Фрезы крепят на оправках, которые имеют конический хвостовик с резьбовым гнездом на торце. Хвостовик устанавливают в коническое отверстие шпинделя фрезерного станка и плотно притягивают тягой, проходящей через сквозное отверстие шпинделя станка. Тяга имеет резьбовой конец, взаимодействующий с резьбовым гнездом оправки. Крупные торцовые фрезы имеют хвостовик, который устанавливают непосредственно в коническое отверстие шпинделя. Корпус фрезы притягивают к торцу шпинделя винтами, входящими в резьбовые отверстия, предусмотренные на переднем торце шпинделя станка. Концевые фрезы имеют конический или цилиндрический хвостовики; их крепят в патронах, устанавливаемых на шпиндель станка.
Для правильного крепления фрезы независимо от того, является ли она насадкой или хвостовой, необходимо знать тип и номер конуса гнезда шпинделя своего станка и базирующие (крепительные) размеры переднего конца (носка) шпинделя.
Размеры конуса гнезда и носка шпинделя фрезерных станков стандартизованы ГОСТом 836-62 и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, а также сборные фрезы со стандартным посадочным отверстием обязательно подойдут к этим станкам.
Наиболее ходовые модели отечественных станков имеют конец шпинделя №2 или №3.
Передние концы шпинделей фрезерных станков, изготовляемых в США, выполнены по американскому стандарту Конус №40 этого стандарта соответствует конусу №2 по ГОСТу 836-62 и соответственно конус №50 - конусу №3 по ГОСТу 836-62. Передние концы шпинделей фрезерных станков, выполненных в Германии, имеют конусы Морзе или метрические по DIN №2201.
На рис. 1 изображен эскиз переднего конца шпинделя отечественных фрезерных станков. Внутренний конус 2, в который вставляют хвостовик инструмента, выполнен очень крутым (конусность 7:24) для лучшего центрирования. Вращение инструменту передается поводками (шипами) 3, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживают непосредственно на фланец 1 и центрируют (базируют) цилиндрической заточкой переднего конца (носка), крепят четырьмя винтами, ввертываемыми в отверстия 4.
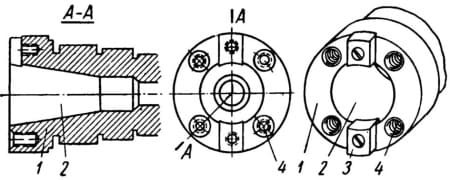
Рис. 1. Передний конец шпинделя отечественных фрезерных станков
Закрепление насадных фрез
Насадные фрезы устанавливают на оправки, закрепляемые в шпинделе станка.
На рис. 2 показаны оправки, имеющие конусный хвостовик 1, который соответствует коническому гнезду переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 во фланце оправки надевают на поводки (шипы) в торце шпинделя.
Оправка, показанная на рис. 2, а, предназначена для закрепления фрез, работающих при больших силах резания. Она имеет большую длину, позволяющую устанавливать добавочную подвеску хобота в середине оправки. Оправка, показанная на рис. 2, б, предназначена для более легких работ.
Оправки, показанные на рис. 2, а и б, называют центровыми. Один конец центровой оправки устанавливают в коническом гнезде шпинделя, а другой поддерживают подшипником серьги. Оправку, показанную на рис. 2, в, называют концевой, так как один ее конец устанавливают в коническом гнезде шпинделя, а на другой конец устанавливают насадную торцовую фрезу, которая работает вместе с оправкой, как концевая фреза.
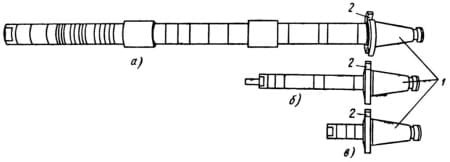
Рис. 2. Фрезерные оправки: а - центровая длинная; б - центровая короткая; в - концевая
Центровые оправки
Конец центровой оправки, поддерживаемый серьгой, выполняют с цилиндрической цапфой (рис. 3, а) или с вращающейся поддерживающей втулкой (буксой) по рис. 3, б. Как видно из рис. 3, в комплект центровой оправки входят собственно оправка 1, набор колец 2, кольцо с накаткой 3, букса 4 и гайка 5. Промежуточные исполнительные размеры центровых оправок с конусом Морзе и конусностью 7:24 (по ГОСТу 836-62) с цилиндрической цапфoй приведены в МН 30-64 и МН 28-64; с вращающейся втулкой (буксой) - в МН 31-64 и МН 29-64.
