Жесткость станков - это способность противостоять появлению упругих перемещений под действием постоянных или медленно изменяющихся во времени силовых воздействий. Жесткость - отношение силы к соответствующей упругой деформации в том же направлении.
Величину, обратную жесткости, называют податливостью. Податливость сложной системы из набора упругих элементов, работающих последовательно, равна сумме податливостей этих элементов.
Жесткость упругого элемента или системы - это отношение силы, приложенной в определенном направлении, к величине упругого смещения в том же направлении. Податливость - величина, обратная жесткости.
Применительно к станкам используют иное определение жесткости, согласно которому под жесткостью станка вдоль данной оси понимают отношение соответствующей силы резания по всей оси к упругому перемещению в этом же направлении от равнодействующей силы резания. Такое определение имеет условный характер, поскольку на расчетную величину жесткости по данной оси в этом случае оказывают влияние составляющие силы резания, направленные по другим осям. Вместе с тем, если истинное направление равнодействующей силы резания известно, расчет упругих перемещений с учетом ее составляющих приближает результаты расчета к действительным смещениям, происходящим в станке.
В компоновке станка сила резания действует одновременно на обе ветви блоков - ветвь детали и ветвь инструмента, в связи с чем жесткость компоновки должна исчисляться по суммарному упругому перемещению концевых блоков - стола и шпиндельного блока.
Доля податливости несущей системы в общем балансе упругих отклонений в станках составляет 50-80%, что лишний раз указывает на значение компоновочных факторов качества. В свою очередь в суммарной податливости несущей системы станка наибольшая доля упругих деформаций приходится на контактные смещения в направляющих. В связи с этим расчету подвергают, кроме направляющих, только детали, существенно деформируемые под действием сил резания.
Можно не рассчитывать шпиндели и их опоры, если в сравниваемых компоновках они одинаковы, а также конечные звенья приводов подачи (ходовые винты, их упорные подшипники и т. п.), поскольку податливость этих деталей не имеет непосредственного отношения к компоновке. Исключения должны быть сделаны в случаях, когда выдвижной (расточной) шпиндель является основным узлом, совершающим аксиальное координатное перемещение в компоновке станка. При желании Вы можете получить больше информации про жесткость привода станка.
Методы технических расчетов жесткости станков в виде упругих перемещений направляющих и корпусных деталей металлорежущих станков, разработанные в ЭHИМСе, получили широкое распространение и дают результаты, близкие к результатам экспериментальных исследований. Расчетам придана форма, в которой на первый план выдвинуты компоновочные факторы. Для этого податливости элементов компоновки приведены к расчетным точкам рабочего поля по форме выражения - в виде произведения номинальной податливости и коэффициента, содержащего компоновочные факторы. Расчеты выполняют не для одной точки рабочего поля, а для различных точек, т. е. с учетом координатных перемещений узлов, что позволяет получить обобщенные оценки компоновки в форме характеристик поля податливостей. Некоторые допущения в целях упрощения принимаются с учетом предварительного характера расчетов, выполняемых на стадии эскизного проектирования станка. Все справочные данные, касающиеся удельных податливостей, размеров и форм сечений направляющих и т. п., берут из работ ЭНИМС.
Несущие корпусные детали подвергают расчетам на жесткость выборочно, только те, которые оказывают существенное влияние на общую податливость несущей системы станка - стойки, поперечины, рукава, ползуны и другие относительно длинные детали. Корпуса шпиндельных бабок, салазки, каретки и достаточно жесткие станины можно не рассчитывать, если это не противоречит специфическим особенностям компоновки.
Методы расчета жесткости корпусных деталей, разработанные в ЭHИМСе, позволяют производить точный исследовательский расчет и менее точный технический. Для предварительного анализа жесткости компоновок на стадии эскизного проектирования применим технический расчет.
Корпусные детали рассчитывают как балки с замкнутым полым сечением, причем искажения формы профиля при изгибе и кручении не учитывают. Размеры сечений по всей расчетной длине таких деталей, как, например, стойки, считают неизменными, соответствующими размерам сечения на расстояния 1/3 длины от места заделки. За расчетную длину принимают расстояние от места условной заделки до середины сопряжения, передающего нагрузку. Ребра и окна в расчете не учитывают. Толщину стенок, там где это возможно, принимают постоянной. Ужесточение стенки, к которой примыкают направляющие, если оно очень существенно, может быть учтено путем эквивалентного утолщения стенки, сечение которого принимают прямоугольным. Жесткие неподвижные соединения деталей можно рассматривать как целые отливки, если компоновка допускает размещение достаточного числа прижимных винтов, обеспечивающих затяжку стыка с напряжением до 20-30 кгс•см-2.
Жесткость станка, его несущей системы должна обеспечить упругое перемещение между инструментом и заготовкой в заданных пределах, зависящих от требуемой точности обработки. Жесткость и соответственно податливость которые имеют корпусные детали станков из чугуна или стали подчиняются закону Гука и для каждой детали есть величина постоянная. Жесткость большинства соединений, таких как неподвижные стыки, направляющие, подшипники качения и скольжения, не является постоянной величиной вследствие отсутствия прямой пропорциональности между силой и упругим перемещением. В этом случае жесткость следует понимать как отношение приращения силы к соответствующему приращению перемещения.
