Прямолинейное или круговое перемещение инструмента либо обрабатываемой заготовки и связанных с ними узлов станка обеспечивается направляющими. В станках получили распространение направляющие скольжения и направляющие качения с использованием промежуточных тел качения (шариков или роликов). Основными характеристиками направляющих являются:
- точность перемещения, которая зависит главным образом от точности изготовления направляющих и характеризуется соответствием действительного перемещения узла станка строго прямолинейному (или круговому) движению;
- долговечность направляющих - характеризуется их способностью сохранять первоначальную точность перемещения соответствующих узлов станка в течение заданного срока использования его;
- жесткость направляющих - характеризуется упругими смещениями вследствие наличия контактов в направляющих под действием нормальной нагрузки.
Непосредственно перед покупкой направляющих для чпу станка необходимо заняться составлением расчетной схемы. При составлении расчетной схемы направляющих (рис. 1) каретку качения считают точечной опорой, находящейся в центре каретки. Это допущение основано на том, что размеры каретки значительно меньше расстояний между ними, а все тела качения на одной дорожке нагружены приблизительно одинаково.
Начало координат прямоугольной системы, связанной с исполнительным органом, целесообразно совместить с центром симметрии контура направляющих.
На схеме следует показать все силы, действующие на рабочий орган, например, в момент резания составляющие силы резания F1, F2, F3, силу тяжести G, тяговую силу Q и вызванные ими реакции опор в двух плоскостях: R1Y, R2Y, R3Y, R4Y; R1Z, R2Z, R3Z, R4Z.

Рис. 1. Расчетная схема направляющих чпу станка
Выбор направляющих чпу станка по статической грузоподъемности
Если каретка, находящаяся в покое или движении, нагружена слишком большой силой, то на телах качения и поверхностях дорожек возникают местные пластические деформации. Значительные деформации нарушают плавность движения рабочего органа. Нагрузочная способность направляющих по критерию возникновения пластических деформаций характеризуется статической грузоподъемностью C0, которая является постоянной по направлению статической нагрузкой, вызывающей суммарную остаточную деформацию тел и дорожек качения в наиболее нагруженной зоне контакта, равную 0,0001 диаметра тела качения.
Значения основной (номинальной) нагрузки C0 для отдельно взятой каретки качения стандартного качества приводятся в каталогах производителей. Если твердость поверхностного слоя направляющей чпу станка ниже нормальной (58–64 HRC), то табличное значение C0 надо умножить на коэффициент fн, при твердости 55; 50; 45 HRC равный соответственно 0,77; 0,53; 0,37.
Погрешности направляющих, связанные с числом кареток z на одном рельсе, снижают их статическую и динамическую грузоподъемность. Это учитывается коэффициентом fc. При z = 2 и fc = 0,81, при z = 3 fc = 0,72.
Чтобы предохранить направляющие от появления остаточных пластических деформаций, для наиболее нагруженной каретки должно выдерживаться соотношение
PfW ≤ C0fcfн,
где P – наибольшая нагрузка на каретку.
Следовательно, направляющие пригодны по критерию статической грузоподъемности, когда
P ≤ (C0fcfн) / fW
Выбор направляющих станка по динамической грузоподъемности
При движении нагруженной каретки в поверхностных слоях дорожек и тел качения возникают периодически изменяющиеся напряжения. При взаимодействии их с концентраторами напряжений в этих слоях образуются микротрещины, следствием которых является выкрашивание частичек металла, называемое усталостью. Наработка направляющих по критерию усталости измеряется путем, который проходит каретка до появления первых выкрашиваний рабочих поверхностей. С учетом рассеивания срока службы одинаковых направляющих в одних и тех же условиях эксплуатации изготовитель вводит номинальную наработку Lн (базовый путь), в качестве которой принимается путь, который может быть пройден 90 % направляющих (не менее) без появления усталости, и динамическую грузоподъемность C как показатель нагрузочной способности.
Динамическая грузоподъемность C – это постоянная по направлению статическая нагрузка, которую не менее 90 % одинаковых кареток в одинаковых условиях эксплуатации могут воспринимать, совершая движение на базовом пути Lн до появления первых признаков усталости (выкрашивания) поверхностного слоя и дорожек качения. Значения основной (номинальной) динамической грузоподъемности C для направляющих чпу станка стандартного качества приводятся в каталогах изготовителей.