Промежуточные кольца к оправкам изготовляют точными шириной от 1 до 10 мм по МН 34-64, а именно 1; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2; 3; 5; 8; 10 мм и нормальными шириной 8, 10, 15, 20, 30, 40 и 50 мм по МН 33-64. Допуск на ширину В для точных колец по С, для нормальных по Хз.
При помощи промежуточных колец фрезы могут быть расположены на оправке на заданном расстоянии друг от друга и от фланца оправки. Точные промежуточные кольца применяют для комплектования набора фрез.
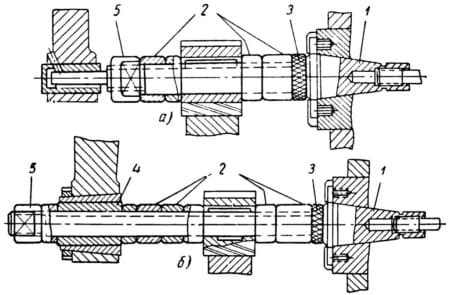
Рис. 3. Центровые оправки: а - с цилиндрической цапфой; б - с вращающейся поддерживающей втулкой
На рис. 4 показано промежуточное распорное регулируемое кольцо, предназначенное для применения при фрезеровании когда используются наборы и комплекты фрез по металлу. Оно позволяет без съема фрез с оправки обеспечить требуемое расстояние между ними с точностью 0,01 мм в диапазоне 5 мм, что заменяет необходимость применения точных установочных колец. Регулирование расстояния между фрезами 4 осуществляется поворотом с помощью ключа 5, регулируемого промежуточного кольца 6, имеющего лимб с ценой деления 0,01 мм. Предварительная (грубая) установка фрез производится с помощью промежуточных колец 3. Исполнительные размеры промежуточных распорных регулируемых колец приведены в МН 5551-64.
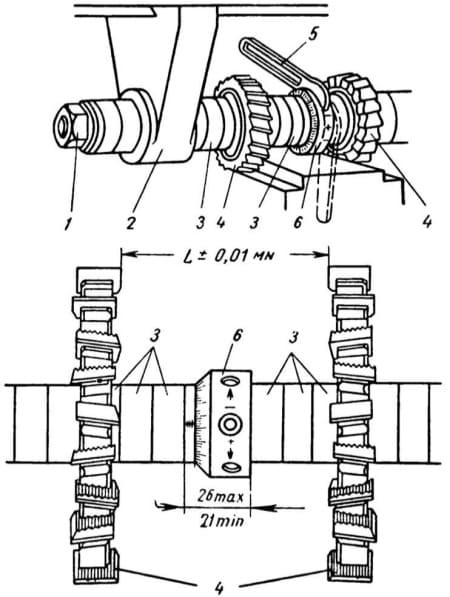
Рис. 4. Настройка набора фрез при помощи регулируемого распорного кольца: 1 - гайка; 2 - серьга; 3 - промежуточные кольца; 4 - фрезы; 5 - ключ; 6 - регулируемое распорное кольцо
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. При тяжелых работах этого трения недостаточно и приходится фрезу удерживать на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в которую закладывают шпонку для крепления фрезы.
Устанавливая фрезу, желательно ее располагать как можно ближе к переднему концу шпинделя станка, чтобы уменьшить изгиб оправки. Если по каким-либо причинам это не удается, надо ставить добавочный подвесной подшипник (серьгу) у хобота станка (рис. 5).
