Прогресс в изготовлении формообразующей технологической оснастки (пресс-формы, литейные формы, штампы) в значительной мере связан с ростом производительности механической обработки, обеспечивающей при повышении точности и чистоты также существенное снижение трудозатрат на финишную слесарную обработку (включая подгонку и сборку). Основным конструкционным материалом изделий технологической оснастки является высоколегированная сталь, а преобладающий объем механической обработки представляет собой фрезерование на станках (обрабатывающих центрах) с ЧПУ.
При фрезерной обработке сложных поверхностей в модельных и инструментальных производствах преимущественно используются фрезы из быстрорежущей стали. Характерные для них скорости резания (~10-40 м/мин) для основных типоразмеров фрез обеспечиваются станками, имеющими скорость вращения шпинделя (обороты шпинделя) менее 2000-2500 мин-1 и рабочие подачи до 500 мм/мин.
Фактором, обусловившим возможность повышения производительности фрезерования, стало существенное увеличение скорости резания сталей (на порядок и более) у современного фрезерного инструмента.
Высокие характеристики нового поколения станков (обрабатывающих центров) с ЧПУ (обороты шпинделя, подачи рабочих и свободных перемещений, точность позиционирования) позволяют использовать наряду с высокоскоростной фрезерной обработкой другие качества современного инструмента — обеспечение предельно малого съема материала и соответственно обработку фасонных поверхностей с шероховатостью, исключающей финишную слесарную обработку.
При изготовлении технологической оснастки, отличающемся малой серийностью, заготовки имеют простую форму, определяющую повышенный объем материала, подлежащего фрезерованию. В связи с этим при выборе состава станочного оборудования должны учитываться две принципиально разные операции: черновая обработка с основным съемом материала и чистовая обработка, обеспечивающая заданную точность и качество поверхности, что, в свою очередь, определяет затраты на последующую финишную обработку. На рис. 1 представлен график оценки технических возможностей станков, показывающий зависимость потребной мощности привода шпинделя, а также зависимость располагаемой мощности станков, от оборотов при черновом, получистовом и чистовом фрезеровании.
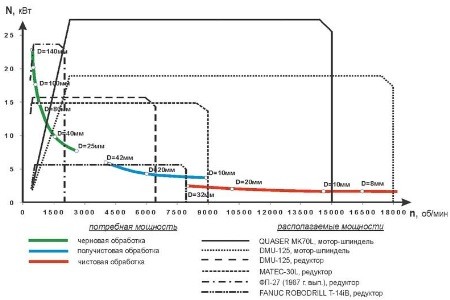
Рис. 1. Потребная мощность фрезерования при максимальной производительности и располагаемые мощности станков
В их числе: станок ФП-27 производства ООО «САВМА» 1987 года, с подачами и оборотами, характерными для станков середины 80-х годов, и современные высокоскоростные станки DMU-125P и QUAZAR производства 2000-2003 годов с повышенными оборотами, подачами и точностями, оснащенные мотором-шпинделем с характерным снижением мощности на малых оборотах. Для станков с редуктором мощность близкая к максимальной сохраняется до ~300 мин-1 (ограниченные провалы ~10-15% в кривой располагаемой мощности не изображены). На кривых потребных мощностей расставлены точки, соответствующие фрезам SANDVIK серий R200 (черновая обработка), R300 (получистовая), со сферической режущей частью для чистовой обработки.
Сопоставление потребных и располагаемых мощностей показывает, что для станков, оснащенных мотором-шпинделем, вследствие снижения мощности при уменьшении оборотов ограничиваются величины диаметров фрез и/или глубина и ширина фрезерования. Для станков с редуктором сохранение располагаемой мощности вплоть до малых оборотов позволяет выполнять производительную черновую обработку фрезами достаточно большого диаметра. Низкие обороты шпинделя станка ФП-27 (до 2000 мин-1) существенно ограничивают эффективное использование фрез малых диаметров даже при черновой обработке. Станки, имеющие объединенный мотор-шпиндель, уступают станкам с редуктором в черновой обработке. При чистовой обработке преимущество имеют 5-координатные станки, позволяющие вести обработку периферией режущей части фрезы при обеспечении высокой чистоты обработанной поверхности. Таким образом, становится очевидной целесообразность эксплуатации ряда взаимодополняющих станков с различными характеристиками и габаритами рабочих зон.
При использовании современного высокоэффективного инструмента необходимо учитывать имеющиеся для него ограничения по глубине резания, которая не превышает 2 - 5 мм. Поэтому при распределении припусков по видам обработки, показанных на рис. 2, черновая выборка осуществляется по слоям, которые должны определяться в управляющих программах, формируемых в технологических системах программирования (САМ-система). Они становятся необходимым третьим элементом комплекса «станок—инструмент—средство программирования обработки», также определяющим его эффективность и окончательную стоимость. Для комплекса станков возможно использование нескольких различных САМ-систем, рациональное сочетание которых может обеспечить максимальную величину критерия «эффективность/стоимость», зависящего как от стоимости, так и от удобства и эффективности применения программных средств.
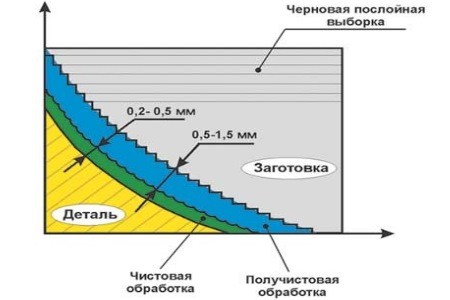
Рис. 2. Диапазоны припусков по виду обработки
Если продолжительность черновой обработки определяется объемом фрезеруемого материала, то для чистовой обработки продолжительность и соответственно затраты по стоимости станочного времени определяются длиной траектории обработки и минутной подачей. В свою очередь, длина траектории зависит от требуемого качества обработки и определяется высотой неровностей между строками траектории фрезы, а также диаметром фрезы, размерами и формой обрабатываемой поверхности.