Выбор направляющих станка по критерию предварительного натяга
Предварительный натяг в направляющих обеспечивается подбором тел качения по диаметру. Он способствует повышению жесткости направляющих, но несколько снижает их долговечность. Каждый производитель изготавливает направляющие нескольких классов натяга, отличающихся долей динамической нагрузки C, которой равна сила натяга.
Направляющие с силой натяга 0,08C рекомендуются для осей X и Y токарных станков с ЧПУ, прецизионных координатных столов, электроэрозионных станков. Направляющие с силой натяга 0,13C применяются в станках при высоких требованиях к жесткости, например, для оси Z токарных станков с ЧПУ, в шлифовальных и фрезерных станках.
Выбор направляющих по критерию точности
Направляющие изготавливаются нескольких классов точности (обычно пяти). Нормируются допуски размеров H (рис. 2), N, максимальная разность размеров H и N на одном рельсе, отклонения параллельности плоскости C относительно А, плоскости D относительно В. Взаимозаменяемость кареток и рельсов обеспечивается их точностью.
Класс точности направляющих должен соответствовать точности других элементов станка.

Рис. 2. Схема к характеристике точности направляющих станка
Направляющие обеспечивают правильность траектории прямолинейного или кругового движения рабочего органа станка и воспринимают действующие нагрузки. Основные требования к направляющим:
- точность перемещения и установки;
- долговечность;
- жесткость;
- малая величина и постоянство сил трения;
- высокая демпфирующая способность;
- простота и минимальная стоимость.
В станке ЧПУ применяют направляющие качения, гидростатические, аэростатические и комбинированные (обычно скольжения в сочетании с качением). Каждый из типов направляющих имеет свои достоинства и недостатки. Выбор типа направляющих в каждом конкретном случае должен осуществляться с учетом всего комплекса требований и условий работы станка и каждого перемещаемого узла.
Направляющие качения наиболее полно удовлетворяют требования станков с ЧПУ по металлу и широко применяются для узлов массой до 10 - 15 т. Их недостатком является относительно высокая стоимость. Гидростатические направляющие по большинству показателей не уступают направляющим качения, но имеют меньшую эксплуатационную надежность. Они применяются, как правило, в тяжелых станков по металлу. Аэростатические направляющие имеют относительно низкие нагрузочную способность и жесткость.
Комбинированные направляющие станков имеют наиболее простую конструкцию и относительно низкую стоимость, однако по износостойкости уступают другим типам. Они широко применяются для узлов массой до 3 - 5 т.
Направляющие скольжения в условиях интенсивной эксплуатации, характерных для станков с ЧПУ, быстро теряют точность и практически не применяются.
Комбинированные направляющие станков по металлу
Комбинированные направляющие металлообрабатывающих станков, как правило, представляют собой сочетание направляющих скольжения и качения. При их проектировании обычно стремятся в направлении действия наибольших нагрузок устанавливать роликовые опоры, а в других направляющих - накладки из антифрикционных материалов. В качестве антифрикционных материалов широко применяются композиционные полимеры на основе наполненных фторопластов. Ранее в отечественном станкостроении был распространен фторлон ФЧК15M5 (ТУ6-05-1412-76), изготавливаемый OHПО “Пластполимер" в виде ленты толщиной 1,7 мм. Велись работы по освоению полимера марки ФЧК15MІОНІ,5, обладающего относительно лучшими свойствами по износостойкости.
Для повышения точности в гранях скольжения комбинированных направляющих следует использовать принудительную выборку зазоров по схеме рис. 3. Для исключения зазоров используются пружинные устройства 1, осуществляющие прижим подвижного узла 2 к базовой грани 3 направляющих. Усилия пружин выбирают таким образом, чтобы обеспечивалось нераскрытие стыка 3 при установочных перемещениях и чистовой обработке.
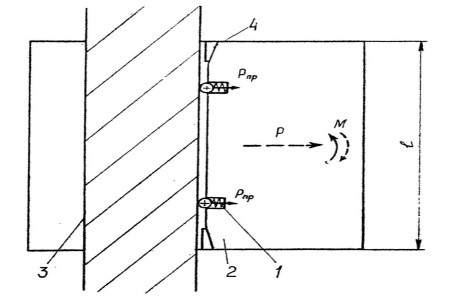
Рис. 3. Схема для расчета усилий прижимных роликов станка по металлу
При черновой обработке зазоры не исключаются, и узел может смещаться до контакта с клиньями 4, установленными с обычными для направляющих скольжения зазорами. Полное усилие прижима Р обычно обеспечивается установкой двух роликов с усилиями пружин Рпр=0,5Р. Требуемое усилие Р определяется из двух условий:
P≥6М/l (1) и P≥2М/l (2).