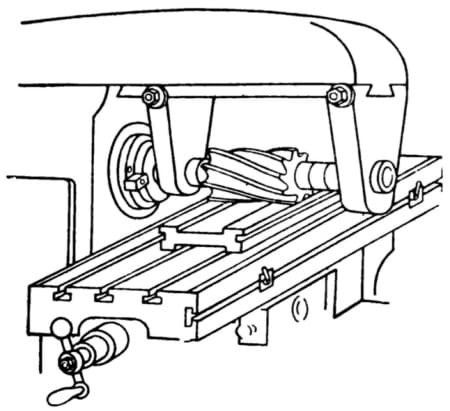
Рис. 5. Постановка добавочного подвесного подшипника хобота станка
Концевые оправки
В зависимости от конструкции торцовой фрезы крепление ее может быть выполнено на продольной или на торцовой шпонке. На рис. 6 показана концевая оправка для крепления фрезы на продольной шпонке. Конический хвостовик 1 устанавливают в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Шпонка 2 предохраняет фрезу от провертывания на оправке. При выборе оправки следует следить за тем, чтобы для праворежущих фрез винт 3 оправки имел правую резьбу, а для леворежущих - левую. Исполнительные размеры концевых оправок с конусом Морзе и продольной шпонкой приведены в МН 22-64, с торцовой шпонкой - в МН 23-64, с врезной шпонкой - в МН 5554-64 и для фрез с резьбовым хвостовиком - в МН 5555-64. Исполнительные размеры концевых оправок с конусом 7 24 (по ГОСТу 836-62) и продольной шпонкой МН 20-64 и торцовой шпонкой МН 21-64.
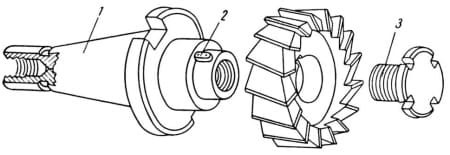
Рис. 6. Концевая оправка
Конический хвостовик центровых и концевых оправок центрируется в гнезде шпинделя крутым конусом, который не дает надежного скрепления. Поэтому хвостовик оправки затягивают в гнезде шпинделя затяжным винтом - шомполом, для чего в торце хвостовика оправки имеется резьбовое отверстие.
Для крепления насадных сборных фрез, имеющих конусное посадочное отверстие, применяют концевые оправки по рис. 7 Конический хвостовик 1 устанавливают в коническое гнездо шпинделя. Фрезу надевают коническим посадочным отверстием на конус 2 оправки и скрепляют с оправкой плоской торцовой шпонкой (вкладышем) 3 при помощи винта 4. Вкладыш 3 входит в соответствующие пазы в отверстии фрезы и в торце оправки.
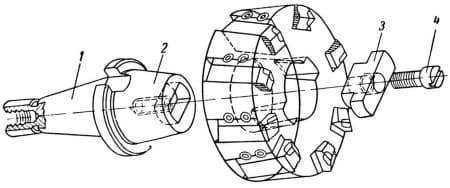
Рис. 7. Концевая оправка для фрез с конусным посадочным отверстием
Для крепления насадных сборных фрез большого диаметра применяют концевые оправки по рис. 8. Такую оправку базируют на торец (носок) шпинделя посадочным отверстием 2 и скрепляют четырьмя винтами 1, входящими в соответствующие резьбовые отверстия в торце шпинделя (см. рис. 1). Для предохранения винтов от среза служат поводки (шипы) в торце шпинделя, входящие во впадины 3 в оправке. На конус 4 оправки надевают фрезу конусным посадочным отверстием и скрепляют ее с оправкой вкладышем 5 при помощи винта 6.
Крепление насадных сборных фрез, имеющих цилиндрическое посадочное отверстие, производится базированием непосредственно на торец шпинделя и закреплением четырьмя винтами, входящими в соответствующие резьбовые отверстия в торце шпинделя (см. рис. 1).
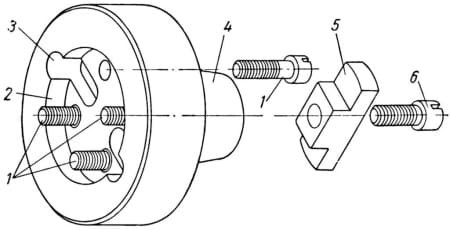
Рис. 8. Концевая оправка для насадных фрез большого диаметра
Закрепление фрез с хвостовиком
Торцовые, концевые и шпоночные фрезы с коническим хвостовиком, размер конуса которого совпадает с размерами конуса гнезда шпинделя, базируют хвостовиком в гнезде шпинделя и скрепляют шомполом. Это самый простой способ закрепления фрезы с хвостовиком как на горизонтально, так Конус Морзе и на вертикально-фрезерном станке. Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, прибегают к переходным втулкам (рис. 9); наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний конус - хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи шомпола.
