При автоматизации станка производительность труда рабочего возрастает вследствие увеличения производительности станка. Рабочий освобождается от непосредственного участия в процессе обработки детали и появляется возможность многостаночного обслуживания технологического процесса.
В области обработки металлов (и других материалов) резанием комплексная автоматизация технологического процесса осуществляется включением станков в автоматические линии.
Автоматизация (см. Механизация и автоматизация производства) облегчает физический труд рабочего, освобождает его от однообразных, повторяющихся движений, от монотонных нервных и физических напряжений. Вместе с тем автоматизация повышает технический уровень обслуживания станка при его подготовке к производству - наладке и во время его эксплуатации. Таким образом, автоматизация облегчает физический труд рабочего за счет увеличения доли умственного труда и создает предпосылки для постепенного сглаживания различий между физическим и умственным трудом.
Благодаря повышению производительности станков при автоматизации уменьшается необходимое количество единиц оборудования и с единицы площади цеха снимается больше продукции. Автоматизация вносит ритмичность в процесс обработки и способствует стабильности качества заготовок и деталей на всех этапах их обработки.
Создание приводного механизма для равномерного вращения часовых стрелок вызвало развитие механики приводов, которая использовалась в дальнейшем при построении рабочих машин.
Водяные колеса мельниц использовались для привода рабочих машин, в том числе и металлообрабатывающих станков. При дальнейшем развитии мельниц, когда вследствие применения вальцов и сит число последовательных операций размола увеличилось до 35, все эти операции объединяли в общие автоматические линии. Таким образом, появилась комплексная автоматизация.
В начале XVIII в. в цехах - амбарах, оснащенных водяными колесами, впервые появились в России металлообрабатывающие станки, работавшие по автоматическому циклу в производстве вооружений, так как только в этой области металлообработки производство имело стабильный массовый характер.
Солдат Ораниенбургского батальона Яков Батищев, прибывший на Тульский оружейный завод с пакетом Московской оружейной канцелярии, оборудовал к январю 1715 г. новыми станками «амбар» для изготовления ружейных стволов. Два из этих станков, предназначенные для наружного «обтирания» ствола ружья и внутреннего «шустования» его дула, показаны на рис. 1.
Для столь различных операций, как наружная и внутренняя чистовая обработка ствола, Я. Батищев применил технологический процесс с одинаковой кинематикой относительного движения инструмента и заготовки, что дало возможность предельно унифицировать оба станка.
При «белении» ствол движется возвратно-поступательно между двух 30-фунтовых пил с насечкой на вогнутой полуцилиндрической поверхности. После каждого хода ствол имеет периодическую круговую подачу. При шустовании дула ствол закрепляется, а возвратно-поступательно движется шуст, получая после каждого прохода круговую подачу.
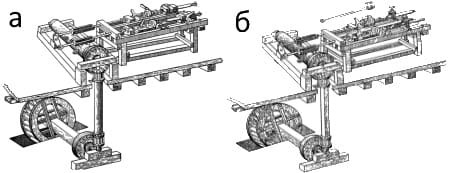
Рис. 1. Машина конструкции Батищева: а - шустовальная машина; б - обтиральная машина
От наливного водяного колеса (рис. 2) вращался деревянный горизонтальный вал, который через вертикальный вал и две цевочные передачи передавал вращение горизонтальному валу второго этажа. На этом валу закрепляли железные мотыли, расположенные на продольных осях двух спаренных станков. Мотыли, вращаясь, входили в проушины тяг, связывающих шарнирно «лисички» (деревянные суппорты) с коромыслом. Спаривание двух тяг коромыслом необходимо, так как при расположении вала мотылей ниже тяг мотыль, заходя в проушину тяги, может перемещать суппорт только в одном направлении, а обратный ход суппорт получает от другого мотыля через коромысло.