где М - действующий на узел момент в чистовом режиме; l - длина направляющей (рис. 3).
При выполнении условия (1), являющегося более жестким, обеспечивается треугольная эпюра распределения давлений по длине направляющей станка по металлу. Условие (2) выведено из допущения о приложении реакции в точке поворота узла и является предельным. Желательно выполнение условия (1), однако, если это приводит к существенному повышению тяговых усилий и удельных давлений, Р следует уменьшить.
Расчет требуемого тягового усилия для различных режимов производится по формуле
Q=Р+fiΣNi+кЅ,
где Р - составляющая усилия резания, направленная по перемещению; fi - коэффициент трения для граней скольжения-качения; ΣNi - сумма нормальных реакций на всех гранях от всех действующих сил (резания, веса, прижима и т.д.); к - коэффициент "прилипания" (к≈0,25); S- площадь контакта направляющих скольжения, см2.
При определении ΣNi возникают определенные трудности, так как строго система является статически неопределимой. Наиболее простым допущением является рассмотрение равновесия подвижного узла в трех независимых взаимно перпендикулярных плоскостях.
Направляющие качения для станков
В станках с ЧПУ используют направляющие шариковые и роликовые, с возвратом тел качения и без возврата, с предварительным натягом и без натяга. Наиболее распространены направляющие с роликовыми опорами (“танкеткам”) с возвратом тел качения с предварительным натягом.
В последние годы рядом зарубежных фирм изготавливаются комплектные системы направляющих качения, при этом для данного подвижного узла фирма поставляет полный комплект опор качения с направляющими рельсами. Упрощенная схема поперечного сечения одной такой опоры с направляющей приведена на рис. 4. Она представляет собой шариковую опору 1 с возвратом тел качения и предварительным натягом, перемещающуюся по желобам полукруглого профиля направляющего рельса 2. Такая опора воспринимает нагрузки в любом направлении в плоскости, перпендикулярной к направлению ее движения, а также опрокидывающие моменты.
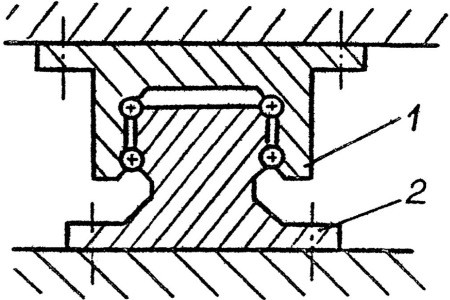
Рис. 4. Упрощенная схема комплектных направляющих качения станка
Следовательно, при использовании таких спор их минимальное число для обеспечения движения одного узла равняется четырем (два направляющих рельса до две опоры), а для "традиционных танкеток" - двенадцати (два сечения по шесть опор) Немаловажным преимуществом таких направляющих станка является снижение требований по точности их монтажа к корпусным деталям, а также освобождение станкостроительного производства от необходимости изготавливать накладные направляющие. Для повышения демпфирования колебаний в направлении перемещения используются специальные суппорты, скользящие по этим же направляющим рельсам.
При расчете частоты собственных колебаний узла на направляющих качения за низшую частоту собственных колебаний узла на направляющих берется обычно частота угловых колебаний в одной из координатных плоскостей.
На рис. 5 изображена конструкция цилиндрических направляющих качения с самоустанавливающимися опорами. Зажим подвижных узлов осуществляется различными способами: путем местного прижима направляющих подвижного узла к неподвижному пружинами (чаще тарельчатыми) и освобождения зажима с помощью гидроцилиндра; зажима планок или пластин, прикрепленных к подвижному узлу; зажима винтов подачи; закрепления направляющих с помощью трубчатых зажимов.
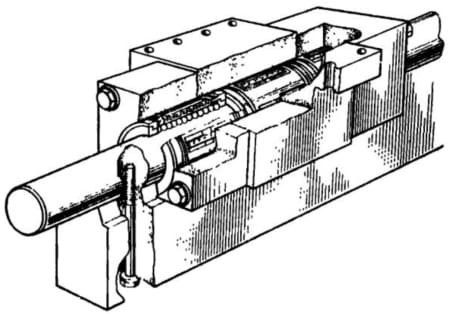
Рис. 5. Цилиндрические направляющие качения станков с ЧПУ
Одна из конструкций устройств для зажима подвижных узлов на направляющих скольжения в определенном положении приведена на рис. 6. Зажим осуществляется с помощью планок 1, 4, передающих усилие тарельчатых пружин 2. Освобождение от зажима производится давлением масла в гидроцилиндре 3.
