Для большинства отечественных станков стандартами установлены основные параметры, характеризующие размеры обрабатываемых деталей или геометрические размеры станка. Например, карусельный, круглошлифовальный и зубофрезерный станок имеют основной параметр - наибольший диаметр обрабатываемой детали, поперечно-строгальные и долбежные станки - наибольший ход ползуна, фрезерные станки и обрабатывающие центры с ЧПУ- габаритные размеры стола, параметры зоны обработки и т. д.
Проектирование станков по размерным рядам считается экономически целесообразно. Размерным рядом называют группу однотипных станков, подобных по кинематической схеме, конструкции, внешнему виду, но имеющих разные основные параметры - размеры. Например, ГОСТ 600-72 предусматривает 13 размеров токарно-карусельных станков с основным параметром - наибольшим диаметром устанавливаемого изделия от 0,8 до 12,5 м при неподвижном портале и до 16 м при подвижном портале, ГОСТ 2983-75 для круглошлифовальных станков предусматривает шесть размеров с диаметром устанавливаемого изделия от 0,1 до 0,56 м с поворотной шлифовальной и передней бабками и до 0,8 м с неповоротной шлифовальной и передней бабками, ГОСТ 6852-71 для зубофрезерных станков общего назначения предусматривает 10 размеров с диаметром устанавливаемого изделия от 0,08 до 5 м и т. д.
Конструирование станков размерного ряда предполагает создание оборудования из унифицированных узлов и деталей, одинаковых или подобных. Это облегчает проектирование, изготовление и эксплуатацию станков, удешевляет их производство. Конструктивное подобие моделей и широкая межразмерная унификация дают возможность организовать крупносерийное, а в ряде случаев поточное производство узлов и деталей станков.
Классификация металлообрабатывающих станков
В зависимости от характера выполняемых работ станки делят на группы и типы (рис. 1). Станок, являющийся представителем размерного ряда и имеющий конкретные параметры, характеризует собой типоразмер, который, в свою очередь, может иметь различное конструктивное исполнение. Конструкция станка данного типоразмера, спроектированная для заданных условий обработки, носит название модели.

Рис. 1. Классификация металлорежущих станков
Такая классификация металлообрабатывающих станков позволяет присваивать каждому станку серийного производства шифр (индекс) - условное обозначение типа и модели, состоящее из трех-четырех цифр. Первая цифра указывает группу, вторая тип, третья и четвертая характеризуют один из важнейших размеров станка или обрабатываемой детали. При модернизации станка в его индекс вводят букву между первой и второй цифрами. Например, шифр 2150 обозначает вертикально-сверлильный станок с наибольшим диаметром сверления 50 мм деталей из стали. После модернизации станку присвоен индекс 2A150, который отличает его новую модель от предыдущей. Модификацию базовой модели обозначают какой-либо буквой в конце шифра. Например, 6Н12 - индекс вертикально-фрезерного станка, 6H12K - копировально-фрезерного, 6Н12Ф - станка с программным управлением, созданного на базе станка предыдущей модели. Шифр специальных и специализированных станков образуется добавлением к шифру завода порядкового номера модели. Например, Е3-9 - шифр специального станка для нарезания зубчатых реек, выпускаемого ранее егорьевским, станкостроительным заводом «Комсомолец».
По степени универсальности различают станки универсальные, специализированные и специальные. Первые предназначены для обработки деталей, сходных по конфигурации, но имеющих различные размеры, например зубообрабатывающие или резьбонарезные станки. На специальных станках обрабатывают детали одного типоразмера.
По своему устройству станки делятся на автоматы и полуавтоматы. Станок автомат, или автоматический станок - это оборудование в котором все рабочие и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, механизированы. Полуавтомат называют автоматический станок, в котором часть движения не механизирована. В большинстве случаев это движения при которых производится установка и крепление детали на станке и последующее их снятие.
По степени точности различают станки пяти классов: нормальной Н, повышенной П, высокой В, особо высокой А точности и особо точные С (мастер-станки). Соотношение между величинами допусков при переходе от класса к классу выражается знаменателем ряда 1,6.
Крупногабаритные станки, имеющие большую массу (более 10 т), относят к группе тяжелых станков. В отдельных случаях в основу классификации кладут такие признаки, как число одновременно работающих инструментов, расположение оси шпинделя в пространстве и т. д.
В зависимости от целевого назначения, выполнения необходимых технологических операций и используемого режущего инструмента все станки для обработки деталей разделяются на основные группы. Классификация станков по технологическому признаку приведена на рис. 1. Станки с ЧПУ подчиняются этой же классификации и в настоящее время числовое управление охватывает большинство групп станков.
Станки наиболее распространенных технологических групп образуют ряды, в которых за каждым станком закреплен вполне определенный диапазон размеров обрабатываемых деталей. Например, в группе токарных станков возможности станка характеризуются цилиндрическим рабочим пространством диаметром Dmax (рис. 2, а), а для станка расточной группы - прямоугольным рабочим пространством размерами а, в, с (рис. 2, б).
Рис. 2. Рабочее пространство станков токарной группы (а) и расточно-фрезерной (б)
Для характеристики движений каждого станка, а также разрабатывая технологический процесс и управляющие программы необходимо иметь представление об обозначении координатных перемещений в станках. Для всех станков с ЧПУ применяют единую систему обозначений координат, рекомендованную ИСО (International Organization for Standardization) 841-74, которой соответствует ГОСТ 23597-79.
Координатами обозначаются:
- положение оси вращения шпинделя - на станках с вращающимся инструментом, или оси вращения заготовки - на станках с вращением заготовки (направление вращения инструмента или заготовки в главном движении координатой не обозначается);
- движение подачи инструмента или заготовки - прямолинейное или круговое.
