процессы - резание, трение, процессы в двигателях - являются основными элементами динамической системы станка. Воздействия элементов друг на друга называются связями, цепь воздействия - контуром связи. Контур связи может быть незамкнутым 1 замкнутым. Незамкнутый контур связи показан на рис. 1, а замкнутый на рис. 2.
Динамическая система станка является сложной многоконтурной замкнутой системой. Иногда ее удобно заменить упрощенными одноконтурными системами, показанными на рис. 3. Пользуясь тем, что рабочие процессы (резание, трение и т. д.) взаимодействуют между собой только через упругую систему и не имеют других путей взаимодействия, можно заменить упругую систему в совокупности с частью рабочих процессов некоторым эквивалентным по динамическим свойствам элементом: механической или эквивалентной упругой системой. Динамическая характеристика такого эквивалентного элемента должна определяться с учетом свойств не только упругой системы, но и включенных в него рабочих процессов в их взаимодействии с упругой системой.
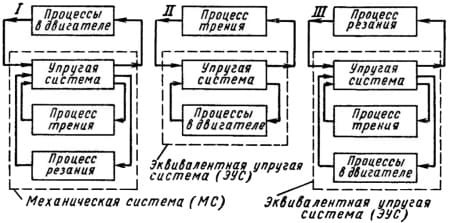
Рис. 3. Упрощенные схемы замкнутой динамической системы станка
Особенностью динамических систем станков является возможность движения деталей упругой системы «по следу». Такова, например, обточка проходным резцом, шлифование повторными проходами и т. п. В этом случае динамическая система видоизменяется: появляется дополнительная обратная связь с запаздыванием. Это означает, например, что деформация системы, принявшая форму волны на поверхности обрабатываемой детали, после истечения одного оборота детали приходит в систему как изменение толщины среза. На рис. 4 показана схема системы с двумя запаздывающими связями: по шлифовальному кругу, изнашивающемуся в процессе работы, и по шлифуемой детали.
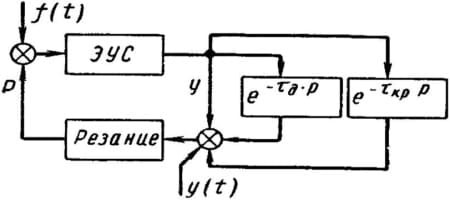
Рис. 4. Схема динамической системы станка для случая обработки «по следу» при шлифовании
В дальнейшем изложении случаи работы «по чистому» и «по следу» рассматриваются раздельно.
Следует отметить, что каждый из основных элементов динамической системы станка представляет собой сложную систему, выявляемую при анализе процессов, протекающих в этих элементах. Элементы динамической системы могут быть устойчивыми и неустойчивыми. В этом смысле далее говорится о собственно неустойчивых элементах системы.
Физическую величину, описывающую воздействие на данный элемент или систему, будем называть входной координатой элемента или системы, результат воздействия - выходной координатой. Например, для упругой системы входная координата - силовое воздействие, выходная координата - деформация, им вызванная.
Внимание, которое уделено изложению представления о замкнутости динамической системы станка, не является случайным. Оно вызвано весьма существенными различиями в динамических свойствах замкнутых и незамкнутых систем.
Основные различия между замкнутой и незамкнутой системами следующие:
- Незамкнутая система, состоящая из неустойчивых элементов, - неустойчива, состоящая из устойчивых элементов - устойчива.
- Замкнутая система, состоящая из устойчивых элементов, может оказаться неустойчивой и, наоборот, при наличии неустойчивых элементов может оказаться устойчивой.
- Замкнутая система совершенно иначе реагирует на внешние возмущающие воздействия, чем незамкнутая.
Далее приводятся примеры, иллюстрирующие эти положения.
Для удобства анализа динамическую систему можно расчленить, «размыкая» связи между элементами. Если размыкание произведено по одной из связей, то система называется разомкнутой. Разорвав две связи одного элемента, можно выделить его из системы и рассматривать отдельно, изучая зависимость между его выходной и входной координатами.
Свойства элемента динамической системы или цепочки элементов, образующих разомкнутую систему, определяются зависимостью между выходной и входной координатами элемента или системы. Эту зависимость будем называть характеристикой элемента или системы. Если она получена в условиях стационарного процесса, когда входная координата не изменяется во времени, то характеристика будет статической. Та же зависимость, полученная при изменяющемся во времени воздействий, является динамической характеристикой.
Реальные характеристики элементов и систем, как правило, нелинейны. Например, статическая характеристика упругой системы, т. е. зависимость деформации упругой системы станка от действующей силы, выражается известной петлеобразной кривой. Для упрощения анализа характеристики линеаризуются, т. е. представляются в виде линейных дифференциальных уравнений. Если эти уравнения записаны в операторной форме, то динамическая характеристика называется передаточной функцией элемента или системы.
Очень удобной является так называемая частотная динамическая характеристика, определяемая при условии изменения входной координаты во времени по закону гармонических колебаний. Частота этих колебаний варьируется теоретически от нуля до бесконечности, а практически - в пределах интересующего нас диапазона частот, который называют рабочим.
Зависимость отношения амплитуд колебания выходной и входной координат от частоты дает амплитудно-частотную характеристику; зависимость фазы колебаний - фазово-частотную; совмещение этих двух характеристик (в комплексных координатах) - амплитудно-фазовую - частотную характеристику (АФЧX). Имеются другие разновидности частотных характеристик (вещественная, мнимая, логарифмическая и т. д.).
Для упругой системы отношение выходной координаты к входной, записанное в комплексной форме, называется динамической податливостью, а обратное отношение - динамической жесткостью.
Широко используются так называемые временные динамические характеристики, получаемые при заданном законе изменения входной координаты во времени. Чаще всего берется скачкообразное изменение выходной координаты от одного установившегося значения к другому. Как статические, так и динамические характеристики могут быть представлены в графической и аналитической форме. Характеристики могут быть построены теоретически и получены экспериментально. При экспериментальном построении с помощью специального устройства создается выбранное изменение входной координаты и фиксируется соответствующее ему изменение выходной координаты. Например, при определении частотной характеристики упругой системы входное воздействие, заменяющее силу резания, трения или двигателя, создается вибратором, а деформация в интересующем нас направлении регистрируется с помощью того или иного датчика перемещений или скорости.
Пользуясь амплитудомерами и фазомерами или записывая колебания силы и перемещения на осциллограмму, а затем соответствующим образом обрабатывая эти записи, строят частотную характеристику.
Далее приведены статические и динамические характеристики упругой системы и рабочих процессов.
