Большое многообразие профильных пазов можно встретить в деталях общего машиностроительного применения. Наиболее часто применяются в деталях пазы Т-образные, типа «ласточкин хвост» и угловые (рис. 1). Если возникнет интерес, то можете изучить фрезерование пазов типа ласточкин хвост или обработка т-образных пазов на фрезерном станке.
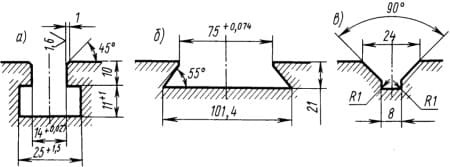
Рис. 1. Типы профильных пазов: а - Т-образный; б - типа «ласточкин хвост»; в - угловой
Т-образные пазы, широко используемые в столах сверлильно- фрезерно-расточных станков, в основном служат для крепления приспособлений или непосредственно детали. Если паз одновременно служит для ориентации приспособления относительно узлов станка, то паз выполняют калиброванным. Т-образные пазы также широко применяются в плитах-спутниках и в технологической оснастке. Т-образные пазы в зависимости от требований к размеру прорези могут обрабатываться за три или четыре перехода. Схема обработки Т-образного паза за четыре перехода показана на рис. 2.
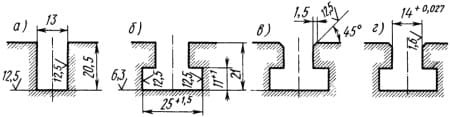
Рис. 2. Последовательность обработки Т-образного паза: а - фрезерование прямоугольного паза; б - фрезерование Т-образного паза; в - снятие фасок; г - чистовая обработка паза
Паз типа «ласточкин хвост», используемый, как правило, в качестве направляющих различных узлов станков или технологической оснастки, обрабатывают за два перехода: сначала изготовляют прямоугольный паз, а затем (специальной фрезой) - «ласточкин хвост» (рис. 3).
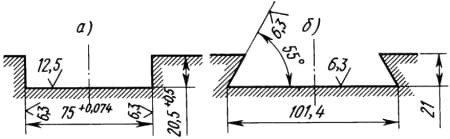
Рис. 3. Последовательность обработки паза типа «ласточкин хвост»: а - фрезерование прямоугольного паза; б - фрезерование скосов под углом 55°
Угловые пазы, широко применяемые в направляющих различных узлов станков и в установочных призмах, обрабатывают, как правило, за два перехода (рис. 4).
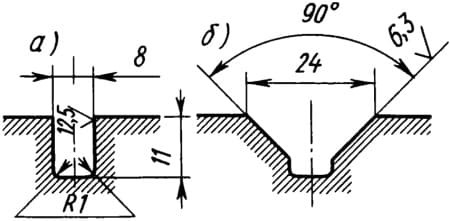
Рис. 4. Последовательность обработки углового паза: а - фрезерование прямоугольного паза; б - фрезерование углового паза
В качестве примера рассмотрим технологический процесс обработки детали (рис. 5), имеющей следующие профильные пазы: два Т-образных, один угловой и один типа «ласточкин хвост». Операции этого техпроцесса и их последовательность приведены ниже.
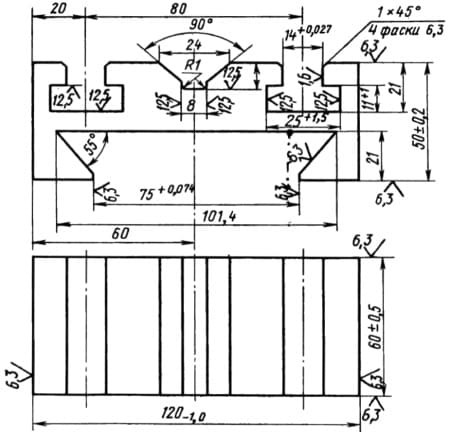
Рис. 5. Деталь с профильными пазами
Последовательность операций при фрезеровании профильных пазов
Фрезерование поочередно четырех граней бруска. Заготовку зажимают в тисках по длинной грани, выверяют по верхней плоскости и снимают припуск 2 мм. Затем заготовку поворачивают на 90° (обработанной гранью к неподвижной губке тисков). Снова выставляют, зажимают и снимают припуск 2 мм со второй грани. После второго перехода заготовку снова поворачивают на 90° (обработанной гранью к неподвижной губке тисков); второй обработанной гранью прижимают к мерной плитке и зажимают. Предварительно снимают припуск 1,5 мм, затем полученный размер заготовки замеряют, сравнивают с чертежным размером, определяют оставшийся припуск, который снимают вторым ходом фрезы. Заготовку снова поворачивают на 90° и аналогичным образом обрабатывают четвертую последнюю грань детали.