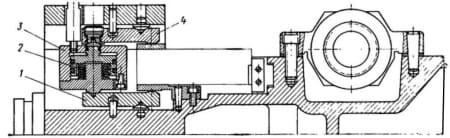
Рис. 6. Устройство для зажима подвижных узлов станка с ЧПУ
Обрабатывающий центр 6906ВМФ2 имеет устройство зажима стола 4 (рис. 7), которое осуществляется с помощью четырех тяг 5, их головки расположены в круговом Т-образном пазу стола. Для зажима используются усилия, создаваемые пакетом тарельчатых пружин. Механизм отжатия стола приводится в действие от электродвигателя 1 через редуктор 2 и зубчатые рейки 3 и 7. При перемещении этих реек поворачиваются валы 6 с эксцентриками, которые перемещают тяги 5, сжимающие тарельчатые пружины. Кулачки 8, установленные на рейках 7, действуют на микропереключатели, управляющие включением зажимных устройств и их освобождением.
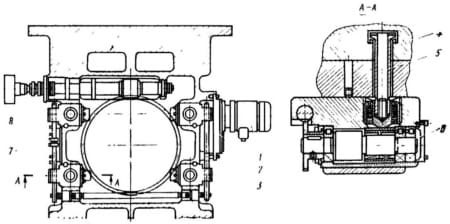
Рис. 7. Зажимное приспособление для поворотного стола
Поступательно перемещающиеся органы можно зажимать путем торможения винтов для подачи. Для этой цели на концах ходовых винтов (рис. 8) установлены стальные диски 5. с обеих сторон от этих дисков расположены пластины 3 и 4. Торможение винта (зажим) осуществляется пакетом тарельчатых пружин 1, с помощью которых через тягу 2, пластины 3 и 4 зажимают диск 5. Диск 5 при зажиме может несколько деформироваться, и поэтому зажим не вызывает осевого перемещения винта. Для отжима используется эксцентриковый вал 7, который приводится во вращение через редуктор от электродвигателя 8. Микропереключатели, контролирующие зажим и отжим, включаются под действием кулачка 6 и поворотного рычага.
В современных станках с ЧПУ находят распространение трубчатые зажимы направляющих. При необходимости фиксаций подвижного узла в трубке повышается давление масла, что вызывает прижатие направляющих подвижного узла к направляющим неподвижного. Металлическую трубку чаще всего делают из меди или из стали с последующим покрытием слоем меди. Такой зажим отличается рядом достоинств по сравнению с применяемыми зажимными устройствами, создающими сосредоточенные воздействия на небольшом участке. Зажим может осуществляться по всей длине подвижного узла. Трение возникает на двух стыках. В некоторых случаях торможение подвижных узлов, заменяющее зажим, осуществляется электродвигателем (с установкой на нуль).
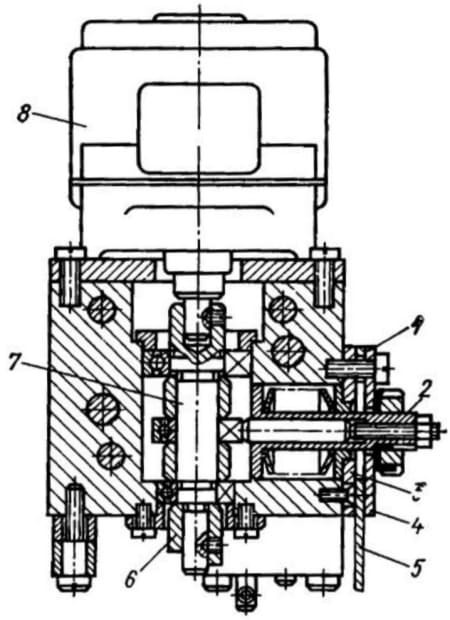
Рис. 8. Устройство для зажима винтов подачи
Гидростатические направляющие станков по металлу
Проектирование и расчет гидростатических направляющих должны производиться совместно конструктором-механиком и гидравликом. При этом основными задачами механика являются:
- выбор типа и схемы направляющих, числа опор;
- определение диапазона действующих внешних нагрузок на каждую опору с учетом знака;
- обеспечение в станке ряда требований, необходимых для успешного функционирования направляющих (точности их изготовления, максимальной жесткости корпусных деталей: надежной защиты от пыли грязи и т.д.).