Представление о динамической системе станка, принятое тут, отличается от того, которое существует в литературе, посвященной вопросам деформируемости упругой системы станка и ее влиянию на устойчивость и точность процесса обработки или работы станка при холостом ходе. Оно дает наглядность, удобство анализа и сравнительную простоту получения результатов. Терминология, многие представления и методы анализа задач динамики станков заимствованы из теории автоматического регулирования, задачи которой, как показывает наш анализ системы, очень близки к задачам динамики станков. С основами теории регулирования можно ознакомиться в соответствующей литературе.
Взаимодействие между упругой системой и рабочими процессами, как элементами динамической системы станка, осуществляется, с одной стороны, через силы, порождаемые рабочими процессами, а с другой стороны, через параметры этих процессов, влияющие на изменение сил и изменяющиеся при деформировании упругой системы. Количество этих параметров велико. Велико и число составляющих равнодействующей силы того или иного рабочего процесса. Поэтому для определенных условий работы станка необходимо выбрать из них наиболее существенные.
Как показывает опыт, изменение силы резания в первую очередь определяется изменением площади сечения среза. При прямых срезах эта площадь в большей степени меняется при изменении толщины среза, чем при изменении его ширины. Поэтому в первом приближении для средних и больших срезов можно принять за параметр, определяющий изменение силы резания, толщину среза.
При малых сечениях среза (тонких стружках) и наличии площадки износа изменение силы резания в большей степени определяется трением по задней поверхности инструмента, которое зависит от контактной деформации поверхности заготовки в направлении, совпадающем с направлением толщины среза. Таким образом, рассматриваемая связь между резанием и упругой системой определяется в первом приближении смещениями, перпендикулярными к поверхности резания.
При сравнительно небольших изменениях толщины среза равнодействующая сил резания во многих случаях мало меняет свое положение.
Поэтому можно считать в первом приближении, что входной координатой упругой системы по связи с резанием является равнодействующая сила резания, а выходной - деформация в направлении нормали к поверхности резания. Для процесса резания входная и выходная координаты соответственно меняются местами.
Сила трения при наличии контакта трущихся тел, т. е. для условий сухого (в условном практическом смысле) и смешанного трения, определяется изменением нормальной нагрузки или, иначе, - нормальной контактной деформации поверхностей трения. Во многих случаях, характеризуемых слабой зависимостью коэффициента контактного трения от нагрузки, равнодействующая сил трения мало меняет свое направление при изменении нормальной контактной деформации. Поэтому в первом приближении можно считать входной координатой упругой системы по связи с трением изменение равнодействующей силы трения, а выходной - деформацию в направлении нормали к поверхности трения. Для процесса трения входная и выходная координаты соответственно меняются местами.
Сила или момент, развиваемые электрическим или гидравлическим двигателем, определяются в первую очередь скоростью относительного движения ротора и статора или поршня и цилиндра. Поэтому во многих случаях входной координатой упругой системы по связи с процессами в двигателях являются сила или момент, развиваемые двигателем, а выходной - изменение скорости относительного движения деталей упругой системы (ротора и статора или поршня и цилиндра), определяемое деформацией системы. Для рабочих процессов в двигателях (электромагнитных, гидродинамических и т. п.) входная и выходная координаты соответственно меняются местами.
Аэро- и гидродинамические процессы, так же как и электромагнитные, могут протекать в станке не только в двигателях. Они имеют место в опорах скольжения, направляющих и в некоторых специальных устройствах. Для этих случаев, так же как и для более сложных динамических систем станков, входные и выходные координаты элементов определяются на основе специального анализа.
При изменении направления или точки приложения равнодействующей силы того или иного рабочего процесса оказывается удобным переход к раздельному рассмотрению нормальных и тангенциальных ее составляющих. Зависимость нормальной составляющей от указанных выше деформаций системы по нормали к поверхности резания или трения принимает форму жесткости подвижного соединения деталей упругой системы - «жесткости резания», «жесткости трения», «жесткости слоя смазки» и т. п.
Показатели динамического качества системы станка
Изучая точность и отклонения от геометрической формы деталей происходит повышение требований к размерам и форме заготовок, обрабатываемых на металлорежущих станках. Появление новых труднообрабатываемых материалов, а также широкое внедрение автоматизации технологических процессов, повлекшее за собой создание станков с автоматическими системами управления и регулирования, вызвало резкое увеличение роли динамических процессов в станках.
При проектировании, изготовлении и эксплуатации станков все чаще возникает необходимость решения задач, связанных с динамикой явлений. Эти задачи могут быть сведены к трем основным типам:
- выбор параметров привода;
- анализ поведения станка при перемещении узлов без резания (работа станка при холостом ходе);
- анализ поведения станка в процессе обработки детали (работа станка при резании).
Наряду с экспериментальной оценкой изготовленных станков особое значение приобретает динамический расчет станков при их конструировании. Целью расчетной или экспериментальной оценки является сравнение между собой нескольких существующих или существующей и проектируемой моделей, а также их вариантов, по показателям динамического качества.
Динамический расчет охватывает, кроме оценки станка, также сравнительную оценку и выбор конструкции инструмента, приспособлений (зажимных и т. п.), режимов обработки и привода.
Расчетное и экспериментальное определение показателей динамического качества станка производится на основе общих теоретических положений, изложенных ниже. Показатели динамического качества системы станка включают в себя: запас или степень устойчивости; отклонения параметров системы при внешних воздействиях; быстродействие системы. Рассмотрим каждый.
Запас или степень устойчивости
Потеря системой устойчивости выражается в появлении вибраций или подрывания инструмента; в неравномерном скачкообразном перемещении узлов или их заклинивании. При этом работу на станке приходится прекращать и добиваться устранения причин этих явлений. Запас устойчивости определяет возможности изменения того или иного параметра системы без потери ею устойчивости. Например, можно говорить о запасе устойчивости по жесткости расточной борштанги или ее вылету, по глубине резания и т. п. Удобно выражать запас устойчивости в параметрах частотной характеристики системы в форме запаса устойчивости по амплитуде или по фазе этой характеристики. Степень устойчивости определяет быстроту затухания процесса, вызванного в устойчивой системе внешним воздействием. Для колебательных процессов удобным показателем степени устойчивости системы является декремент затухания, принятый в теории колебаний для характеристики демпфирования.
В общем случае устойчивой считается система, отклонение которой от данного состояния (равновесия или движения по заданному закону) в переходном процессе, вызванном ограниченным по величине воздействием, со временем уменьшается. Если это отклонение возрастает, то система считается неустойчивой.
Нелинейность системы, иначе говоря изменение значения ее параметров с отклонением, приводит к тому, что отклонение не нарастает беспредельно, а прекращается по достижении некоторой величины.
При периодической неустойчивости устанавливаются колебания с некоторой амплитудой, носящие название автоколебаний.
В практике автоколебания при резании известны чаще под названием вибраций, дробления и т. п., а устойчивость динамической системы станка при резании под термином «виброустойчивость». Сущность автоколебаний хорошо изложена в популярной книге А. А. Харкевича «Автоколебания».
