Для надежного закрепления заготовок в процессе обработки в станках применяют разнообразные установочно зажимные приспособления (патроны, цанговые механизмы, приспособления для закрепления заготовки на столе и др.). Их тип и конструкция зависят в первую очередь от конфигурации заготовки, требований точности и степени автоматизации станка. Станок автомат, кроме того, нуждается в осуществлении автоматической подачи заготовки к месту обработки и съеме обработанных деталей. Конструкции механизма подачи штучных заготовок включают ряд специальных устройств - бункера, магазины, транспортеры и др., при желании, можете более подробно узнать как происходит автоматизация загрузки станка устройствами подачи заготовок.
Механизмы зажима
Для зажима штучных заготовок в шпинделях токарных, шлифовальных и других станков широко применяют различные зажимные патроны. Большое применение получили самоцентрирующие патроны с одновременным перемещением всех кулачков. При зажиме деталей неправильной формы применяют патроны с независимым приводом кулачков. При зажиме легкодеформирующихся деталей применяют бескулачковые мембранные патроны, патроны с магнитами, а также специальные цанговые патроны.
Для зажима заготовок, кроме ручного привода, применяют электромеханический, гидравлический и пневматический механизмы. В качестве примера на рис. 1 показан шпиндель станка многорезцового полуавтомата с трехкулачковым патроном и пневматическим зажимом. Пневматический цилиндр несет поршень, шток которого соединен с тягой и рычагами патрона. Подачей сжатого воздуха в правую или левую полость цилиндра осуществляется зажим заготовки и ее разжим. Аналогично работают механизмы с гидрозажимом.
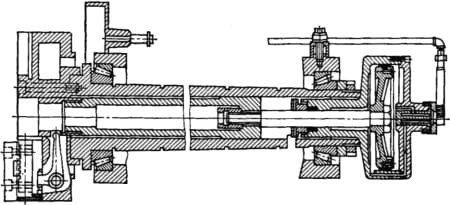
Рис. 1. Шпиндель с трехкулачковым патроном и пневматическим зажимом
Для зажима прутков и штучных заготовок большое распространение получили цанговые зажимные механизмы. Их применяют в револьверных станках, прутковых автоматах и других станках для зажима как прутков различного профиля (круглого, квадратного, шестигранного), так и штучных заготовок. Цанговые механизмы обеспечивают высокое быстродействие и удобны для закрепления обрабатываемой детали при автоматизации. Основным звеном механизма является зажимная цанга (рис. 2), представляющая собой стальной стакан с лепестками (их обычно три), которые имеют утолщенную головку с конической частью и зажимными губками. При втягивании цанги в коническое отверстие шпинделя ее лепестки сходятся и зажимают заготовку. Цанговые механизмы имеют небольшие размеры и размещаются внутри шпинделя. Наиболее распространены цанги с диаметром отверстия 2-60 мм.
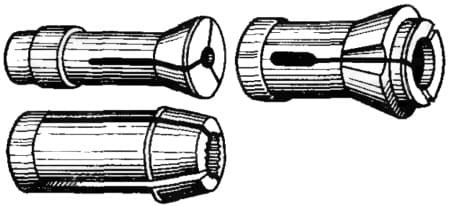
Рис. 2. Зажимные цанги
Мелкие зажимные цанги обычно изготовляют из стали У6А, У7, У8, У10 и 9ХС. Для цанг сложной конфигурации и больших размеров применяют стали 4ХС, Х, 12ХН3А. Цанги подвергают закалке или цементации, рабочая часть цанги (ее губка) должна иметь повышенную твердость (до HRC 60). Для обеспечения необходимой износостойкости лепестки цанги отпускают до более низкой твердости, чтобы повысить их пружинящие свойства; отверстия цанги и посадочные поверхности шлифуют.
Схемы работы цангового механизма показана на рис. 3, а. От кулачка 1 перемещается зажимная муфта 2, которая своими рычагами 3 втягивает зажимную трубу 4 с цангой 5. Лепестки цанги сходятся и зажимают пруток 6. В системе привода от кулачка к цанге часто помещают упругое звено 7 (пружины, специальные упругие шайбы) для уменьшения перегрузок, возникающих в механизме при зажиме деталей с наибольшими (в пределах допуска) размерами. Конструктивное оформление цангового зажимного механизма многошпиндельного автомата показано на рис. 1.
Широкое распространение получили цанговые зажимные механизмы, в которых цанга 8 (рис. 3, б) упирается своим торцом в специальную гайку 11, навинченную на шпиндель 10. Зажимная труба 9 перемещается вдоль оси и сжимает лепестки цанги. Этот метод обеспечивает большую точность зажима по длине.
Силу W, необходимую для зажима детали, выбирают из условия удержания последней в процессе обработки. Осевая сила S должна быть обеспечена при зажиме прутка минимального размера с тем, чтобы не было его проворачивания в цанге.
Следует иметь в виду, что с точки зрения жесткости системы узел цанги является часто наиболее слабым. Для повышения жесткости следует выбирать рациональные размеры и форму цанги. Целесообразно применение цанг с нечетным числом лепестков; угловой зазор между конусом цанги и отверстием должен быть порядка 10-15', оптимальная длина губок обычно равна 1,5d (для отверстия диаметром d<20 мм).
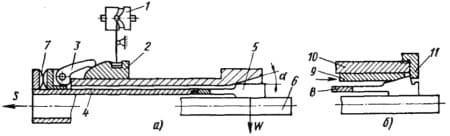
Рис. 3. Схема цангового зажимного механизма