Наличие защитных устройств является необходимым условием повышения долговечности направляющих всех типов.
Направляющие обрабатывающего центра
Обрабатывающие центры с ЧПУ могут иметь направляющие различных конструкций. Требования, предъявляемые к направляющим, определяются общей тенденцией повышения скоростей перемещения, увеличением точности позиционирования и повышением жесткости. Различают направляющие скольжения, качения и комбинированные. Направляющие скольжения могут быть выполнены из различных материалов.
Пары чугун - чугун в обрабатывающих центрах почти не применяют из-за высокого коэффициента трения покоя, который составляет при использовании обычных масел 0,25 и при использовании специальных антискачковых масел 0,075-0,09. При применении полимерных материалов на основе фторопласта коэффициент трения покоя снижается до 0,04-0,06. Направляющие качения обеспечивают коэффициент трения покоя 0,002-0,003. Самый низкий коэффициент трения покоя у гидравлических и аэростатических направляющих.
На рис. 9 показана конструкция танкеток для вспомогательных поверхностей направляющих и элементов для выверки. Танкетка 1 закреплена на клине 2, который может перемещаться в продольном направлении с помощью двух винтов 3, а вторая танкетка, расположенная с другой стороны выступа саней крестовой стойки, может перемещаться с помощью гайки, наворачиваемой на резьбовую часть клиновой опоры 4. Клинья 2 и 4 опираются на клиновые опоры 5 и 6, которые с боковых сторон ограничены планками 7-9 и опираются на штифты 10, 11 со сферической головкой.
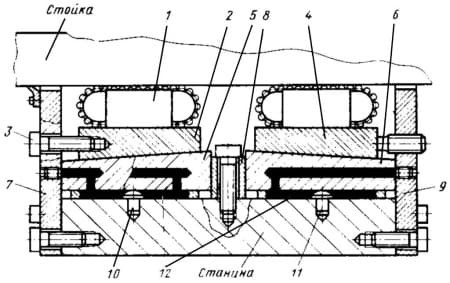
Рис. 9. Роликовые направляющие обрабатывающего центра и способы их регулирования
После окончательной выверки узла в сборе регулированием расположения всех танкеток производится заливка полостей 12 жидкой быстротвердеющей пластмассой. После заливки и затвердевания с помощью перемещения клиньев обеспечивается предварительный натяг, обеспечивающий жесткость узла. Для основных поверхностей используются роликовые цепи с обкатом роликов. Ролики смазываются маслом от централизованной системы смазки.
Комбинированные направляющие применяют почти во всех обрабатывающих центрах.
Использование комбинированных направляющих позволяет обеспечивать низкий коэффициент трения и высокую жесткость за счет обеспечения предварительного натяга в элементах качения. Комбинированные направляющие обладают более высокой демпфирующей способностью при скоростях перемещения 100-150 мм/мин, характерных для рабочих подач, по сравнению с направляющими качения.
Для станков с тяжелыми столами и стойками применяют роликовые опоры для основных горизонтальных граней.
Предварительный натяг можно регулировать клином, винтом с пружиной и рычагом с пружиной. Применение роликовых опор на вспомогательных гранях уменьшает влияние зазоров на положение узлов и увеличивает точность обработки.
Гидростатические направляющие применяют в тяжелых и уникальных станках. Для них необходимы тщательная фильтрация масла, установка для поддержания температуры масла в узких пределах.
В продольно-обрабатывающих многооперационных станках с подвижным порталом масло под давлением подается в специальные карманы 1, выполненные в левой 2 и правой 3 стойках (рис. 10). Эти поверхности покрыты дополнительно полимерным износостойким материалом с низким коэффициентом трения.
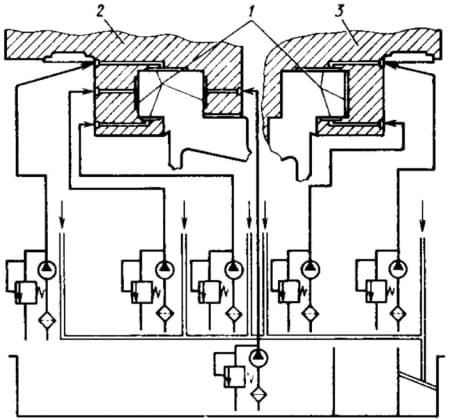
Рис. 10. Схема питания маслом гидростатических направляющих портала продольно-обрабатывающего станка
Все карманы одной поверхности должны питаться маслом от отдельного подвода с напорным клапаном.