Сложность динамической системы станка при очень широком диапазоне изменения ее параметров (например, скорость резания может варьироваться в пределах двух-трех порядков величины) обрекают на неудачу попытки объяснить происхождение автоколебаний при резании действием какого-либо одного «возбудителя».
Выражением апериодической неустойчивости динамической системы станка является «подрывание» резцов. При этом виде неустойчивости возникает нарастающее во времени за счет деформации в одном направлении отклонение (дивергенция) инструмента или заготовки. Инструмент все глубже врезается в металл, сила резания нарастает, вызывая дальнейшее увеличение деформации. Вызванное случайным толчком подрывание заканчивается поломкой инструмента или обрабатываемой детали.
Оценка устойчивости динамической системы станка
Оценка устойчивости динамической системы станка производится по величине так называемой области устойчивости в пространстве параметров системы, иначе говоря, по пределам изменения параметров без потери системой устойчивого состояния. Например, область устойчивости при растачивании отверстия консольной борштангой ограничивается ее вылетом, равным примерно 4-5 диаметрам борштанги (эта величина может изменяться в зависимости от других параметров: скорости резания, материала и т. п.). Необходимо, чтобы рабочий диапазон изменения параметров станка находился в пределах области устойчивости системы.
Устойчивость системы может быть определена расчетом и экспериментально.
Расчетному анализу подвергается дифференциальное уравнение динамической системы станка. Если решения уравнения будут возрастающими во времени, то система неустойчива. Однако практически в большинстве случаев уравнение не решают, а для оценки устойчивости пользуются так называемыми критериями устойчивости, которые позволяют сравнительно просто получить результат для линеаризованного уравнения. Различают критерии алгебраические (Payca, Гурвица и др.) и частотные (Найквиста, Михайлова и др.).
Для оценки устойчивости системы применим амплитудно-фазовый критерий Найквиста. Он позволяет наглядно проследить влияние упругой системы и резания по характеристике разомкнутой системы.
В простейшем толковании критерий устойчивости сводится к следующему: если, характеристика отсекает на отрицательной вещественной оси отрезок Re раз<|1|, то система при данных значениях параметров будет устойчива. Если характеристика разомкнутой системы пересекает отрицательную вещественную ось за -1, то система неустойчива. Когда отрезок Re раз, равен единице, система находится на границе устойчивости и по этому отрезку можно оценить предельную ширину bпр среза, допускаемую системой из условий устойчивости.
Чем больше отрезок Re рез, отсекаемый характеристикой на отрицательной ветви вещественной оси, тем меньше предельная ширина среза и ниже виброустойчивость системы. Эта закономерность хорошо согласуется с другой: чем меньше отрезок Кр Кэус, отсекаемый характеристикой при ω=0 на вещественной оси, тем выше технологическая жесткость системы и тем меньше влияние деформаций системы на точность обработки. Если Кр Кэус имеет отрицательное значение, превышающее |1|, то возникнет подрывание.
Частота автоколебаний, возникающих при потере устойчивости, близка к значению частоты характеристики ωн, в точке ее пересечения с отрицательной вещественной осью.
Физический смысл потери устойчивости системой при резании «по чистому» заключается в следующем. Наличие многих степеней свободы упругой системы приводит к тому, что колебания инструмента относительно заготовки представляют собой результат сложения нескольких связанных между собой простейших колебаний. Поэтому образующаяся в результате сложения колебаний траектория относительного движения инструмента и заготовки имеет вид замкнутой кривой, приближающейся по форме к эллипсу. Этот эллипс в отличие от эллипса жесткости называем эллипсом перемещений. Движение инструмента по такой траектории изменяет толщину среза, а следовательно, и силу резания таким образом, что при движении в сторону действия силы резания толщина среза будет больше, чем при движении инструмента навстречу силе резания.
Условия, при которых возникает такое движение системы, соответствуют случаю сложения нормальных форм колебаний разных знаков (см рис. 3, Упругая система станка). При этом характеристика Wэус пересекает отрицательную вещественную ось и система является потенциально неустойчивой.
Если система устойчива, то фазовый сдвиг между колебаниями будет таким, что направление движения вершины инструмента окажется обратным описанному. Изменение силы резания в этих условиях оказывает демпфирующее действие на колебания, не пополняя рассеиваемую энергию, как в неустойчивой системе, а наоборот, увеличивая это рассеивание. На это обстоятельство мы обращаем особое внимание, так как в литературе отсутствует четкое представление о влиянии резания (в устойчивой системе - при отсутствии вибраций) на колебания, вызванные внешними возмущениями.
Следует обратить внимание на то, что в рассмотренном случае изменение демпфирующего эффекта резания определяется не столько резанием, сколько изменениями в упругой системе, которые определяют направление движения по траектории или, что тоже самое, - устойчивость системы.
Известно, что поведение устойчивой замкнутой системы при внешних воздействиях отличается от поведения незамкнутой системы. Демпфирующее влияние резания является одной из иллюстраций этого положения.
Описанная роль изменения толщины среза в возбуждении автоколебаний дополняется эффектом влияния отставания силы резания от изменения Толщины среза. Иначе говоря, при автоколебаниях создается неоднозначность изменения силы резания в результате отставания во времени силы резания от изменения толщины среза.
Зависимость динамической характеристики резания (постоянной времени стружкообразования) от скорости определяют возможность существования-двух граничных скоростей резания и более, ниже и выше которых система устойчива и вибрации отсутствуют. Наличие таких скоростей, ограничивающих область возникновения вибраций, давно известно исследователям и практикам.
Необходимо только помнить, что в данном случае речь идет о значении параметров системы на границах устойчивости, а не о величинах амплитуд автоколебаний, которые зависят от характера нелинейности, ограничивающей их возрастание.
При обработке «по следу» устойчивость системы резко падает. Это следует из анализа характеристики разомкнутой системы с запаздывающей обратной связью.
Во многих случаях удобно оценивать систему станка по быстроте изменения коэффициента устойчивости с изменением какого-либо параметра системы, например глубины резания, подачи, вылета борштанги и т. п.
Рассмотрим пути повышения виброустойчивости системы.
Роль упругой системы полностью определяется ее динамической характеристикой, которая зависит от жесткости, масс, демпфирования и связанности отдельных колебательных контуров, составляющих систему.
Используя амплитудно-фазовый критерий устойчивости, можно определить направление воздействия на упругую систему. Для повышения устойчивости необходимо уменьшить радиус-вектор ее динамической характеристики, особенно в областях, примыкающих к отрицательной вещественной оси, а также обеспечить такое расположение характеристики, при котором она не пересекает отрицательной вещественной оси.
Одним из основных практических методов повышения виброустойчивости системы является увеличение жесткости, вследствие чего соответственно уменьшается радиус-вектор характеристики.