Все прямолинейные перемещения рассматриваются правой прямоугольной декартовой системе координат, обозначаемой X, Y, Z. Ось Z - параллельна оси главного шпинделя станка, ось X - горизонтальна и параллельна опорной поверхности инструмента, ось Y - перпендикулярна обеим осям Х и Z.
Обозначение координат для наиболее характерных станков показано на рис. 3. Если в станке есть перемещения, параллельные основным координатным осям, то такие перемещения (оси) называются вторичными и обозначаются символами U (параллельно X), V (параллельно Y), W (параллельно Z); перемещения по третичным осям обозначаются соответственно P, Q, R.
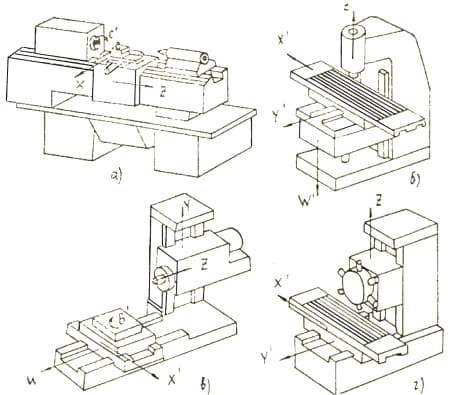
Рис. 3. Обозначение координат наиболее характерных станков: а - токарных; б - фрезерных; в - горизонтально-расточных; г - вертикально-фрезерно-расточных
В зависимости от целевого назначения станка для обработки тех или иных деталей или их поверхностей, выполнения соответствующих технологических операций и режущего инструмента, станки разделяют на следующие основные группы токарные, сверлильные и расточные, фрезерные, шлифовальные. Условная классификация станков по технологическому признаку приведена на рис. 1. Широкое распространение получили станки, на которых выполняются различные операции в результате автоматической смены режущих инструментов. Подобные станки имеют название многооперационные станки с ЧПУ или обрабатывающие центры. В обозначении конкретных моделей станков первая цифра указывает на группу станка (например, токарные 1), а вторая - на тип (например, токарно-карусельные станки имеют в обозначении цифру 15), а последние цифры характеризуют размер рабочего пространства, т. е. предельно допустимые размеры обработки. Универсальные станки, иначе называемые станками общего назначения, предназначены для изготовления широкой номенклатуры деталей, обрабатываемых небольшими партиями в условиях мелкосерийного и серийного производства.
Универсальные станки с ручным управлением требуют от оператора подготовки и частичной или полной реализации программы, а также выполнения функции манипулирования (смена заготовки и инструмента), контроль и изменение. Универсальные станки с числовым управлением требуют от оператора лишь отдельных функций манипулирования и контроля. При этом становится возможным обслуживание одним оператором нескольких станков, так называемое многостаночное обслуживание.
Гибкие производственные модули (ГПМ) представляют собой автоматизированную универсальную технологическую ячейку, основой которой является станок с полным набором манипуляторов, контрольных и измерительных устройств.
Специализированные станки предназначены для обработки заготовок сравнительно узкой номенклатуры. Примером могут служить токарные станки для обработки коленчатых валов или шлифовальные станки для обработки колец шарикоподшипников. Специализированные станки имеют высокую степень автоматизации, и их используют в крупносерийном производстве при больших партиях, требующих редкой переналадки.
Специальные станки используют для производительной обработки одной или нескольких почти одинаковых деталей в условиях крупносерийного и особенно массового производства. Специальные станки, как правило, имеют высокую степень автоматизации.
Автоматическую линию образуют из набора станков-автоматов, расположенных последовательно в соответствии с ходом технологического процесса и связанных общим транспортом и общим управлением. Переналаживаемая автоматическая линия может в режиме автоматической переналадки переходить от обработки одной детали к обработке другой похожей на нее детали. Общее число разных деталей при этом ограничено несколькими штуками.
Станки наиболее распространенных технологических групп образуют размерные ряды, в которых за каждым станком закреплен вполне определенный диапазон размеров обрабатываемых деталей. Например, в группе токарных станков возможности станка характеризуются цилиндрическим рабочим пространством (рис. 2, а), а для многооперационных станков - прямоугольным рабочим пространством (рис. 2, б). По основному размеру рабочего пространства, максимальному диаметру для токарных станков, ширине стола для фрезерных и многооперационных станков устанавливают ряд стандартных значений, обычно в геометрической прогрессии с некоторым знаменателем φ. Так, для станков токарной группы принят φ=1,25 и стандартный ряд наибольших диаметров обработки 250, 320, 400, 630, 800, 1000, 1250, 1600, 2000, 2500, 3200, 4000 мм. В зависимости от массы станка, которая связана с размерами обрабатываемых деталей и его типом, принято разделять станки на легкие (до 1 т), средние (1-10 т), и тяжелые (более 10 т). Особо тяжелые станки с массой более 10 т называют уникальными. Станки также условно разделяют на классы точности - нормальной, повышенной, высокой, особо высокой и особо точные станки. Класс точности обозначают соответственно буквами Н, П, В, А, С. Таким образом, обозначение токарно-винторезного станка модели 16К20П следует расшифровать так: токарно-винторезный станок (первые две цифры) с высотой центров (половина наибольшего диаметра обработки) 200 мм, повышенной точности (П) и очередной модификации (К). При обозначении станков с числовым программным управлением (ЧПУ) добавляют еще буквы и цифры, например, 16К20ПФЗ (ФЗ - числовое управление тремя координатными движениями).
