Анализ собственной устойчивости и динамических характеристик рабочих процессов, протекающих в подвижных соединениях станка, производится на основании данных соответствующих отраслей науки. Из всех рабочих процессов рассмотрим важнейшие процессы резания и трения и в небольшой мере - процессы в двигателях.
Процесс резания на станке
Процесс резания представляет собой сложную связанную систему пластического деформирования, тепловых процессов, процессов трения и т. п. Основное влияние на процесс резания оказывают: геометрия режущего инструмента, режимы резания, свойства обрабатываемого материала, смазывающие и охлаждающие жидкости. Основной закономерностью элемента «резание» является зависимость силы резания от сечения среза или скорости резания.
Если при постоянном сечении среза и скорости сила резания не изменяется, то резание будет собственно устойчивым.
Нарушение собственной устойчивости процесса резания выражается в переменности силы при отсутствии колебаний размера сечения среза или скорости резания. Такая переменность силы резания возникает в условиях появления стружки надлома, отрыва или скалывания и при неустойчивом наросте. Наибольшее практическое значение имеет последний вид неустойчивости.
Наростообразование является важной особенностью резания металлов. Нарост возникает на передней поверхности резца, начиная с весьма малых скоростей. При некоторых условиях (скорость резания, толщина среза и т. п.) нарост, который часто называют застойной зоной, носит устойчивый характер. В этом случае резание протекает так, как будто бы резец имеет передний угол, равный углу, образованному наростом. Усадка стружки и сила резания при этом резко уменьшаются и резание носит относительно спокойный характер. Обрабатываемая поверхность получается не очень чистой, но стойкость резца возрастает, так как его передняя поверхность покрыта своеобразным панцирем - наростом.
При некоторых скоростях, значение которых зависит от свойств обрабатываемой стали, геометрии среза и режущего инструмента, нарост исчезает. Стружка при этом сливная, а обработанная поверхность чистая. Процесс резания в этом случае собственно устойчив.
В некотором диапазоне скоростей резания нарост периодически срывается, и сила резания приобретает характер переменной силы, а процесс резания становится собственно неустойчивым.
Статическая характеристика процесса резания выражает отношение силы резания к толщине среза, полученное при резании с режимами, постоянными во времени. Это отношение в настоящее время может быть определено только экспериментальным путем.
Динамическая характеристика резания выражает зависимость между силой резания и толщиной среза при том или ином заданном изменении толщины во времени.
Динамическая характеристика резания в настоящее время практически может быть определена только экспериментально. Динамические особенности резания начали учитывать в связи с исследованием вибраций при резании.
Между изменением толщины среза и изменением силы резания существует сдвиг во времени, который является следствием инерционности процессов при резании. Известна инерционность тепловых процессов, процессов изменения механических свойств металла при нагреве или охлаждении и т. п. Прежде всего необходимо указать на отставание в изменении силы резания, которое связано с ограниченностью скорости прохождения срезаемого объема материала с момента начала его деформирования до отделения стружки от инструмента.
При положительных передних углах резцов показателем степени деформирования материала при стружкообразовании может служить усадка стружки. Используя общее выражение силы резания через основные параметры процесса (толщину среза, усадку, напряжения и т. п.), можно показать, что сила резания изменяется в прямой зависимости не от толщины среза, а от толщины стружки (см. Стружка при резании металла). При изменении толщины среза толщина стружки изменяется не сразу, а с некоторым отставанием во времени вследствие того, что усадка изменяется по мере прохождения формируемой стружки по передней поверхности инструмента. Это положение следует из результатов специальных опытов по резанию резцами с укороченной передней поверхностью.
Существенную роль в динамической характеристике играют закономерности изменения сил на задней поверхности инструмента. На рис. 1 показаны три амплитудно-фазовые частотные характеристики резания, построенные для различных значений ширины площадки износа по задней поверхности резца при свободном резании углеродистой стали. Отрезок Кр при ω=0 выражает статическую характеристику резания. При внезапном изменении толщины среза сила резания будет изменяться по экспоненте.
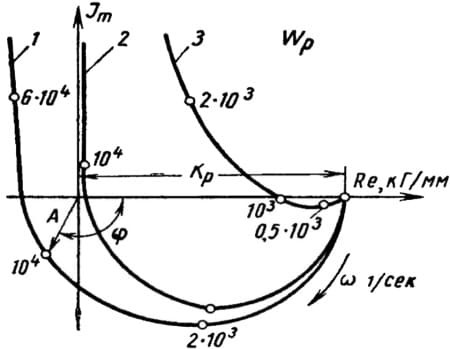
Рис. 1. Амплитудно-фазовые частотные характеристики процесса резания при различной высоте h фаски износа: α0=0,1 мм; м=10(3) мм/сек; 1-h=0,1 мм; 2-h=0,5 мм; 3-h=1,0 мм
В динамической характеристике резания важная роль принадлежит постоянной времени стружкообразования. Эта постоянная времени уменьшается с увеличением скорости. Она тем больше, чем больше усадка и заданная толщина среза.
Отставание силы резания во времени приводит к тому, что при быстром увеличении толщины среза сила резания всегда меньше, чем при ее уменьшении.