Концевые, шпоночные и другие фрезы с цилиндрическим хвостовиком закрепляют при помощи цанговых патронов, нормализованных по МН 25-64 для гнезда шпинделя по ГОСТу 836-62 (конусность 7:24) и по МН 26-64 для гнезда шпинделя с конусом Морзе. Цанги нормализованы по МН 27-64.
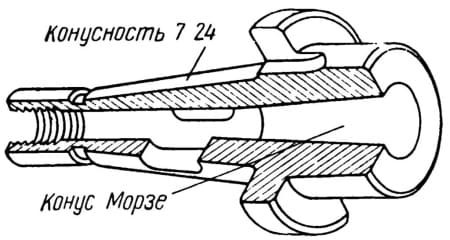
Рис. 9. Переходная втулка
Механизация закрепления фрез
Трудоемкое, особенно при работе на вертикальных консольных и бесконсольных фрезерных станках, ручное закрепление фрезы с помощью шомпола удается в некоторых случаях облегчить. Это имеет важное значение в серийном производстве, когда часто при одной установке детали приходится менять фрезы для разных переходов.
Существует два метода механизации крепления фрез: без шомпола и при помощи шомпола.
Среди ряда предложений по механизации крепления Фрез без шомпола следует упомянуть конструкцию быстродействующего патрона новатора-фрезеровщика Ленинградского Кировского завода Е. Ф. Савича для фрез с коническим хвостовиком. В корпусе 3 этого патрона (рис. 10, а), установленного в шпинделе станка обычным способом, вставляют сменную переходную втулку 4 с закрепленной в ней посредством болта 5 фрезой 1. При установке втулки в корпус патрона (рис. 10, б) ее поводки П проходят через соответствующие отверстия, имеющиеся в гайке 2, навернутой на корпус 3, и входят в пазы, имеющиеся в торце корпуса патрона. Положение гайки 2 относительно корпуса 3 фиксируется винтом 6, рабочий конец которого в этот момент упирается в торцовую стенку канавки К.
Закрепление сменной конусной втулки в корпусе осуществляется вручную или накидным ключом, закладываемым в одно из отверстий. После закрепления гайки 2 она принимает положение, показанное на рис. 10, в. К патрону прилагаются сменные переходные втулки с гнездами, соответствующими конусам Морзе № 2, 3, 4 и 5.
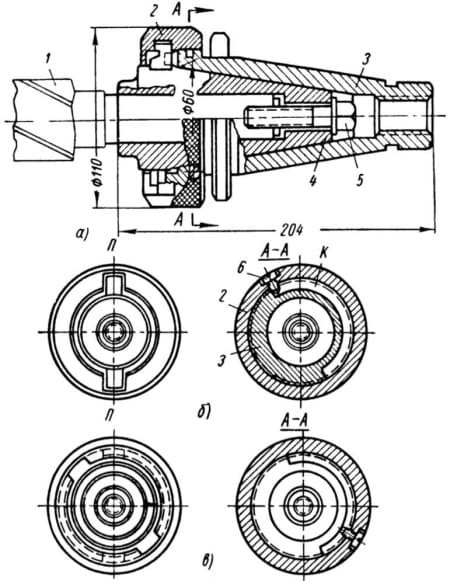
Рис. 10. Быстродействующий патрон для закрепления концевых фрез конструкции новаторов Ленинградского Кировского завода
На рис. 11, а показана конструкция быстросменного патрона, предложенного новатором Электростальского завода тяжелого машиностроения А. К. Сорокиным. Втулку-корпус 5 патрона вставляют в конусное отверстие шпинделя станка и закрепляют шомполом, где он находится постоянно. Фрезу крепят при помощи быстросменной шайбы 1 и гайки 2. На торце втулки 5 имеются два выступа, которые входят в пазы сменной втулки 3, удерживая ее от проворачивания в процессе работы. Фрезу затягивают в сменной втулке 3 винтом 4. При смене инструмента сменную втулку с фрезой вставляют в конусное отверстие втулки 5, шайбу 1 одними выступами вводят в кольцевую канавку втулки 5, а другими - в кольцевую канавку гайки 2 до упора. Вращая гайку 2 накидным ключом, закрепляют фрезу.
