В металлорежущих станках связь движущихся элементов передач и механизмов бывает довольно сложной, поэтому ее рассмотрение имеет существенное значение. Термином «кинематическая связь» определяется связь движущихся элементов станка между собой. Поскольку такие элементы входят в состав привода для осуществления рабочих движений, то кинематическая связь станка означает структуру его привода. Каждая связь состоит из одной или нескольких механических, электрических, гидравлических и других кинематических цепей, через которые осуществляются требуемые исполнительные движения. Чтобы обеспечить в станке, например, направление режущего инструмента относительно заготовки, необходимо согласовать движения исполнительных органов фрезерного станка, обеспечить связь между исполнительными звеньями станка и связь этих звеньев с источником движения.
Кинематические связи исполнительных звеньев между собой будем называть внутренними кинематическими связями. Если исполнительное движение является простым (рис. 1, а), например вращательным, то внутренняя связь осуществляется одной вращательной парой между исполнительным звеном, участвующим в данном движении (в нашем примере шпинделем 1), и исполнительным звеном, не участвующим в рассматриваемом относительном движении (бабкой 2). Внутренняя кинематическая связь определяет характер исполнительного движения. Скорость последнего такой связью не определяется.
Внешняя кинематическая связь (рис. 1, б) - это связь между подвижным исполнительным звеном (шпинделем 1) и источником движения (электродвигателем 3). Связь осуществляется несколькими звеньями, при помощи органа настройки iv производится кинематическая настройка на заданную скорость исполнительного движения при неизменной скорости электродвитателя. Органами настройки могут быть сменные зубчатые колеса (механизм гитары), сменные шкивы, коробки скоростей и подач. Структурные кинематические схемы станков имеют промежуточные звенья кинематических связей, их будем условно изображать штриховой линией, а органы настройки - ромбом, как это сделано на рис. 1, в.
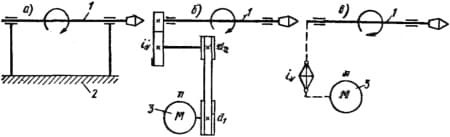
Рис. 1. Кинематические связи при простых исполнительных движениях станка
На рис. 2, а показана внутренняя связь, а на рис. 2, б - структурная схема токарного станка с резьбонарезной цепью. В этом станке сложное исполнительное движение по винтовой линии, состоящее из двух простых движений - вращательного (шпинделя) v и прямолинейного (суппорта) s, осуществляется двумя кинематическими связями, которые настраиваются органом настройки is.
На рис. 2, б показана кинематическая связь для обеспечения более сложных исполнительных формообразующих движений, состоящих из трех простых движений. Резьба на конусе нарезается одним сложным движением, составленным из одного вращательного (шпинделя) и двух прямолинейных (суппорта) - s и sn. Внутренняя кинематическая связь состоит из двух внутренних кинематических цепей. Например, для получения резьбы заданного шага t служит цепь, связывающая простые движения вращательное (шпинделя) v и поступательное (суппорта в продольном направлении) s, настраиваемая органом настройка is. Для получения заданной конусности кинематическая цепь связывает продольное и поперечное перемещения суппорта и настраивается органом настройки in. Внутренняя связь соединена с источником движения одной внешней кинематической связью, настраиваемой органом настройки iv. Обе кинематические связи составляют одну кинематическую группу.
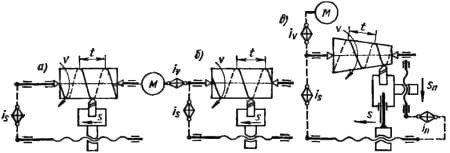
Рис. 2. Кинематические связи при сложных исполнительных движениях станка
Количество кинематических групп, из которых слагается кинематическая структура станка, соответствует количеству относительных движений между заготовкой и режущим инструментом, осуществляющих при обработке процессы врезания, формообразования и деления. Для делительного движения в кинематическую группу вводят отсчетное устройство (звено), которое и соединяют кинематической связью с конечным звеном делительной группы. На рис. 3 показана структурная схема группы деления, где в качестве отсчетного устройства применен делительный диск 1 с фиксатором 2. Кинематическая группа врезания структурно не отличается от группы формообразования. Для осуществления рабочих движений металлорежущий станок должен иметь исполнительные звенья (шпиндель, стол, суппорт и т. п.) и кинематические связи их как между собой, так и с источником движения (электродвигателем).