Обработку производят используя вертикально-фрезерные станки торцовой фрезой, оснащенной пластинами из твердого сплава Т15К6, (Ø160 мм, z=10). Режимы обработки: Sz=0,15 мм/зуб; v=110 м/мин.
Фрезерование двух торцов также производят в тисках; припуск на каждую сторону по 4 мм.
Обработка двух Т-образных пазов используя универсальные горизонтально-фрезерные станки происходит следующим образом. Заготовку зажимают (по длинной грани) в тисках, предварительно прижав ее к мерной подставке. В шпиндель фрезерной головки устанавливают дисковую трехстороннюю быстрорежущую фрезу (диаметр 100 мм, ширина 14 мм, z=20). Заготовку (ближним к фрезе торцом) подводят до касания с фрезой и лимб поперечной подачи устанавливают на ноль. Опустив стол станка (с таким расчетом, чтобы фреза вышла за пределы заготовки), поперечной подачей стола смещают заготовку в сторону фрезы на расстояние l = 20 мм + 7 мм = 27 мм, где 7 мм - половина ширины фрезы, 20 мм - расстояние центра фрезы до ближайшего паза.
После этого фрезу (периферийной частью) доводят до касания с гранью заготовки, отводят фрезу за пределы заготовки и вертикальной подачей (по лимбу) поднимают стол на 20,5 мм. Продольной подачей стола производят обработку первого Т-образного паза. Второй паз обрабатывают, предварительно передвинув заготовку на 80 мм - величину расстояния между центрами пазов. Режим обработки: Sz=0,08 мм/зуб; v=22 м/мин.
Первый переход обработки, состоящий из прорезки паза 8x11 мм, производят трехсторонней фрезой Ø100 мм. Режим обработки: Sz=0,08 мм/зуб; v= 22 м/мин.
Угловые канавки (согласно чертежу) обрабатывают симметричной двухугловой фрезой (угол при вершине 90°, размеры 75х30х27 мм, материал - быстрорежущая сталь Р6М5). Установив фрезу (приблизительно по центру паза) у одного из торцов заготовки, делают небольшое предварительное врезание, чтобы проверить симметричность установки фрезы относительно паза (рис. 6). По отпечатку фрезы замеряют размеры α1 и α2 и по лимбу корректируют положение фрезы в поперечном направлении на величину ∆=(α2-α1)/2.
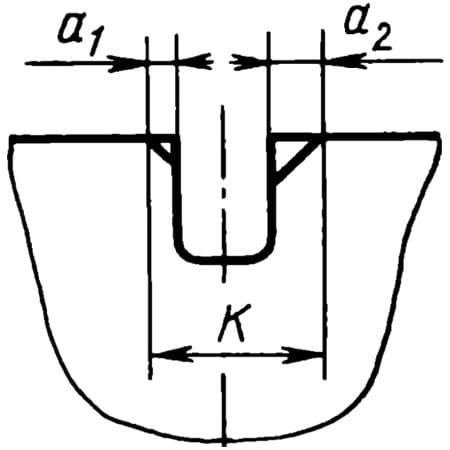
Рис. 6. Метод установки угловой фрезы
При предварительном врезании необходимо, чтобы центр фрезы был над деталью. Тогда, замерив на торце заготовки размер K, рассчитывают вертикальную подачу заготовки ∆1=(24-K)/2. Режим обработки: Sz=0,07 мм/зуб; v=20 м/мин.
Обработка паза типа «ласточкин хвост». Полную обработку производят за два перехода. Установка заготовки аналогична установке при обработке в предыдущих случаях. На первом переходе за два хода твердосплавной концевой фрезой Ø50 мм обрабатывают паз 75x20,5 мм, а на втором переходе (специальной фрезой 101,4 мм) - профильный паз. Режим резания: Sz=0,06 мм/зуб; v=80 м/мин (для концевой фрезы); Sz=0,05 мм/зуб; v=20 м/мин (для специальной фрезы).
Обработку широкой части Т-образного паза также производят на вертикально-фрезерном станке. Инструмент - фреза Ø25 мм с напаянными твердосплавными пластинами. Установку фрезы по центру паза производят аналогично установке при обработке углового паза. Режим обработки: Sz=0,06 мм/зуб; v=80 м/мин.
При фрезеровании на выходе фрезы всегда образуются заусенцы, которыми легко поранить руки. Поэтому на обработанной детали снимают заусенцы и притупляют острые кромки.