Шайба 6 служит опорой для буртика болта 4 при вращении его влево с целью выжимания фрезы из втулки 3. Для этого шайбу вводят выступами в пазы втулки и поворачивают влево до упора.
Оргстанкинпромом разработана конструкция патрона с бесшомпольным креплением фрез с конусами Морзе № 1, 2, 3 и 4. Исполнительные размеры приведены в МН 5553-64.
Представляет интерес конструкция патрона для бесшомпольного крепления фрез, предложенная предприятием Карл Цейс (ГДР) и предприятием Фриц Хеккерт (ГДР), так называемый пружинный замок. На рис. 11, б изображен пружинный замок, который состоит из резьбового фланца 1, который закрепляется на переднем конце шпинделя при помощи четырех винтов подобно сборной фрезе с цилиндрическим посадочным отверстием. На фланце имеется резьба, на которую навертывается гайка 3. Перпендикулярно оси резьбовой части фланца просверлено отверстие. Конусный хвостовик 2 инструмента или оправки имеет цилиндрический участок с перпендикулярно просверленным отверстием. Отверстие имеет коническое уширение, равное примерно 2° от центра к выходу. Через совмещенное отверстие во фланце 1 и шейке хвостовика 2 вставляется пружинящий штифт 4, который затем затягивается гайкой 3 против наименьшего диаметра сквозного отверстия в хвостовике оправки.
Сила прижима гайки 3 на оба конца пружинящего штифта 4 передается по центру на хвостовик 2 оправки, что плотно затягивает его в гнезде шпинделя без качки и биения подобно шомполу.
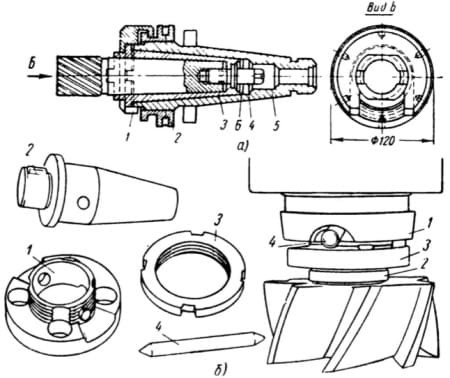
Рис. 11. Быстродействующие патроны для закрепления концевых фрез: а - конструкции А. К. Сорокина; б - при помощи пружинящего замка
На рис. 12 показано сопоставление работы фрезеровщика при креплении фрезы шомполом (слева) и при применении быстросменных патронов. Затраты времени на смену инструмента при приме нении быстросменных патронов можно сократить до 20-25 сек.
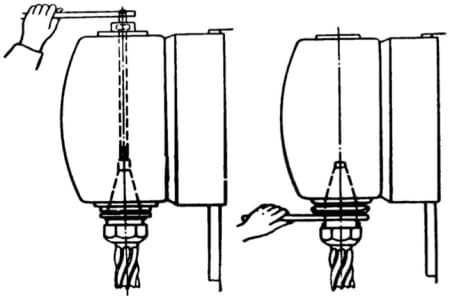
Рис. 12. Сопоставление крепления фрезы при помощи шомпола и при помощи быстродействующего патрона
На рис. 13 изображена конструкция для механизации крепления фрез на вертикально-фрезерном станке 6H12, позволяющая фрезеровщику поворотом рукоятки пневмокрана закреплять и освобождать фрезу. При этом закрепление фрезы производится пружиной с силой Р=900 кг, а освобождение - сжатым воздухом.
Механизм работает следующим образом. В конусный хвостовик 13 фрезы ввернут вместо шомпола переходник 12, который, в свою очередь, ввернут во втулку 11 так, чтобы паз во фланце хвостовика фрезы расположился против шипа 15 на торце шпинделя. Поворотом рукоятки пневмокрана (на рис. 12 не показан) воздух выпускается из цилиндра 2 и освобожденная пружина 1 тягой 10 через втулку 11 затянет хвостовик фрезы в гнездо шпинделя. Чтобы освободить фрезу, рукоятку пневмокрана переводят в положение пуска воздуха, при этом поршень 3 под давлением сжатого воздуха опустится вниз, что сожмет пружину, и движением тяги 10 вниз выведет хвостовик фрезы из гнезда шпинделя.