Процесс трения при работе станка
Процесс трения, как и процесс резания, представляет собой сложную систему взаимодействия самых различных физических и химических явлений. В металлорежущих станках встречается трение скольжения и трение качения. Различают следующие виды трения скольжения: сухое, граничное, смешанное (полусухое и полужидкостное) и жидкостное.
Процессы сухого и граничного трения определяются весьма сложными и пока еще недостаточно изученными явлениями на поверхностях контактирующих тел. Эти явления связаны с механическим и молекулярным взаимодействием неровностей трущихся поверхностей. При смешанном трении суммируются сила от взаимодействия контактирующих поверхностей деталей и сила вязкого сопротивления смазки, не разделяющей полностью эти поверхности. Если смазка разделяет поверхности полностью, то трение становится жидкостным.
Различные виды трения скольжения, связанные с контактным взаимодействием поверхностей тел, будем далее называть контактным трением. Взаимодействие поверхностей охватывает дискретные области контакта, и при движении тел, исчезая в одних областях, возникает в других. Сопротивления статистически суммируются, формируя общую силу трения. Сопротивления возникают при передеформировании контактирующих неровностей.
Собственная неустойчивость процесса контактного трения проявляется в явлении заедания, сопровождаемого глубинным разрушением контактирующих поверхностей, повышением температуры в зоне трения, большой нестабильностью силы трения. Устраняется это явление улучшением условий смазки, повышением твердости трущихся поверхностей, подбором их материалов, снижением нормальной нагрузки и т. п.
Собственная неустойчивость жидкостного трения выражается в переходе от ламинарного течения смазки к турбулентному и встречается в станках редко.
Так как в станках большее распространение имеет контактное трение, то далее рассмотрим этот вид трения.
Основными закономерностями контактного трения в связи с деформациями упругой системы являются зависимости силы трения от нормальной нагрузки (закон Амонтона - Кулона) и от скорости скольжения. Для анализа более удобной, чем зависимость от нагрузки, является зависимость характеристик трения от нормальной контактной деформации, введенная в практику исследования трения И. В. Крагельским.
При смешанном трении, как правило, характеристика по скорости «падающая», т. е. сила трения уменьшается с увеличением скорости. При жидкостном трений характеристика «возрастающая».
Динамическая характеристика процесса трения выражает зависимость между силой трения и нормальной контактной деформацией при том или ином заданном изменении этой деформации во времени. Динамическая характеристика практически может быть определена только экспериментально.
Между изменением силы трения и нормальной контактной деформации существует сдвиг во времени, который является следствием инерционности процессов при трении. Известно, что сила трения формируется в процессе так называемого предварительного смещения. При возрастании нагрузки возрастает величина предварительного смещения.
При внезапном изменении нормальной контактной деформации (нагрузки) сила трения будет изменяться по экспоненте. Последняя является аппроксимацией экспериментальной зависимости силы трения от предварительного смещения.
Уменьшение силы трения со скоростью при смешанном трении объясняется уменьшением контактного трения по мере всплывания тела на слое смазки под действием гидродинамических сил.
При внезапном изменении скорости скольжения сила трения с отставанием во времени изменяется по экспоненте. Отставание силы трения во времени от Изменения скорости скольжения приводит к тому, что при быстром ее изменении «крутизна» падения силы трения по скорости при смешанном трении резко ослабляется.
При анализе динамических процессов, связанных с остановкой движущихся деталей или резца и заготовки (при реверсах; при релаксационных автоколебаниях, т. е. автоколебаниях с остановками и т. п.) важное значение имеют характеристики процессов трения и резания по тангенциальному перемещению. Эти характеристики существенно нелинейны. На рис. 2 показана зависимость силы трения от тангенциального смещения. Увеличение сдвигающей силы, приложенной к покоящемуся телу, вызывает возрастание силы трения и предварительного смещения. Уменьшение сдвигающей силы приводит к уменьшению силы трения по другой ветви характеристики, так как пластическая остаточная часть деформации в предварительном смещении не восстанавливается. При изменении направления сдвигающей силы, что соответствует изменению знака скорости скольжения, картина повторится в обратном порядке.
Такой же вид имеет характеристика процесса резания по тангенциальному смещению. Разница будет заключаться в большей асимметрии характеристики, связанной с разницей геометрии передней и задней поверхностей резца.
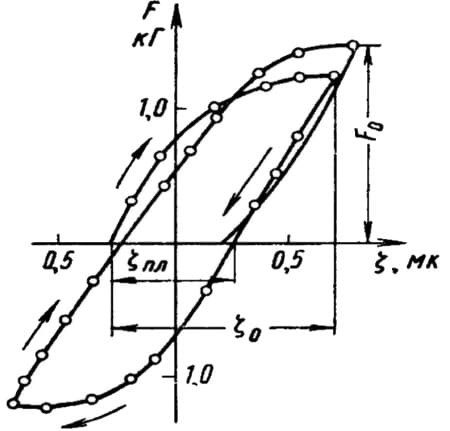
Рис. 2. Экспериментальная зависимость силы трения от тангенциального (предварительного) смещения
Процессы в двигателях станка
Процессы в двигателях служат предметом изучения специальных отраслей науки: электротехники, гидро- и аэродинамики и т. п. Статическая характеристика асинхронного электродвигателя в форме так называемой механической характеристики хорошо известна.