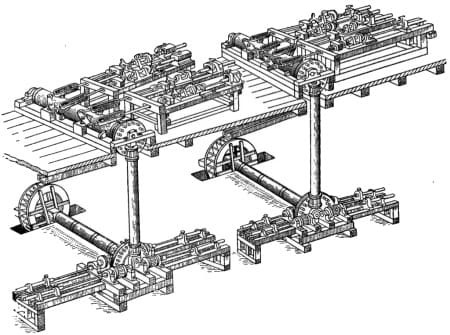
Рис. 2. Схема расположения вододействующего оборудования, созданного Я. Батищевым на Тульском оружейном заводе
На «лисичке» смонтирована «смыгальная трещотка», т. е. храповый механизм, срабатывающий при каждом ходе «лисички» от клинового кулачка, закрепленного на станине и поворачивающего рычаг, несущий собачку. К валу храповика крепился ствол при белении или шуст при шустовании.
Таким образом, станки работали по полуавтоматическому циклу. Рабочий должен был снимать и устанавливать изделие и регулировать шуст и пилы (наладка станка). Это были первые в истории станкостроения полуавтоматы, созданные Яковом Батищевым в 1715 г.
Павел Захава, по образованию флотский техник, реконструировал (с 1810 г.) Тульский оружейный завод, ввел взаимозаменяемость деталей куркового механизма, впервые применил «жерновку», т. е. фрезу (в Англии фрезерование применили в 1854 г.).
П. Захава реконструировал шустовальный станок Я. Батищева, применив для привода вала станка (рис. 3) кривошипно-шатунный механизм (с переменным радиусом кривошипа для настройки длины хода суппортов-«лисичек») и коромысло с сектором, сообщающим при помощи цепи реверсивное вращение железному валу. Сидящие на валу (рис. 4) шкивы 2 сообщают возвратно-поступательное движение ползуну б при помощи канатов 12, с которыми при помощи крючков 7 соединены «лисички» 8 с храповым механизмом 4. Проушина 9 храповика соединяется с ушком 10 шуста 1. Рычаг 5, находя на клиновую линейку («кобылку») 3, качает собачки и сообщает шусту периодическую круговую подачу. Мелкая стружка («дрязга»), образующаяся при шустовании, собирается в коробку 11 из листового железа. Подобным образом П. Захава реконструировал и обтиральную машину Я. Батищева, введя в нее больше чугунных деталей, чем в шустовальный станок.
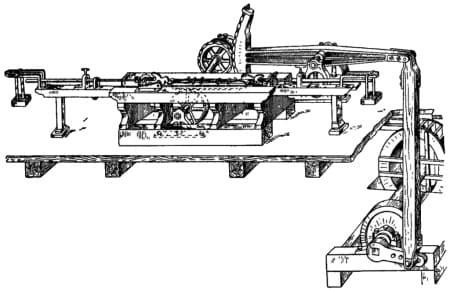
Рис. 3. Часть шустовальной машины конструкции П. Захавы
В 1824 г. П. Захава построил токарный станок с копировальным приспособлением, следящим люнетом и автоматическим выключателем подачи суппорта в конце рабочего хода. При обработке ствол насаживался на стальной стержень, натянутый между бабками станка как струна, и поддерживался люнетом.
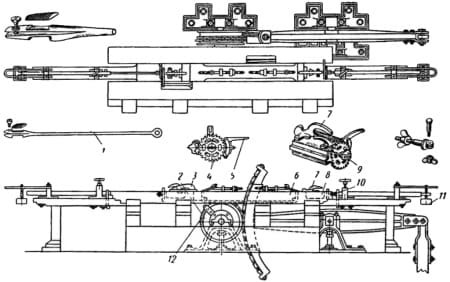
Рис. 4. Схема части шустовальной машины конструкции П. Захавы
Другое направление автоматизации станков, идущее «от часов» и связанное с развитием механики приводов, отразилось в деятельности Андрея Константиновича Нартова, воспитанника, а затем преподавателя школы математических и навигацких наук, основанной Петром І в Сухаревой башне в Москве.