Механизм устанавливают на верхнем торце шпиндельной бабки станка и пневмоцилиндр 2 вместе с корпусом 8 крепят винтами 9. Стакан 6 накручивают на верхний конец шпинделя станка и контрят двумя винтами 7.
Устройство для автоматической смены инструмента на вертикально-фрезерном станке 6Н13 с программным управлением состоит из механического шомпола с индивидуальным приводом и магазина, в гнезде которого вставляют оправки с инструментом. Шомпол смонтирован внутри шпинделя; магазин установлен на столе станка.
Вращаясь, шомпол затягивает инструмент или освобождает его в конусе шпинделя. Все остальные движения, необходимые для смены инструмента, осуществляются с помощью продольного и поперечного перемещений стола и вертикального перемещения пиноли.
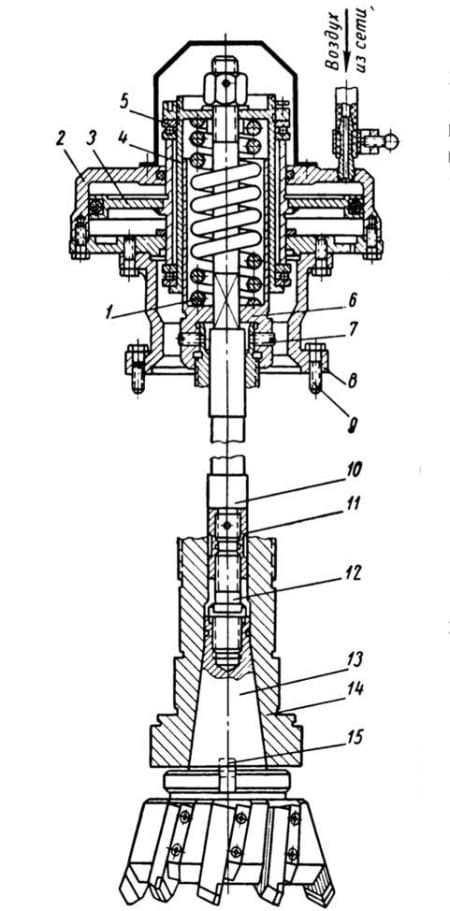
Рис. 13. Механизм для крепления фрез: 1 - пружина; 2 - цилиндр; 3 - поршень; 4 - подвижная втулка; 5 - упорный шарикоподшипник; 6 - стакан; 7 - винт; 8 - корпус; 9 - крепежный винт; 10 - тяга; 11 - втулка; 12 - переходник; 13 - хвостовик фрезы; 14 - шпиндель станка; 15 - шип
Правила работы с правыми и левыми фрезами
При работе фрезами с винтовыми и наклонными зубьями надо обращать особое внимание на соответствие вращения шпинделя направлению подъема канавок.
Для работы на горизонтально-фрезерных станках следует применять цилиндрические фрезы с левым направлением винтовых канавок при правом вращении фрезы или с правым направлением винтовых канавок при левом вращении фрезы.
В таблице на рис. 14 даны четыре возможных случая при работе цилиндрической фрезы с винтовыми зубьями. В тех случаях, когда направление вращения фрезы и направление винтовой линии одинаковы (случаи 2 и 4), возникает осевая сила, которая стремится вытолкнуть оправку из шпинделя. Осевая сила направлена, как показывает стрелка, слева направо на подвесной подшипник (серьгу) хобота, который не рассчитан на эту добавочную силу, что может вызвать Вибрацию станка и, как следствие, - поломку фрезы.
Наоборот, в тех случаях, когда направление винтовой линии является обратным направлению вращения фрезы (случай 1 и 3), возникающая осевая сила вталкивает оправку в шпиндель. Осевая сила (см. стрелку) направлена на передний подшипник шпинделя, который рассчитан на эту добавочную нагрузку.