Ошибки, допущенные при изготовлении деталей и сборке всех элементов, составляющих упругую систему станка, как правило, вызывают снижение устойчивости системы. Одной из наиболее распространенных и существенных ошибок при изготовлении станков с вращательным рабочим движением (токарных, фрезерных и т.п.) является овальность отверстия под шпиндельный подшипник. Жесткость опоры шпинделя в этом случае различна по различным направлениям. Это создает координатную связь в системе, и устойчивость резко падает.
Чаще всего овальность отверстия является результатом погрешности расточного станка, на котором производилась обработка. В таких случаях выверяют оборудование и растачивают повторно отверстие. В крайнем случае возможна местная металлизация наружного кольца подшипника для придания ему овальной формы с последующей подгонкой по месту.
Иногда искажение формы отверстия появляется в результате деформации корпуса шпиндельной бабки при затяжке неудачно расположенных крепежных винтов.
Нелинейности типа зазоров особенно часто возникают при неточном изготовлении и регулировании опор шпинделей и в кинематических цепях. Чрезмерные зазоры в шпиндельных подшипниках резко снижают виброустойчивость системы.
При достаточной жесткости системы вибрации можно устранить как понижением, так и повышением скорости резания. При повышении скорости резания следует учитывать возможность появления вибраций, более высоких частот. Например, при растачивании борштангой на токарном станке было обнаружено с изменением скорости резания последовательное появление вибраций трех частот: около 500, свыше 1000 и более 10000 гц. Первые оказались близкими к изгибным колебаниям борштанги, вторые - к крутильным колебаниям, третьи - к изгибным колебаниям резца.
Во многих случаях изменение скорости резания оказывается одним из простых и эффективных способов устранения вибраций.
Влияние подачи зависит от диапазона скоростей, в котором ведется обработка, и может выражаться в повышении или понижении виброустойчивости при увеличении подачи. При обдирочной и получистовой обработке на станках токарного типа с использованием быстрорежущего и твердосплавного инструмента увеличение подачи обычно способствует устранению низкочастотных вибрации.
Увеличение глубины резания, которая при с прямых сечениях среза определяет ширину среза, всегда ведет к появлению и усилению вибраций. Уменьшение глубины резания с целью устранения вибрации низкой частоты является простым средством, но ведет к резкому снижению производительности труда и поэтому может быть использовано лишь в отдельных случаях.
Иногда целесообразно изменением режимов обработки перейти к другой форме вибраций, устранение которой осуществляется проще другим способом, например путем воздействия на упругую систему.
Средства борьбы с подрыванием инструментов принципиально просты: и заключаются в правильной установке резца, работе перевернутым резцом, уменьшении вылета инструмента, повышении жесткости упругой системы при одновременном уменьшении разницы в главных жесткостях.
Анализ устойчивости динамической системы станка при работе его на холостом ходу, выполняемый в связи с выбором параметров привода, упругой системы или трения, принципиально ничем не отличается от изложенного. Среди специалистов и в литературе имеют распространение мнения о значительном влиянии на устойчивость перемещения деталей станка «падающей» характеристики трения по скорости или разницы сил трения покоя и движения.
«Падающая» характеристика сил трения, так же как и сил резания, существенно влияющая на средний уровень, особенно сил трения, как показывают исследования, не оказывает значительного влияния на устойчивость системы. Это объясняется инерционностью процессов, определяющих характеристику, например, процесса всплывания при смешанном трении. Инерционность в большой степени ослабляет крутизну характеристики и соответственно уменьшает величину изменения сил трения и резания при колебаниях скорости скольжения или резания.
При анализе устойчивости системы «в большом», который необходим в связи с возможностью релаксационных колебаний при перемещении узлов вхолостую («скачки» узлов при медленных перемещениях) или при резании, основное значение имеет нелинейная зависимость сил от тангенциального смещения. Наличие разницы сил трения покоя и движения, которая мала по отношению к величине силы трения и может отсутствовать при колебаниях, не является решающим условием появления релаксационных автоколебаний.
Релаксационные автоколебания определяются следующим условием наличия остановок:
A ≥ v/ω,
где А - амплитуда колебаний; ω - собственная частота системы; v - скорость заданного движения (резания или скольжения).
Они могут быть двух типов: а) без изменения знака скорости при равенстве амплитуды колебания скорости Аω и заданной скорости движения v; б) с изменением знака скорости, когда Аω>v.
При колебаниях первого типа сила изменяется по первой половине гистерезисной петли (см. рис. 2, Рабочие процессы станка). При колебаниях второго типа захватывается вторая половина петли, характеризующая, в отличие от первой половины, изменение силы, противодействующей развитию колебаний. При равенстве двух половин петли, что характерно для сил трения, возможен только один режим автоколебаний с амплитудой, не изменяющейся с изменением скорости, и частотой, возрастающей с ростом скорости.
При колебаниях первого типа характеристика симметрична и имеет форму характеристики зазора с ограничением.
Расчет приближенно ведется методом «гармонического баланса» нелинейной механики. При использовании этого метода замкнутая система представляется состоящей из двух элементов: линейной и нелинейной, в том случае, когда характеристика Wэус эквивалентной упругой системы может быть описана одной нормальной формой, характеристика линейной части Wл, имеет третий порядок и равна произведению Wэус на характеристику Wζ предварительного смещения. Последняя определяет формирование предварительного смещения на фрикционном контакте или в зоне резания при деформации эквивалентной упругой системы. На рис. 5 показана характеристика линейной части и обе составляющие ее характеристики. Там же приведена обратная эквивалентная характеристика нелинейного элемента, выражающая зависимость комплексного коэффициента усиления от амплитуды.
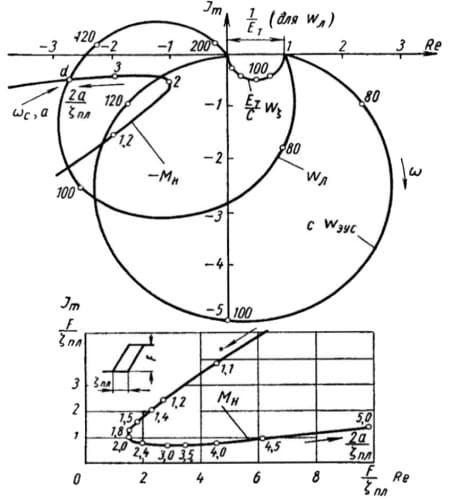
Рис. 5. Амплитудно-фазовые частотные характеристики линейной части системы Wл и ее элементов; нелинейного элемента - Mн (обратная эквивалентная характеристика)
Пересечение этой характеристики, взятой с обратным знаком, и характеристики линейной части дает режим автоколебаний. Устойчивое решение соответствует точке d пересечения. Амплитуда автоколебаний определяется по характеристике нелинейного элемента, частота - по характеристике линейной части.