Слив масла осуществляется в бак, из которого оно насосом подается через фильтр и холодильник во второй бак для нагнетания в гидростатические карманы.
Аэростатические направляющие являются разновидностью гидростатических направляющих и имеют некоторые особенности, которые должны обеспечить им в будущем более широкое применение. Использование воздуха в качестве среды, обеспечивающей подъемную силу направляющих, ведет к экономии трубопроводов, фильтров и масла, которое расходуется в конструкциях с гидростатическими направляющими.
Упрощается конструкция направляющих. На рис. 11 показано устройство аэростатической направляющей обрабатывающего центра Wotan (ФРГ). Воздух под давлением подается одновременно через продольное отверстие 1 и отверстия 2, перпендикулярные к направляющей. Со стороны противонаправляющей действует подпружиненный ролик 3. Предварительный натяг обеспечивается пакетом тарельчатых пружин и гайкой 4.
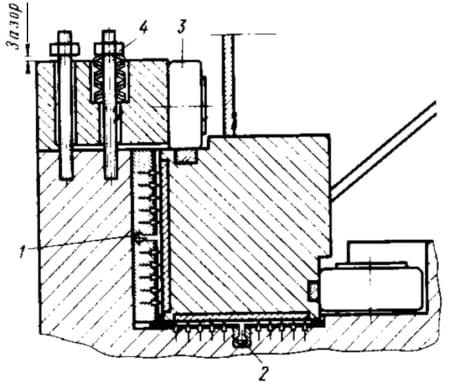
Рис. 11. Устройства аэростатической направляющей обрабатывающего центра Wotan (ФРГ)
На рис. 12 приведена конструкция аэростатических направляющих шпиндельной бабки обрабатывающего центра фирмы Wotan.
На станине 1 окончательно фрезеруют плоскости основных направляющих и боковой узкой направляющей на передней стороне стойки. На эти плоскости наклеиваются стальные закаленные планки 2-4, которые окончательно шлифуются. Со стороны противонаправляющих и с противолежащей стороны узкой передней направляющей вклеиваются закаленные планки 5-7, по которым «катаются» ролики для обеспечения предварительного натяга. На трущиеся поверхности передней бабки наклеивается полимерная лента 8-10, которую потом окончательно фрезеруют или шлифуют.
Воздух подается через продольные каналы, предусмотренные в полимерной ленте подвижной части станка, и через отверстия в зону воздушного зазора. Для питания воздухом аэростатических направляющих используются специальные компрессорные установки. Объем всасываемого воздуха регулируется сервоклапаном по давлению на выходе.
Сжатый воздух «подсушивается» холодным, при охлаждении конденсируемая вода удаляется сепаратором. Содержание влаги в воздухе поддерживается на низком уровне для того, чтобы направляющие не ржавели. С этой же целью в сжатый сухой воздух впрыскивается в виде мельчайших капелек масло (для образования на направляющих тонкого слоя масляной пленки).
Аэростатические направляющие обеспечивают длительное время высокую точность, обладают хорошей демпфирующей способностью и антизадирными свойствами и надежно работают в широком диапазоне нагрузок, действующих на них.
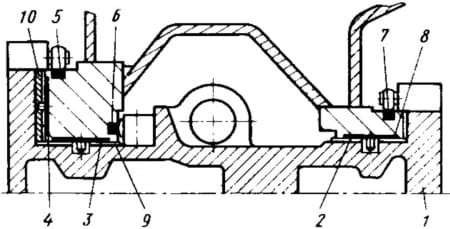
Рис. 12. Аэростатические направляющие шпиндельной бабки обрабатывающего центра Wotan (ФРГ)
Износостойкость направляющих станков
Сравнение компоновок станков по износостойкости и прочности несущей системы имеет значение для тяжело нагруженных станков со значительными вылетами направляющих и несущих деталей от рабочего поля, в основном для тяжелых станков.
Износостойкость и прочность несущей системы станка следует понимать в том смысле, что давления в направляющих и напряжения в корпусных деталях от действия наибольших сил резания не превышают допустимых величин. Прочность корпусных деталей несущей системы в отличие от деталей приводов в большинстве случаев не является лимитирующей, и, следовательно, сравнение компоновки станков по износоустойчивости и прочности сводится к сравнению величин наибольших удельных давлений в направляющих скольжения или наибольших нагрузок на роликовые опоры в направляющих качения.