Рис. 3. Структурная схема деления
В схемах, рассмотренных ранее, исполнительные связи осуществлялись механическими средствами, с помощью различных передач. Станкостроение в России предполагает использование и других средств - гидравлических, электрических, пневматических и т. д.
Гидравлический привод станков широко применяют в современном металлорежущем оборудовании. Этим обеспечивается бесступенчатое регулирование скоростей, автоматическая защита станка от перегрузок и надежная смазка. Гидравлические приводы позволяют получить значительные усилия при сравнительно небольших размерах привода. Гидравлический привод включает в себя насос, контрольно-регулирующую аппаратуру, гидродвигатели. Последние делятся на две группы: вращательные, называемые гидромоторами, и осуществляющие прямолинейное движение - гидроцилиндры. В качестве рабочей жидкости применяют очищенное минеральное масло. Для направления потоков масла в различные участки гидравлической системы служат золотники, имеющие по несколько позиций. Рис. 4, а поясняет устройство золотника 6. Число позиций устанавливается числом квадратов (в данном случае тремя). Стрелки в квадратах показывают направление движения масла. При среднем положении золотника (как на рисунке) никакого движения не будет. Если переместить золотник вправо, то масло от насоса 3 по трубопроводу 8 поступит в левую полость цилиндра 10, а из правой полости по трубопроводу 9 - на слив в бак 1. На рис. 4, б, в средняя часть золотника отсекает трубопроводы 8 и 9. Перемещение золотников в крайние положения осуществляется толкающими соленоидами 7, а в среднее положение - пружинами (рис. 4, а, б). На рис. 4, в показано ручное управление золотником.
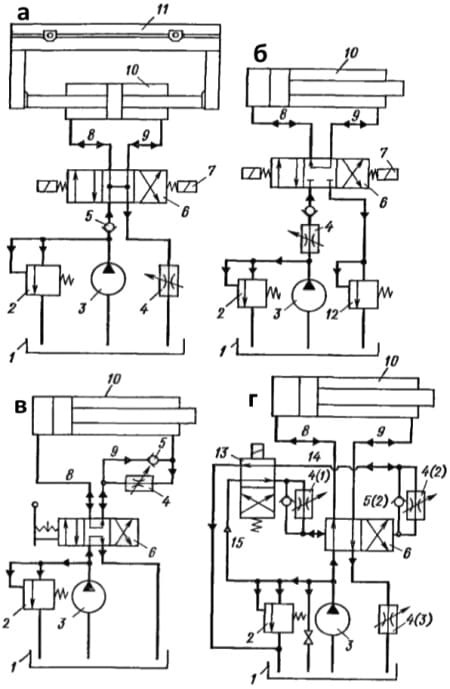
Рис. 4. Гидравлические схемы привода с дроссельным регулированием
Схема двухпозиционного золотника с гидравлическим управлением приведена на рис. 4, г. Золотник 6 перемещается под давлением масла. Для предотвращения удара золотника о крышку корпуса с обеих сторон последнего устанавливают дроссели 4(1) и 4(2) - устройства, изменяющие величину проходного сечения трубопровода. Параллельно дросселям подключены обратные клапаны 5(1) и 5(2), пропускающие масло только в одном направлении. Например, масло, поступающее в золотник 6 со стороны левого торца, проходит в основном через обратный клапан 5(1), так как дроссель 4(1) имеет значительное сопротивление. В результате поршень золотника переместится вправо (как на рисунке). Масло, вытесняемое из-под правого торца, проходит через дроссель 4(2), так как обратный клапан 5(2) в этом направлении масло не пропускает. Поскольку сечение канала резко уменьшается дросселем 4 (2), золотник будет перемещаться медленно и плавно. Циркуляция масла в гидравлической системе в основном открытая; совершив работу, масло поступает на слив. В практике станкостроения в основном применяют две системы циркуляции: с дроссельным регулированием и с объемным регулированием, используя насосы соответственно постоянной и регулируемой подачи. Наибольшее распространение в практике получили приводы прямолинейного движения.