При увеличении скорости движения условие существования автоколебаний первого типа требует увеличения амплитуды. Она растет, соответственно растет высота части первой половины петли гистерезиса, т. е. величина изменения силы трения или резания при колебаниях. Максимального значения амплитуда достигает при полной высоте половины петли гистерезиса, т. е. при равенстве ее полной силе трения или резания. Из этого условия определяется максимальная скорость движения, до которой существуют релаксационные автоколебания первого типа при заданной величине силы и характеристике эквивалентной упругой системы. Частота релаксационных колебаний первого типа при изменении скорости движения остается практически постоянной.
На рис. 6. показано изменение амплитуд и частот релаксационных автоколебаний обоих типов по скорости движения, рассчитанное описанным методом.

Рис. 6. Расчетная зависимость частоты f и амплитуды А релаксационных автоколебаний от скорости
Зависимость постоянной времени предварительного смещения от скорости движения создает возможность существования, кроме верхней, также и нижней граничной скорости релаксационных автоколебаний. При движении со скоростью, меньшей, чем нижняя граничная скорость, релаксационные автоколебания отсутствуют.
Для устранения релаксационных автоколебаний или уменьшения области их существования необходимо уменьшать значение силы трения или резания за счет подбора материалов, смазок, разгрузки поверхностей трения, уменьшения ширины среза и т. п. Оказывается полезным воздействие и на другие параметры нелинейной характеристики: уменьшение ее наклона, уменьшение остаточной деформации, т. е. ширины петли и т. п. Увеличение жесткости и демпфирования потенциально неустойчивой нормальной формы колебаний ЭУС является также одним из важнейших практических путей устранения релаксационных автоколебаний.
Большое влияние на повышение устойчивости перемещения деталей и узлов станка оказывает применение специальных смазок с активными присадками. Различные методы устранения релаксационных автоколебаний при малых перемещениях рассмотрены В. Э. Пушем в книге «Малые перемещения в станках».
Пути повышения степени устойчивости «в малом» при перемещении узлов станка сводятся к устранению связей в эквивалентной упругой системе, повышению жесткости потенциально неустойчивых форм ЭУС, снижению коэффициентов трения и т. п.
Отклонения системы при внешних воздействиях являются важнейшими показателями динамического качества станка, поскольку они определяют возможность достижения заданной точности обработки в условиях устойчивого состояния динамической системы при максимальной производительности.
Рассмотрим поведение замкнутой динамической системы станка в процессе резания при внешних воздействиях, т. е. воздействиях, не изменяющихся при деформировании системы.
Воздействия делятся на две группы: внешние силовые и кинематические воздействия и внешние воздействия на рабочий процесс.
Внешние силовые и кинематические воздействия
Внешние силовые и кинематические воздействия на ЭУС, обозначенные на рис. 2 стрелкой f(t), к ним относятся:
- периодические силы и толчки, передаваемые фундаменту станка через грунт от различных посторонних источников возмущения (движение транспорта, работа молотов или компрессоров и т. п. в непосредственной близости от станка);
- периодические силы, возникающие из-за неуравновешенности вращающихся деталей (роторов электродвигателей, шлифовальных кругов, заготовок и т. п.);
- периодические силы, возникающие из-за погрешностей зубчатых зацеплений, неоднородности ремней и наличия сшивок, неточностей шлицевых и шпоночных соединений, несоосности муфт, неоднородности тел качения или волнистости беговых дорожек в шариковых и роликовых подшипниках и т. п.; к ним также можно отнести пульсирующие нагрузки от насосов гидросистем или смазки и др.;
- переменные силы резания из-за неоднородности шлифовальных кругов, неоднородности материала заготовки и т. п.;
- переменные инерционные силы при реверсах столов, долбяков, ползунов и других узлов в станках с возвратно-поступательными движениями;
- периодические силы ультразвуковой частоты, искусственно создаваемые для улучшения процесса резания и получения более высокого класса чистоты обрабатываемых поверхностей.
Особенностью этой группы воздействий, за исключением последнего, является то, что в основном их влияние вредно отражается на качестве обработки и долговечности станка, поэтому прежде всего необходимо стремиться к их устранению. Об уменьшении их влияния на качество обрабатываемой детали будет сказано ниже.
Внешние воздействия на рабочий процесс
Внешние воздействия на рабочий процесс - резание, обозначенные на рис. 2 стрелкой у(t). Далее эту группу воздействий будем называть изменением настройки, она включает:
- переменность сечения среза при фрезеровании и протягивании;
- переменность сечения среза при обработке прерывистых поверхностей или заготовок с переменным припуском (особенно часто такие условия возникают на тяжелых станках при обработке отливок или поковок);
- переменность сечения среза при врезании и выходе инструмента (резцов, сверл, зенкеров, долбяков и т. п.);
- переменность величины или направления скорости движения подачи на копировальных или программных станках;
- переменность скорости резания при токарной обработке торцов или деталей, не имеющих цилиндрической формы (отливки, имеющие квадратное сечение).
Эти причины связаны с особенностями технологического процесса, и устранить их практически невозможно (за исключением переменности припуска, которую следует уменьшать, улучшая технологию заготовительных операций). Поэтому необходимо уменьшить их влияние на качество обработки.
Все указанные причины приводят к возникновению сложных вынужденных колебаний системы или апериодических смещений узлов в процессе работы станка. По виду этих движений не всегда можно выяснить причину, их породившую.
Для выявления источника воздействия на станок применяют следующие методы:
- Гармонический анализ колебаний системы и сопоставление частот этих колебаний с возможными частотами источников возмущений (числом оборотов ротора электродвигателя, шлифовального круга, частотой пульсаций насоса, числом прохождения тел качения в подшипнике через зону нагружения, числом пересопряжения зубьев колес, числом врезаний зубьев фрезы и т. п. в единицу времени). При этом следует иметь в виду, что нелинейность системы и сложный характер возмущений приводят к возникновению вынужденных колебаний не только с основной частотой возмущения, но и с собственными частотами системы.
- Отключение, изъятие или замену возможных источников возмущения с последующим анализом результатов такого мероприятия. Возможны, например, выключение электродвигателя, насосов, вращений шпинделя; замена подшипников, зубчатых колес или фрезы (на фрезу с другим числом зубьев) и т. п.
Для выявления источников возмущений, передаваемых через фундамент, испытания производят при неработающих соседних цехах, транспорте и т. п., например, ночью или в выходной день.