Работоспособность направляющих скольжения по давлениям характеризуется величинами средних и наибольших давлений. Средние давления рассчитывают по реакциям опор (нагрузкам граней) в поперечной плоскости, принимая равномерное распределение нагрузки по ширине граней. Наибольшие давления определяют с учетом неравномерного распределения нагрузки вдоль граней в продольной плоскости, при этом используют параметр M/PL и коэффициенты, подобные коэффициентам cφ и с∆, из расчета направляющих на жесткость.
Допустимые средние давления для чугунных направляющих универсальных станков при малых скоростях (скоростях подачи) 12-15 кгс/см2, а для тяжелых станков 5 кгс/см2. Допустимое наибольшее давление на чугунных направляющих универсальных станков средних размеров при скоростях подачи 25-30 кгс/см2, при тяжелых редко действующих нагрузках 50-60 кгс/см2, а на планках в отдельных случаях до 100 кгс/см2. Допустимые наибольшие давления на направляющих тяжелых станков 10-15 кгс/см2.
Наибольшие допустимые длительно действующие нагрузки на одну роликовую опору в направляющих качения в зависимости от конструктивной серии и размера опор Pдоп=1500÷10000 кгс.
Значительный диапазон величин допустимых давлений для направляющих скольжения допустимых нагрузок для опор направляющих качения не является препятствием для сравнительного расчета компоновок по износостойкости на стадии эскизного проектирования, если этому расчету будет придана единая форма расчета показателей качества, приведенных к рабочему полю компоновок, и если для сравниваемых компоновок будут приняты некоторые общие допустимые удельные нагрузки направляющих.
Удобной формой такого сравнительного расчета является определение приведенных допустимых нагрузок в расчетных точках рабочего поля из условия заведомо допустимых наибольших нагрузок направляющих. По совокупности расчетных точек приведенные нагрузки образуют поле гарантированных данной компоновкой нагрузок. Характеристики этого поля могут быть использованы для сравнения компоновок.
Влияние компоновки на износостойкость направляющих проявляется через факторы расположения направляющих относительно параметров, которое имеет рабочее поле станка. Гарантированную приведенную нагрузку определяют в каждом из координатных направлений путем расчета всех направляющих компоновки. Расчету можно подвергать только основные грани или основные и вспомогательные грани порознь. Из результатов расчетов выбирают наименьшие значения величин отдельно по каждому из направлений.
Конструкции направляющих
Конструкции направляющих подвижных узлов современных станков отличаются большим разнообразием. Требования к направляющим определяются общими тенденциями повышения производительности и точности обработки, основными из которых являются:
- точность перемещения подвижного узла по заданной программой траектории и выход в требуемую координату;
- плавность перемещения, особенно на малых подачах;
- высокая жесткость, в том числе и динамическая;
- высокая демпфирующая способность;
- беззазорность и удобство регулировки зазора;
- высокая износостойкость и долговечность;
- простота изготовления.
Точность станков достигается, в том числе, и за счет точности формы направляющих и выполнения названных требований.
В станках с ЧПУ применяют направляющие различными видами трения между подвижным и неподвижным узлами: скольжения различных сопряженных пар материалов, качения, жидкостного, газового и комбинированные. Долгое время совершенствование направляющих скольжения шло в направлении снижения коэффициента трения скольжения за счет применения специальных материалов, в том числе пластических масс, а также особых смазывающих материалов. В результате, пары трения чугун-чугун в станках с ЧПУ сегодня уже практически не применяются из-за высокого коэффициента трения покоя, доходящего до 0,2-0,3. Замена материалов одной из направляющих на пластиковые накладки из наполненного фторопласта в паре с чугуном или сталью обеспечивает коэффициент трения покоя 0,01-0,04 и уменьшает коэффициент трения движения на 5-10%, что создает условия для практически бесскачкового перемещения подвижного узла, в том числе и на малых подачах. Опыт эксплуатации направляющих с такими пластмассовыми накладками разных марок (рис. 13) свидетельствует об их больших эксплуатационных достоинствах. Наиболее широко применялся ранее материал Ф4К15М10.
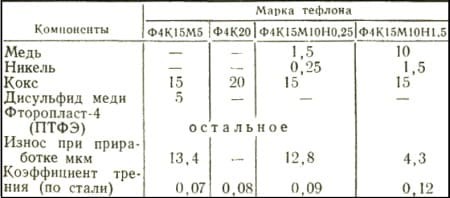
Рис. 13. Характеристики пластмассовых накладок направляющих
Применялись также полиамидные накладки марок П66/6 и П66/6М15Н1 (с наполнителями в виде меди и никеля). Их достоинства: высокая стойкость к задирам, технологичность, нетоксичность, а основной недостаток - повышенный коэффициент трения (в 2-3 раза по сравнению с тефлоном), а также наличие падающего участка характеристики силы трения.