В 1712 г. А. К. Нартов построил первый токарный копировальный станок с самоходным суппортом (рис. 5).
Рабочий суппорт 6, несущий резец, и копировальный суппорт 1, несущий копирный палец, имели автоматическую продольную подачу разной величины, что давало возможность обтачивать профили детали 5 с крутым подъемом при пологом профиле копира 3. Поперечная подача резца от копира 3, сидящего на шпинделе 2, производилась поперечным качанием около шарнирного пальца 7 стойки 4, несущей переднюю опору шпинделя 2, задний конец которого поддерживался центром 8.
Привод станка был ручным. Станок предназначался для точных чистовых работ. А. К. Нартовым был построен копировальный станок для поперечного обтачивания медалей (медальерный).
После построения А. К. Нартовым токарно-винторезного станка для изготовления на сестрорецком заводе винтовых прессов Московскому монетному двору А. К. Нартов построил в 1728 г. токарный копировальный станок с дифференциальной подачей рабочего и копировального суппортов по ходовому винту.
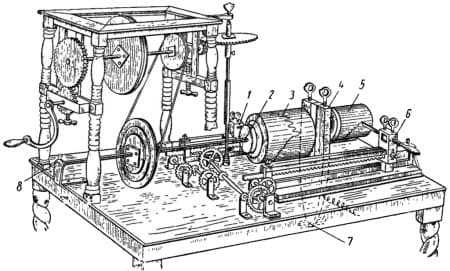
Рис. 5. Кинематическая схема токарного копировального станка конструкции А. К. Нартова (1712 г.)
В XIX в. в России развивалась преимущественно легкая промышленность - текстильная и пищевая. В области машин общим спросом для предприятий легкой промышленности было оборудование теплосиловых установок. Так как тогдашняя Россия была страной дорогого топлива, то технические требования к тепловым двигателям были очень высокими, и русские заводы в производстве паровых машин и двигателей внутреннего сгорания успешно конкурировали с иностранными фирмами (завод Бр. Бромлей в Москве, Сормовский завод, Коломенский завод, завод Нобель в Петербурге, Фельзер - в Риге).
Легкая промышленность требовала металлорежущие станки для ремонтных мастерских в небольших количествах, но при широкой номенклатуре. Наряду с этим пошлины на импортируемые станки были по сравнению с другими машинами невысокими, так как брались с пуда, без учета насыщенности станка большим количеством обработанных и пригнанных деталей. В этих условиях конкурировать с зарубежными фирмами в области станкостроения наши машиностроительные заводы не могли.
Покровительствуя отечественной промышленности, царское правительство запрещало казенным заводам импортировать оборудование из-за границы, если были предложения на его поставку со стороны русских заводов. Это поддерживало станкостроение на заводе Бр. Бромлей (ныне «Красный пролетарий»), снабжавшем токарными станками ремонтные мастерские железных дорог, и заводе Феникс (ныне им. Свердлова), изготовлявшем кромкострогальные станки и радиально-сверлильные станки с большим вылетом шпинделя для Морского ведомства.
Автоматизированные станки в XIX и XX вв. в дореволюционной России не создавали. Одношпиндельный токарный автомат с магазином построен Спенсером (Spencer) в США в 1873 г., а револьверный прутковый автомат - Уорсли (Worѕlу) в 1880 г. Многошпиндельные токарные автоматы появились в США в 90-х годах прошлого века, а в Европе - в начале XX столетия.
После решения ХІV съезда Партии в декабре 1925 г. об индустриализации страны в Советском Союзе стало бурно развиваться машиностроение, а вместе с ним и станкостроение. Рост построения автоматизированных станков можно проследить по таблице на рис. 6, где приведено количество освоенных типоразмеров станков.
В первой пятилетке осваивались преимущественно универсальные станки. С конца второй пятилетки началось широкое освоение автоматизированных станков. В послевоенную пятилетку (1945-1950 гг.) в связи с построением автоматических линий возросло построение агрегатных станков.