Чистота фрезерования современным инструментом после закалки позволяет получить на обработанной поверхности величину микронеровностей Ra = 0,4 мкм.
На рис. 3 построена зависимость временных затрат на финишную обработку полуформы и выделена область, определяющая, оптимальное сочетание станочной и слесарной обработки.
Выбор вида обработки определяется факторами, среди которых общее время обработки (на станке возможна круглосуточная работа), наличие или дефицит рабочих высокой квалификации и т.д.
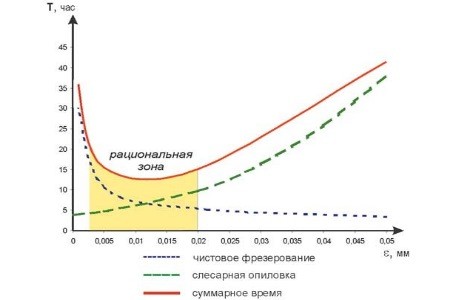
Рис. 3. Зависимость времени обработки от шероховатости поверхности
Рабочие подачи при чистовой обработке составляют 3 - 4 м/мин и более. Для криволинейных поверхностей траектория движения фрезы в известных системах программирования для станков с ЧПУ формируется в виде кусочно-ломаной линии, аппроксимирующей с заданной точностью обрабатываемую поверхность. При обработке в точках излома траектории движение станка нарушается (рис. 4). В частности, при выходе в точку излома (пунктирная кривая) возникает удар, интенсивность которого определяется соотношением жесткости станка и величиной подачи.
С целью его исключения в системе возможно введение торможения (снижения подачи) в окрестности точки излома или специальных скруглений траектории. Длина участков торможения - разгона и кривизна скруглений для данных подач определяются располагаемыми тангенциальным и нормальным ускорениями станка.
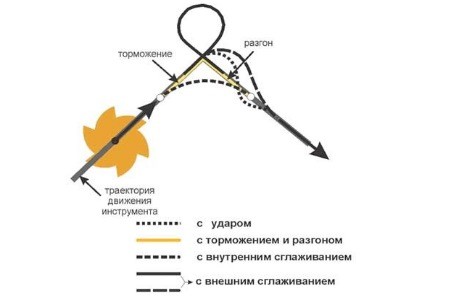
Рис. 4. Варианты обхода угловой точки траектории при фрезеровании
В современные системы управления станков с ЧПУ закладывается возможность движения по траекториям, описываемым сплайнами, в связи с чем основным требованием к эффективной системе программирования высокоскоростной фрезерной обработки становится формирование гладких траекторий обработки деталей — как 2D, так и 3D. Еще одним фактором, влияющим на эффективность обработки, является рациональная стратегия фрезерования, определяющая построение траектории движения инструмента. На ее выбор могут повлиять соотношение габаритных размеров обрабатываемой поверхности, ее кривизна, специальные требования к однонаправленному движению фрезы (попутное или встречное фрезерование) и т.д. В результате формируются требования, предъявляемые к используемой технологической системе программирования обработки, которая должна обладать необходимым набором стратегий движения инструмента.
При построении траекторий, ориентированных на скоростное фрезерование, существенно возрастает нагрузка на систему программирования, поэтому необходимо наряду со станочным оборудованием и инструментом рассматривать и вопрос выбора программного средства или рационального сочетания ряда программных средств.
Известны и другие факторы, определяющие эффективность высокоскоростного фрезерования и непосредственно влияющие на стойкость применяемых фрез. Переход к повышенным скоростям резания обусловливает значительное повышение температуры непосредственно в зоне резания и соответственно снижение усилий резания за счет пластических деформаций разогретого материала обрабатываемой детали. При обработке со скоростями, меньшими рекомендуемых производителем инструмента, условия резания будут нарушены и повышенные нагрузки на режущую часть инструмента приведут к потере его режущих свойств за счет поломки или выкрашивания режущей кромки, налипания (приваривания) материала детали. При соблюдении условий резания стойкость инструмента максимальна. Важнейшим условием установившегося резания является теплоотвод из зоны резания, который обеспечивается отлетающей стружкой в процессе съема инструментом материала заготовки.
Превышение рекомендуемой скорости резания приводит к нагреву фрезы в целом и к потере ее механических свойств вследствие дополнительных пластических деформаций.
Преимущества современных обрабатывающих центров — возможность выполнения управляющих программ предельно большого объема с автоматической сменой инструмента и совмещение в одной программе обработки операций фрезерования, сверления, растачивания, нарезание резьбы и т.д. В сочетании с широкими возможностями пространственной ориентации инструмента и поворота детали они создают перспективы для ускорения обработки, что также должно учитываться при выборе нового технологического оборудования.
Во всех случаях окончательная эффективность высокоскоростной фрезерной обработки определяется целым рядом факторов — это станочное оборудование, высокоэффективный режущий инструмент, функциональное технологическое обеспечение формирования эффективных управляющих программ, квалификация производственно-технологического персонала и рациональная организация производственного процесса.
Шелег Б.К.. Присевок А.Ф., Клавсуть П.Н.