На практике в основном применяется второй метод, но он трудоемкий и не всегда быстро приводит к желаемым результатам. Гораздо целесообразнее этот метод сочетать с первым методом, несмотря на то, что он требует применения виброизмерительной аппаратуры. После выяснения источника возмущения принимают меры к уменьшению его действия на динамическую систему станка. Иногда удается устранить источник возмущения, например перенести железную дорогу подальше от цеха, переставить оборудование в цехах, заменить подшипник с волнистой беговой дорожкой и т. п. Если этого сделать нельзя, то принимают меры к уменьшению интенсивности возмущения: балансируют вращающиеся детали (роторы, шлифовальные круги и т. п.); применяют инструменты (фрезы, протяжки), дающие более плавное изменение сечения среза; зуб с шагом, кратным ширине обрабатываемой поверхности; повышают плавность реверсирования узлов и т. п. Когда указанные возможности исчерпаны, переходят к мерам изоляции системы от источников возмущения.
В настоящее время разработано большое количество различных устройств для виброизоляции. Они применяются главным образом для изоляции системы от возмущений, передаваемых через грунт или фундаментную плиту цеха, а также от возмущений, создаваемых электродвигателями и гидросистемами.
В первом случае устанавливают станок на специальный фундамент, представляющий собой массивный бетонный куб, подвешенный на пружинах. Масса фундамента и жесткость пружин выбираются из условия, чтобы собственная частота колебаний этой системы была удалена от собственных частот системы, определяющих главным образом относительное смещение инструмента и заготовки, а осадка пружин под действием изменяющейся весовой нагрузки (при перестановке узлов или заготовок на станке) не превосходила допустимой нормы.
Для изоляции от возмущений, передаваемых фундаментной плитой цеха, бывает достаточно отделить фундамент станка прослойкой из песка, шлака, пробки и тому подобных материалов, обладающих большой демпфирующей способностью.
Находит широкое применение установка станков на виброизолирующие прокладки из резины, войлока или специальных синтетических материалов, а также на башмаки специальной конструкции, являющиеся амортизаторами.
Электродвигатели также устанавливают или на амортизированные плиты или на виброизолирующие прокладки. Во многих случаях наилучшие результаты дает тщательная пригонка привалочных поверхностей станка и электродвигателя.
Реализация всех описанных мероприятий приводит в конечном счете к устранению одних возмущений и уменьшению других. Однако переменность настройки и некоторые виды внешних воздействий остаются и необходимо уменьшить их влияние на качество обработки.
Многообразие условий механической обработки и видов внешних воздействий требует дать оценку реакции динамической системы станка в виде относительного смещения инструмента и заготовки в каждом случае.
Далее рассмотрим погрешности обработки, возникающие при следующих основных видах внешних воздействий.
Статическая ошибка обработки детали
Постоянное во времени воздействие, создающее статическую погрешность обработки - статическая ошибка, определяет величину погрешности обработки при постоянных режимах резания, вызванную деформациями системы. Для оценки статической ошибки очень удобным является «уточнение», представление о котором дано В. К. Вотиновым и введено в технологию механической обработки А. П. Соколовским.
«Уточнением» называется отношение одноименных погрешностей заготовки ∆ и обработанной детали δ, показанных на рис. 7. При обработке вала изменению припуска соответствует изменение диаметра детали, эллиптичности заготовки - эллиптичность, конусности заготовки - конусность детали и т. п.
Рис. 7. Погрешности обработки, вызываемые переменным припуском
С точки зрения технолога уточнение позволяет установить связь между точностью обработки и режимом резания. При этом можно определить режим, обеспечивающий получение заданной точности, или определить точность обработки, получаемую при заданном режиме резания. Этим же уточнением определяется влияние технологической жесткости системы на точность обработки.
В соответствии с первым выражением, где у = δ, a y(t) = ∆, получаем при ω = 0
δ=∆(КрКэус)/(1+КрКэус)
и уточнение
∆/δ=1+(1/КрКэус)
Известно, что при обработке деталей из однородного материала с постоянным припуском влияние деформации системы или, иначе, статическую ошибку системы можно компенсировать соответствующей настройкой. Однако, если жесткость системы будет меняться при обработке, например по длине обтачиваемого вала, или с изменением вылета расточной борштанги, то появляется дополнительная погрешность обработки, которую приходится устранять так же, как и погрешность, связанную с переменным припуском или твердостью материала путем обработки в несколько проходов или выбором подачи.
Прямая функциональная связь между технологической жесткостью (статической характеристикой упругой системы) и точностью обработки практически не обнаруживается из-за влияния других факторов, кроме деформируемости системы. Но эта связь существует в более сложной форме, так называемой корреляционной связи.
Погрешности при вынужденных колебаниях
Периодическое воздействие, создающее вынужденные колебания и соответствующую стационарную динамическую погрешность обработки в виде волнистости, огранки и т. п. называется погрешностью при вынужденных колебаниях и в зависимости от соотношения размера поверхности и шага волны, а также от направления формообразующего движения инструмента и направления измерения проявляются на обработанной поверхности в виде погрешности формы (огранка и т. п.), волнистости или микронеровностей.
Имея амплитудно-фазовую частотную характеристику разомкнутой системы, по которой определяется устойчивость при резании, легко оценить изменение амплитуд вынужденных колебаний в зависимости от их частоты и устойчивости системы. Важно различать две группы внешних воздействий, о которых говорилось выше: силовое или кинематическое воздействие и изменение настройки (в данном случае они являются колебательными).
Сведения о воздействиях первой группы обычно имеются в виде частот и амплитуд колебаний инструмента и заготовки, т. е. упругой системы станка, для условий, когда источник возмущения действует, а резание не производится. Таковы колебания, измеряемые при холостом ходе станка; колебания от фундамента, измеренные при выключенном станке и т. п.
Сведения о воздействиях второй группы имеются в виде геометрически заданной амплитуды колебания толщины среза и частоты этих колебаний. Таковы, например, данные о переменности среза при фрезеровании, при обработке эксцентричной заготовки и т. п.
При резании, когда динамическая система станка становится замкнутой, указанные амплитуды колебаний изменяются.
Амплитуда А1 вынужденных колебаний при резании или амплитуда волны на поверхности детали от внешнего силового или кинематического воздействия равна амплитуде Ахх колебаний упругой системы без резания, деленной на коэффициент устойчивости по внешнему воздействию на ЭУС, определяемый по амплитудно-фазовой частотной характеристике разомкнутой системы, как амплитудное значение (модуль) вектора Азн:
A1=Axx(1/Aзн)
Амплитуда Ахх колебаний ЭУС от внешних воздействий определяется при измерении уровня колебаний станка при холостом ходе (с выделением данной гармонической составляющей) или расчетом вынужденных колебаний ЭУС от заданного внешнего воздействия. Расчет выполняется по той же системе уравнений, что и расчет характеристики ЭУС, но с соответствующим изменением правой части уравнений.
