Автоматизация процессов установки, фиксации и зажима деталей на автоматической линии осуществляется различными методами. При едином транспортном устройстве (см. Транспортные системы автоматических станочных линий), когда детали базовыми поверхностями или с помощью плит-спутников скользят в направляющих транспортера, они в приспособлениях часто фиксируются посадкой на контрольные штифты или фиксаторы двумя предварительно обработанными отверстиями. Если форма деталей сложная, их фиксация и зажим на позиции осуществляется применением более сложных устройств.
Для автоматической загрузки мелких штучных деталей, например, в метизном производстве, используют бункерно-загрузочные устройства, которые имеют своим назначением привести заготовки, находящиеся в бункере, в определенное ориентированное положение и выдать их в магазин. С бункерным устройством работают питатели, подающие заготовки из магазина в зажимной орган станка.
На рис. 1, а показана схема магазинного загрузочного устройства которым располагает автоматическая станочная линия механической обработки. В магазин 1 заготовки загружаются вручную и питателем 4 подаются в рабочую зону 5. Эксцентрик 2 и пружина 3 сообщают питателю возвратно-поступательное движение, причем подача заготовки в рабочую зону осуществляется пружиной, а отвод питателя вправо эксцентриком. Схема бункерного загрузочного устройства показана на рис. 1, б. В бункер 7 заготовки загружают навалом. Толкатель 6 подает их в магазин 1. Неправильно ориентированные заготовки звездочкой 8 сбрасываются обратно в бункер. Из магазина заготовки питателем 4 подаются в рабочую зону 5.
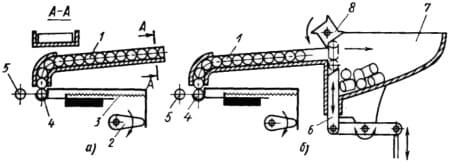
Рис. 1. Магазинные загрузочные устройства автоматических линий
Питатели автоматических линий обработки деталей
Питатели, как отмечалось ранее, служат для передачи заготовок из магазина в рабочую зону.
Шиберный питатель показан на рис. 2, а. Из лотка 5 заготовка 4 попадает в зев питателя 1, где удерживается прижимной губкой 2 с пружиной 3. При каждом двойном ходе питателя одна заготовка попадает в рабочую зону, где захватывается зажимным устройством. При отходе питателя в исходное, правое положение прижимная губка поворачивается вокруг своей оси и освобождает деталь.
Мотылевый питатель показан на рис. 2, б. Заготовка 4 питателем 1 подается в рабочую зону. При повороте питателя в крайнее правое положение очередная заготовка попадает из магазина 5 в зев питателя, где удерживается прижимной губкой 2 с помощью пружины 3. Таким образом, при каждом двойном качании питателя последний переносит из магазина в рабочую зону одну заготовку.
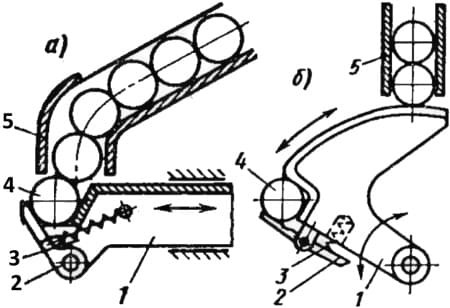
Рис. 2. Питатели автоматических станочных линий
Отсекатели автоматических линий обработки деталей
Отсекатели автоматических линий предназначены для поштучной выдачи заготовок из магазина или бункера в рабочую зону. На рис. 3, а показан штифтовый отсекатель с двумя штифтами 3 и 4. При левом положении штанги 5 отсекателя штифт 3 удерживает запас заготовок 2 в магазине 1, кроме нижней заготовки, которая свободно проходит в зев питателя. В правом положении штанги 5 заготовки опускаются до удерживающего их штифта 4. Таким образом, при каждом двойном ходе штанги со штифтами из магазина выдается одна заготовка.
На рис. 3, б показан барабанный (дисковый) отсекатель. При вращении барабана 6 с установленной скоростью заготовки 2 поштучно через заданный промежуток времени поступают из магазина через канал 1 к питателю, либо непосредственно к месту обработки или к зажимному устройству.
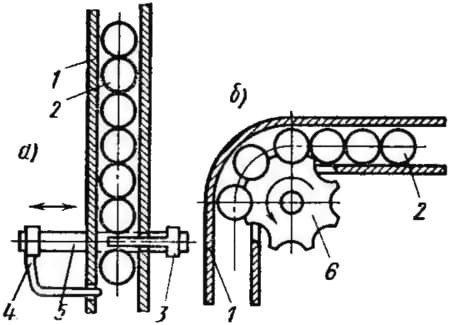
Рис. 3. Отсекатели линий обработки деталей