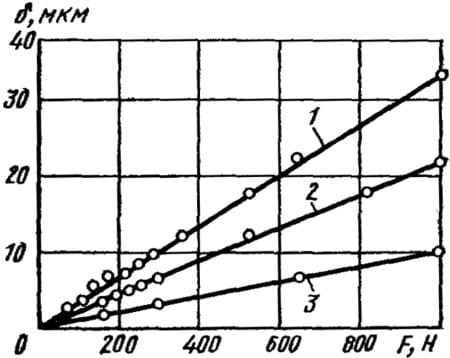
Рис. 1. Жесткость несущей системы станка: 1 - упругие перемещения резца относительно заготовки; 2 - перемещения конца шпинделя; 3 - упругие перемещения стола и станины
Жесткость несущих систем станков при большом числе упругих деталей и соединений между ними обычно близка к постоянному значению (рис. 1). Жесткость же отдельных соединений, предварительно не затянутых и имеющих зазоры, существенно нелинейна и зависит от характера приложения силы. Кроме того, жесткость соединений зависит от случайных изменений рельефа контактирующих поверхностей в первую очередь от шероховатости и волнистости. В связи с этим жесткость соединений и жесткость сложных деталей, изменяющаяся из-за изменения, например, толщины стенок, могут влиять на разброс значений жесткости даже одинаковых станков (рис. 2). На общую жесткость станков большое влияние оказывают соединения инструмента и заготовки с соответствующими узлами станка, поскольку эти соединения типа конусов, кулачков патрона, центровых отверстий имеют небольшую жесткость. Для повышения общей жесткости станка целесообразно выявлять элементы с пониженной жесткостью и затем принимать меры к ее повышению до уровня жесткости других последовательно нагруженных упругих звеньев.
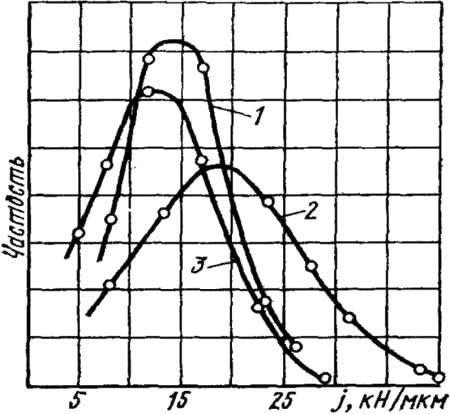
Рис. 2. Жесткость токарного станка по результатам испытания 25 токарных станков: 1 - у переднего центра; 2 - в середине рабочего пространства; 3 - у заднего центра
Испытание станка на жесткость
Металлорежущее оборудование, которое согласно действующим Государственным стандартам при изготовлении испытывают на жесткость, в случае если был произведен капитальный и средний ремонт станка подлежат проверке на соответствие нормам жесткости, установленным стандартами.
Жесткость станка выражается величиной нагрузки, приложенной к частям станка, несущим инструмент и заготовку, и вызывающей определенные изменения в их взаиморасположении.
Испытание на жесткость производят в соответствии с требованиями ГОСТа 7035-54 «Станки металлорежущие». Общие условия к стандартам жесткости по нормам, установленным в следующих стандартах:
- ГОСТ 7895-56 - токарные станки;
- ГОСТ 17-59 - револьверные станки;
- ГОСТ 370-67 - вертикально-сверлильные станки;
- ГОСТ 98-50 - радиально-сверлильные станки;
- ГОСТ 13-54 - фрезерные консольные станки;
- ГОСТ 16-59 - поперечно-строгальные станки.
Все части станка, которые перемещаются при наладке, при установке заготовки в инструмента и закрепляются перед обработкой резанием, требуется закреплять перед проверкой ставка по нормам жесткости, а части, которые при выполнении на станке основных операций находятся как в закрепленном, так и в незакрепленном состоянии, должны находиться при проверке по нормам жесткости в незакрепленном состоянии.
В качестве устройств для нагружения используют механизмы станка или специальные домкраты, а для измерения нагрузок - рабочие динамометры.
Для измерения перемещений применяют соответствующие стандартные средства намерения (индикаторы, миниметры, уровни и т. п.), а при необходимости и специальные мерительные устройства.
При проверке станков на жесткость следует применять средства измерения, соответствующие по точности требованиям следующих Государственных стандартов:
- индикаторы - ГОСТам 577-68 и 5584-61;
- динамометры - ГОСТу 9409-60, класс точности 1.
Применяемые для проверки жесткости станков измерительные средства должны быть в установленном порядке аттестованы и иметь соответствующий паспорт. При установлении результатов измерения необходимо вносить поправки, исключающие погрешности измерительных средств в соответствии с данными паспортов или маркировок.
Результаты испытаний на жесткость заносят в акт № 3 сдачи станка из ремонта (см. рис. 4, Приемка станка).