Для наиболее распространенной формы характеристики системы при малых частотах колебаний Азн больше единицы и, следовательно, амплитуда вынужденных колебаний при резании уменьшается. При частотах вынужденных колебаний, близких к собственным частотам ωн, неустойчивых форм (на которых возникают автоколебания), Азн меньше единицы, так как соответствующие точки характеристики лежат на ее пересечении с отрицательной ветвью вещественной оси. Следовательно, амплитуда вынужденных колебаний этих резонансных частот при резании увеличивается, причем тем в большей степени, чем меньше запас устойчивости системы, т. е. чем больше отрезок Re раз. Иначе говоря, резонансные амплитуды вынужденных колебаний при резании всегда больше, чем без резания.
Амплитуда Аδ вынужденных колебаний, возникающих из-за переменности среза (см. рис. 7), равна геометрически заданной амплитуде А∆ изменения толщины среза, деленной на коэффициент устойчивости по настройке, определяемый по той же амплитудно-фазовой характеристике разомкнутой системы:
Аδ=A∆(Араз/Азн)
Амплитудные значения (модули) векторов Араз и Азн берутся для заданной частоты колебаний сечения среза.
Отношение модулей векторов может быть как меньше, так и больше единицы. Соответственно амплитуды колебаний при резании оказываются больше или меньше заданной амплитуды изменения припуска заготовки или среза, снимаемого инструментом (фрезой, протяжкой, шлифовальным кругом и т. п.).
Как и в случае внешних силовых возмущений для станков с наиболее распространенной формой характеристики, колебания низких частот при резании уменьшаются. Амплитуды колебаний на частотах, близких к собственным частотам неустойчивых форм, будут изменяться в зависимости от устойчивости системы, определяемой отрезком Rе раз.
При Re раз = |0,5 |, векторы Араз и Азн будут равны и, следовательно, амплитуда вынужденных колебаний не изменяется; при |1| > Re раз > 10,51 амплитуда колебаний будет увеличиваться. В отличие от силового возмущения при достаточной устойчивости системы, когда Re раз < |0,5|, вынужденные колебания на собственных частотах могут существенно уменьшаться при резании. Иначе говоря, станок, обладающий большой устойчивостью, будет работать при резонансе, например при частоте врезания зубьев фрезы, равной собственной частоте колебаний системы, так же спокойно, как и вне резонанса. Практикам это известно по работе на «хороших» и «плохих» станках.
Одним из практически важных случаев колебаний из-за переменности припуска являются колебания, возникающие при повторном проходе по следам, оставшимся от предыдущего прохода (см. рис. 7). Если устойчивость мала, то колебания, возникшие при первом проходе, будут нарастать с каждым последующим проходом и тем быстрее, чем меньше устойчивость. Это явление известно под названием «раскачки системы и является одной из специфических форм потери устойчивости при резании на станках. С учетом влияния запаздывающей связи этот случай рассмотрен выше.
Пользуясь понятием «уточнение» можно показать погрешность обработанной детали при вынужденных колебаниях. Следует различать два вида причин переменности сечения среза: переменность припуска заготовки и переменность, создаваемую инструментом (биение фрезы, шлифовального круга и т. п.). В первом случае погрешность детали определяется смещениями системы: чем больше эти смещения, т. е. амплитуды вынужденных колебаний, тем больше погрешность обработки. «Уточнение» в этом случае определяется отношением
А∆/Аδ=Азн/Араз
из которого при частоте возмущения, равной нулю, после несложных преобразований получается приведенное выше выражение уточнения для статической погрешности при одном проходе.
Во втором случае картина иная: погрешность передается на деталь от инструмента и равна разности задаваемого им изменения среза и смещения системы. Чем больше смещается («отжимается») система, т. е. чем больше амплитуда вынужденных колебаний, тем меньший размах имеют волны на поверхности детали. Практически это означает, что повышением технологической жесткости системы нельзя устранить перенос погрешности инструмента на деталь.
Однако уменьшение жесткости недопустимо, так как одновременно с уменьшением погрешности детали уменьшается съем металла, не говоря уже о других вредных последствиях снижения жесткости. Радикальным средством поэтому является устранение погрешности инструментов.
Изложенное устраняет многие неясности в толковании характера колебаний станков, в частности шлифовальных. Наличие внешних воздействий делает динамическую систему станка неавтономной. Вынужденные колебания с собственной частотой системы, обнаруживаемые при испытании станков на холостом ходу, усиливаются при снижении степени устойчивости при резании и воспринимаются обычно как автоколебания, что неверно. Уровень этих вынужденных колебаний может быть весьма высоким. Уменьшение их достигается устранением источников возбуждения и повышением степени устойчивости системы.
При переходе за границу устойчивости имеем сложные колебания неавтономной автоколебательной системы при внешних воздействиях. Говорят о взаимодействии автоколебаний и вынужденных колебаний в нелинейной системе.
Переходная динамическая ошибка
Воздействие в форме быстрого изменения величины (сечения среза, сил и т. п.) от одного установившегося значения к другому, создает переходную динамическую погрешность. Переходная динамическая ошибка системы определяет величину погрешности обработки при переходных процессах. Ранее говорилось о влиянии степени устойчивости и близости частот вынужденных колебаний к собственной частоте системы на величину динамической погрешности обработки в виде волн на обработанной поверхности. Таким же образом влияет отмеченное свойство системы на величину неровностей при других видах внешних воздействий.
Переходная динамическая погрешность оценивается по максимальному отклонению, получаемому построением переходного процесса. Построение выполняется по известной характеристике разомкнутой системы, заданному воздействию и начальным условиям. Разработан ряд графических методов построения переходных процессов. Удобным является «метод трапеций» построения переходного процесса по вещественной частотной характеристике разомкнутой системы. Последняя может быть получена построением с помощью так называемых круговых диаграмм. На рис. 8 показано определение параметров вещественной характеристики Rey с помощью круговых диаграмм для токарного станка, характеристики разомкнутой системы которого по связи с резанием нанесены на эти диаграммы. Характеристики рассчитаны для трех значений ширины среза. Метод круговых диаграмм и метод «трапеций» описан во многих курсах теории регулирования.

Рис. 8. Определение параметров вещественной частотной характеристики Rey замкнутой системы с помощью круговых диаграмм
На рис. 9 показана вещественная характеристика Rey, построенная для ширины среза b=0,6bпр, где bпр - предельная ширина среза. Там же показана разбивка ее на трапеции и приведены построенные для каждой трапеции переходные процессы, суммирование которых дает искомый переходный процесс при внезапном врезании резца. Интересно отметить, что переходные процессы при врезании резца для различной ширины среза отличаются не только максимальным отклонением, возрастающим при увеличении ширины среза, но и быстротой затухания. Декремент затухания колебаний системы уменьшается по мере увеличения ширины среза, т. е. снижения степени устойчивости.