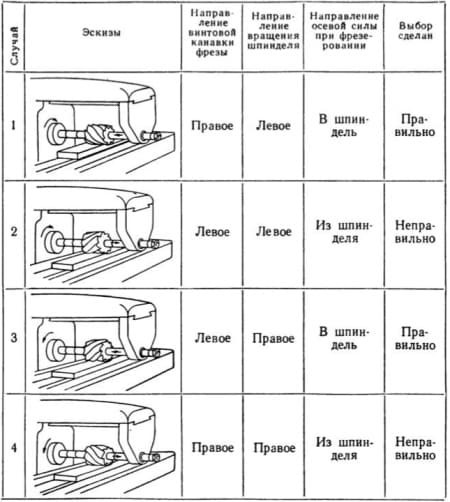
Рис. 14. Правила выбора направления вращения шпинделя при работе цилиндрической фрезы с винтовыми зубьями
При работе спаренными фрезами их следует устанавливать на шпиндель, как было показано на рис. 15.
При работе с торцовыми и концевыми фрезами, устанавливаемыми в гнезде шпинделя вертикально-фрезерного станка, необходимо также соблюдать правила соответствия направления вращения шпинделя направлению наклона зубьев.
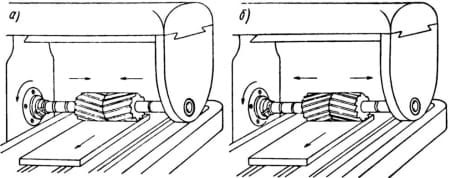
Рис. 15. Установка спаренных цилиндрических фрез
При обработке плоскостей торцовыми и концевыми фрезами на вертикально-фрезерных станках стружку необходимо отводить вниз, для чего следует применять фрезы с левым направлением винтовых канавок при правом вращении фрезы или с правым направлением винтовых канавок при левом вращении фрезы (рис. 16, а и б).
При фрезеровании пазов и уступов, когда необходимо транспортировать стружку наверх, следует применять фрезы с правым направлением винтовых канавок при правом вращении фрезы или с левым направлением винтовых канавок при левом вращении фрезы (рис. 16, в и г). Так как в этом случае фрезерования осевая сила стремится вытолкнуть хвостовик фрезы из гнезда шпинделя, следует сильнее затягивать шомпол для закрепления фрезы.
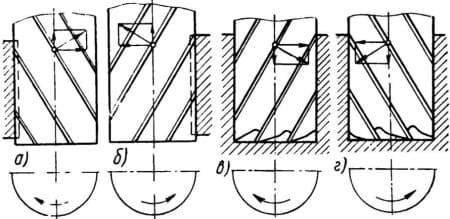
Рис. 16. Направление винтовых канавок при фрезеровании концевыми фрезами: а - винтовые канавки левые, вращение правое; б - винтовые канавки правые, вращение левое; в - винтовые канавки правые, вращение правое; г - винтовые канавки левые, вращение левое
При закреплении тяжелых фрез используют гидравлические или механические приспособления для перемещения тяги. Гидравлическое устройство для закрепления тяги показано на рис. 17. Конический хвостовик оправки 1 и конец тяги 3 снабжены байонетным захватом 2. Фрезу 8 вводят в шпиндель станка и поворачивают так, чтобы сработал байонетный захват. Тяга 3 перемещается вверх пакетом тарельчатых пружин 4, связанных с ней шариковым устройством 5. Пружина 4 обеспечивает при этом силу зажима. Гидроцилиндр 6, воздействуя через шарик 7 на торец тяги, осуществляет разжим.
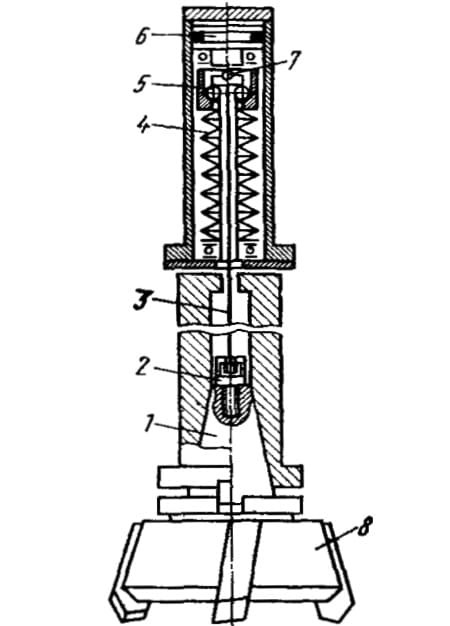
Рис. 17. Гидравлическое приспособление для затяжки тяги