На рис. 4, а показана упрощенная структурная схема гидравлического привода с дроссельным управлением. Она включает насос 3 постоянной подачи, дроссель 4, золотник 6, гидроцилиндр 10, двусторонний шток которого связан со столом 11. Масло, подаваемое насосом, поступает в золотник 6. При перемещении его вправо масло по трубопроводу 8 поступает в левую полость цилиндра, и поршень начинает двигаться вправо. Масло, вытесняемое из правой полости цилиндра, по трубопроводу 9, через дроссель 4 поступает на слив в бак 1. Дроссель пропускает масла на слив меньше, чем его нагнетается в гидросистему насосом; он регулируется на расход масла в зависимости от заданной скорости перемещения поршня (стола).
При левом крайнем положении золотника поток масла за дросселем меняет направление, и поршень движется в обратную сторону. Поскольку площади поршня по обе стороны одинаковы, скорости его движения в том и другом направлениях будут равны.
Разница в количестве масла, подаваемого насосом и пропускаемого через дроссель, может достигать большой величины, поэтому в систему включается переливной (он же предохранительный) клапан 2, через который сливаются в бак излишки масла. Клапан отрегулирован на определенное рабочее давление. Если золотник находится в среднем положении (как на схеме), то поршень цилиндра будет неподвижен, так как площади его с обеих сторон одинаковы. Все масло, подаваемое насосом, через переливной клапан 2 будет сливаться.
Обратный клапан 5, установленный перед золотником в напорной трассе, пропускает масло только в одном направлении, показанном на рисунке стрелкой. Когда насос выключен, этот клапан предохраняет систему от опорожнения и попадания в нее воздуха. Нередко обходятся и без клапана.
Частота вращения насосов в основном 16-20 об/с, современные конструкции насосов имеют 30-40 об/с. Подача насоса составляет 0,3-400 л/мин. Рабочее давление в гидросистеме до 6,5 МПа (65 кгс/см2); имеет место тенденция увеличения до 13 МПа (130 кгс/см2).
В рассмотренной схеме дроссель установлен на отводящем трубопроводе, поэтому система называется системой с дроссельным регулированием на выходе. Часто дроссель 4 ставят на нагнетательной части трубопровода, и система носит название системы с дроссельным регулированием на входе (рис. 4, б). При этом дроссель расположен между насосом 3 и золотником 6. Обычно такую схему применяют в случаях, когда не требуется высокой точности и равномерность подачи, при скорости рабочего органа более 0,016 м/с. Если требования к равномерности подачи стола повышены, то на отводящем трубопроводе устанавливают подпорный клапан 12, который пропускает масло только при небольшом давлении, порядка 0,1-0,2 МПа.
Рассмотренная схема имеет цилиндр, шток поршня которого выходит только в одну сторону. Вследствие неравенства площадей сторон поршня золотник, показанный на рис. 4, а, в среднем положении использовать нельзя, так как он не обеспечит «равновесия» поршня при остановке. В данном случае можно применить стандартный золотник, показанный на рис. 4, б. В среднем положении, такого золотника его трубопроводы 8 и 9 соединяются, вследствие чего поршень можно перемещать вручную.
На рис. 4, в показана схема, характерная для протяжных станков, у которых рабочий ход поршня цилиндра медленный, а обратный - быстрый. Рабочий ход осуществляется подачей масла в левую полость цилиндра. Масло, вытесняемое из правой полости, проходит дроссель 4 и далее, через золотник 6, поступает на слив. При обратном ходе поршня масло подается в правую полость цилиндра. Обратный клапан 12 пропускает основной объем масла, благодаря чему скорость поршня значительно увеличивается.
Принципиальная схема использования гидравлических золотников изображена на рис. 4, г. Золотник 6 управляет работой цилиндра, а золотник 13 - работой золотника 6. При включенном электромагните масло от насоса 3 по трубопроводу 15, пройдя золотник 13 и обратный клапан 4(1), поступает в левую полость золотника 6 и перемещает это вправо (как на рисунке). Вытесняемое из цилиндра масло, пройдя дроссель 4(2), трубопровод 14 и золотник 13, поступает на слив. При показанном положении золотника 6 масло подается в левую полость цилиндра, а из правой полости, через дроссель 4(3) - на слив. Если выключить электромагнит, пружина поставит золотник 13 в другое крайнее положение, в результате чего золотник 6 переместится влево и масло начнет поступать в левую полость цилиндра 9.