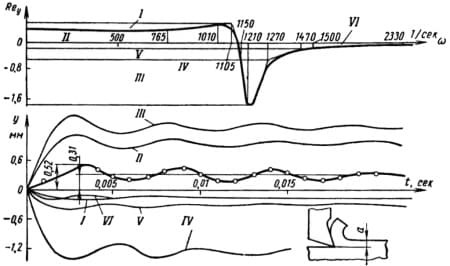
Рис. 9. Вещественная частотная характеристика Rey замкнутой системы и переходный процесс при внезапном врезании резца
Отклонения параметров системы
Отклонения параметров системы при внешних воздействиях: а) статические; б) стационарные динамические (в частности, вынужденные колебания); в) переходные динамические; г) случайные.
Выбор параметров, по которым производится определение показателей системы при внешних воздействиях, определяется конкретными заданиями расчета или анализа, т. е. типом задачи и видом критерия для оценки показателей. Такими критериями являются: точность обработки; долговечность (стойкость) станка, приспособления и инструмента; производительность; энергетические потери.
Важным является динамический расчет и анализ системы станка по точности обработки детали. В этом случае показатели динамического качества системы при внешних воздействиях принимают следующую форму:
- статическая погрешность обработки; этот показатель определяется при обработке заготовки, имеющей постоянный припуск, при неизменности внешних воздействий на систему;
- стационарная динамическая погрешность обработки, в частности волнистость или огранка обработанной поверхности при вынужденных колебаниях;
- переходная динамическая погрешность обработки, возникающая в результате деформаций и иных отклонений в системе при переходных процессах, например при врезании и выходе инструмента (резца, зуба фрезы или протяжки и т. п.);
- случайная динамическая погрешность обработки, являющаяся следствием воздействия на систему различных внешних факторов, носящих случайный характер. Параметром, по которому производится расчет и анализ системы по точности, является смещение инструмента и заготовки по нормали к обрабатываемой поверхности.
Быстродействие системы
Этот показатель определяет продолжительность заданного переходного процесса и выражается обычно временем этого процесса. Показатель быстродействия оценивается по критериям точности; долговечности (стойкости); производительности и величины энергетических потерь. Далее все показатели динамического качества системы станка иллюстрируются примерами, связанными главным образом с точностью обработки.
Быстродействие системы характеризует скорость завершения заданного переходного процесса. Известна роль быстродействия в копировальных и программных станках, где оно в большой степени определяет точность обработки сложных контуров и поверхностей при заданной производительности. Существенен этот показатель и для систем автоматического контроля качества обработки. Однако показатель быстродействия не менее важен для универсальных станков.
Специфической особенностью механической обработки, отличающей ее динамику от динамики других машин, является возможность повышения точности (в известных пределах) путем последовательного повторного прохода по одной и той же части обрабатываемой детали. Это - обработка в несколько проходов, процесс «выхаживания» при шлифовании, «выстой» резцов при врезной обработке на токарных автоматах и полуавтоматах. Обработка в один и несколько проходов, как стационарный процесс, уже рассматривалась. «Выхаживание» и «выстой» являются типичными представителями переходных процессов врезания и выхода инструмента. При врезании и выходе инструмента образуется погрешность, определяемая разностью отжимов упругой системы при нулевой и полной номинальной толщине среза.
Эта погрешность постепенно устраняется последовательными проходами инструмента. Одновременно происходит изменение деформации системы от одного установившегося состояния к другому. Продолжительность переходного процесса значительно превышает время одного оборота детали (одного прохода).
При перемещении узлов станка в условиях смешанного трения изменение сил трения и положения узлов в процессе «всплывания» на слое смазки может приводить к появлению ошибок в позиционировании узлов и к погрешностям обработки. На рис. 10 показан переходный процесс при скачкообразном изменении скорости движения для трех значений постоянной времени всплывания Тв. По экспериментальным данным для агрегатных силовых головок Тв≈0,5÷1 сек и переходный процесс может продолжаться несколько секунд.

Рис. 10. Переходный процесс «всплывания» узла при внезапном увеличении скорости скольжения
Опыт выполнения динамического расчета ряда станков позволяет выделить два этапа такого расчета: подготовительный и рабочий.
Подготовительный этап заключается в составлении уравнений динамики с использованием возможных упрощений. Составление уравнений и разработка расчетной схемы станка требуют от расчетчика специальной подготовки и опыта. Сложность и трудоемкость подготовительного этапа делает целесообразной разработку типовых расчетных схем, систем уравнений и программ для вычислительных машин. Типовая расчетная схема составляется для группы станков, имеющих одинаковую компоновку и описываемых одной системой уравнений. По мере накопления опыта расчетов возможен переход и к расчету специальных станков.
Рабочий этап расчета выполняется для конкретного конструктивного варианта станка, приспособления или инструмента, оформленного в виде хотя бы эскизного проекта или заданного варианта параметров привода или режимов обработки.
На этом этапе подсчитываются исходные данные (массы, коэффициенты связей, постоянные времени и т. п.) с использованием формуляров, разработанных на подготовительном этапе работы, и вычислительных машин. По этим данным и типовой программе вычисляются частотные характеристики, анализ которых дает значение показателей динамического качества системы станка. Рабочий этап позволяет использовать динамический расчет в процессе конструирования станков, приспособлений, инструмента, а также при выборе привода или режимов обработки.
Анализ и определение показателей динамического качества станка
Для анализа динамической системы станка используем частотные методы, весьма удобные как своей относительной простотой, так и широкими возможностями использования экспериментальных данных.
Динамический расчет системы станка сводится к построению амплитудно-фазовых частотных характеристик АФЧХ эквивалентных элементов (ЭУС и МС) и связанных с ними дополняющих систему элементов (рабочих процессов) с последующим анализом одноконтурной системы одного из типов, выбор которого определяется характером решаемой задачи.
Если характеристики элементов получены экспериментально, например, при испытании опытных образцов, то анализ показателей динамического качества выполняется так же, как при расчете станка.
В ряде случаев оказывается удобным расчет или экспериментальное определение АФЧХ не элементов отдельно, а характеристики соответствующей разомкнутой системы, характеристик замкнутой системы при заданных внешних воздействиях и т. п. Сложность динамической системы станка делает расчет практически возможным только с использованием современных вычислительных машин.
Определению характеристик упругой системы и рабочих процессов обязательно предшествует оценка собственной устойчивости каждого из них.
При расчете системы в случае собственной неустойчивости одного из элементов динамической системы станка возникает необходимость решения нелинейной задачи определения амплитуд и частот автоколебаний с последующей оценкой их допустимого уровня. Примером такого расчета является определение автоколебаний при собственно-неустойчивом резании, т. е. при формировании элементной стружки или стружки со «срывающимся» наростом.
Анализ системы в линейном приближении выполняется по характеристике разомкнутой одноконтурной системы одного из указанных трех типов. Характеристика разомкнутой системы строится как произведение характеристик образующих ее элементов. При этом для каждого значения частоты амплитуды перемножаются, а фазы складываются. Характеристика при этом получается безразмерной.