Весьма широко в станках с ЧПУ в качестве накладных направляющих применяются цинковые сплавы, наиболее распространенные из которых ЦАМ 10-5 и сплав ЦАМ 10-5-0,3. Такие направляющие (в паре с чугуном и сталью) дают неплохие результаты по износостойкости, отсутствию задиров, но высокая стоимость сдерживает их распространение, ограничивая область применения тяжелыми станками. Кроме того, они уступают пластиковым вариантам как по характеристике износа (рис. 14, а), так и по совместному износу (рис. 14, б).
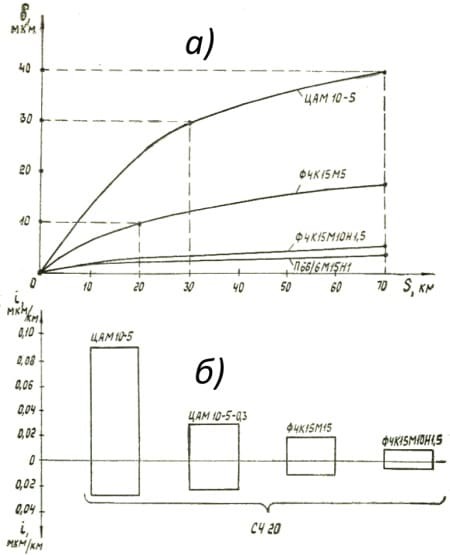
Рис. 14. Характеристики износа (а) и совместного износа (б) направляющих из различных материалов
Крепление накладок к базовым деталям осуществляется эпоксидными композициями, например, ЭД16 и ЭД20. Для улучшения адгезии при наклейке пластиков их либо обрабатывают сильными кислотами, либо они подвергаются воздействию тлеющего разряда в вакууме. Второй метод принят как экологически более чистый.
Находят применение специальные антифрикционные покрытия в виде особой пасты, представляющей собой многокомпонентную пластмассу. Хорошие результаты по снижению коэффициента трения покоя и выравниванию его с коэффициентом трения скольжения дает применение специальных антискачковых смазок. Однако широкого применения этот метод не нашел, т. к. требует отдельной смазочной гидросистемы, а сами смазки несовместимы с основной рабочей жидкостью гидросистемы станка. В настоящее время выпускаются масла для гидросистем с присадками, обеспечивающие бесскачковое перемещение на малых подачах.
Сечения направляющих трения скольжения (рис. 15) нормализованы.
Максимальное давление в направляющих при малых скоростях равны 2,5÷3,0 МПа; при больших скоростях - не более 1,0÷1,2 МПа. В прецизионных и тяжелых станках среднее давление не превышает 0,1÷0,2 МПа.
По сравнению с направляющими качения направляющие трения скольжения имеют больший коэффициент трения и пониженную износостойкость, особенно при неизбежном попадании в стык сопряженных направляющих поверхностей продуктов обработки и другой загрязняющей среды, сложность обеспечения беззазорности при знакопеременных нагрузках и большой протяженностью, которые имеют базовые детали станков.
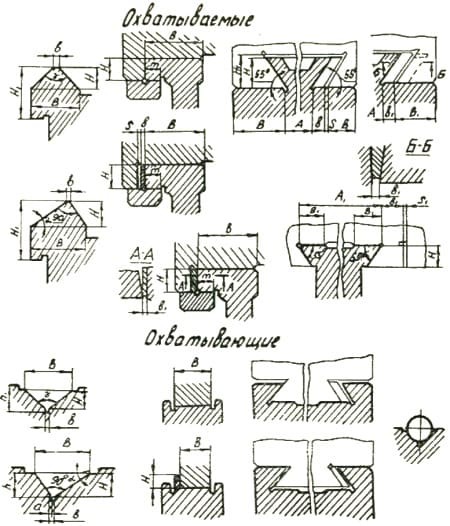
Рис. 15. Сечения направляющих скольжения
Шлифовка под направляющие портального фрезерного станка с ЧПУ
От самого малого настольного станка и до огромного прокатного стана есть общая деталь — это станина. На нее крепятся все его подвижные и неподвижные узлы и детали. На видео показана шлифовка станины для последующей установки направляющих. Станины изготавливают в основном из чугуна или металла, и должны они выдерживать не только вес станка, но и усилия, возникающие в процессе его работы.