Рис. 6. Количество автоматизированных станков по годам
Задачи в области автоматизации станков в СССР
Основная задача, поставленная программой КПСС, - комплексная автоматизация технологических процессов. Поэтому возможность встраивания станка в автоматическую линию является одним из важных требований к проектируемому автоматизированному станку. Для этого компоновка станка должна быть связана с транспортной системой автоматической линии и с ее системой загрузочных устройств. Системой управления станком должны быть предусмотрены пуск и останов станка с пульта управления автоматической линии, а также автоматический отвод стружки из зоны обработки заготовок и от станка.
Для комплексной автоматизации существенное значение имеют автоматический контроль и автоматическая подналадка станка.
В отличие от полуавтоматов на современных автоматах нельзя в полной мере использовать инструменты, оснащенные пластинками твердого сплава, и поэтому возможно лучшее использование таких инструментов в автоматах является одной из наиболее актуальных задач.
В машиностроении примерно до 80% деталей изготовляется мелкими сериями. Поэтому создание легко переналаживаемых автоматизированных станков и автоматических линий является важной проблемой. Она решается оснащением универсальных станков системой программного управления, применением копировальных устройств со следящими системами, применением быстросменной оснастки станка - взаимозаменяемых державок, быстросменных блоков инструмента, налаживаемых вне станка, и построением быстропереналаживаемых автоматов и автоматических линий, предназначенных для обработки группы деталей.
Автоматизация токарных операций
Применение автоматизированных токарных станков отставало от применения других типов станков с ЧПУ возможно потому, что токарные операции были автоматизированы значительно раньше других операций резания металлов и вполне обеспечивали область массового производства. Для серийного и мелкосерийного производства точно также решали проблему автоматизации различные токарно-револьверные и токарно-копировальные станки, являющиеся полуавтоматами. Появление систем циклового управления с заданием программы с помощью штекерных коммутаторов позволило еще более автоматизировать эту группу станков. В результате этого возникла преграда для внедрения станков с ЧПУ. Правильными эти соображения были в недалеком прошлом, когда разница в стоимости системы ЧПУ и узла управления с штекерным коммутатором показывала экономическую целесообразность внедрения токарных станков с ЧПУ. «Двери» для ЧПУ, однако, открылись, и ключом к этому явилось условие эффективного использования станка с ЧПУ.
Станок автомат обычного типа требует значительного времени на наладку - это то время, которое могло бы использоваться для обработки деталей. Даже на токарно-револьверном станке с цикловым управлением от штекерного коммутатора, который всегда экономически более выгоден, чем станок с ручным управлением, довольно значительная часть времени расходуется на наладку (за исключением тех случаев, когда используют предварительно установленные на размер инструменты). Внедрение циклового управления с помощью штекерных коммутаторов фактически увеличивает время на наладку, поскольку процесс установки штекеров на панели и т. п. является дополнительной операцией по сравнению с обычной процедурой ручной наладки.
Однако, если бы станки этого типа были оснащены системой числового управления, настройка свелась бы только к установке ленты и регулировке инструментов, и все время, сэкономленное на наладке, могло быть использовано для обработки дополнительных деталей. Стоимость системы ЧПУ, выполняющей эти операции, очевидно, не будет намного выше стоимости эквивалентной системы со штекерными коммутаторами. Подобные соображения могут быть также приняты при сравнении копировально-токарного станка с управлением от трейсера, оснащенного цикловой системой со штекерным коммутатором, и подобного же станка, действующего исключительно по командам, закодированным на перфоленте. В этом случае преимущество станка с ЧПУ растет по мере усложнения обработки и уменьшения величины партии. Как и при обработке на токарно-револьверном станке, при обработке на копировальном станке с цикловым управлением с помощью штекерного коммутатора при наладке расходуется время, которое можно использовать на обработку. При обработке используя ЧПУ станок повышается эффективность за счет проведения обработки в течение большей части общего времени, однако требуется технологическая подготовка производства для использования станков с ЧПУ.
