Звенья, несущие заготовку и инструмент, называют рабочими или вспомогательными. Рабочие процессы станка предполагают совершение ими согласованных движений, называемыми также рабочими или исполнительными. По назначению исполнительные движения разделяют на формообразующие, установочные и делительные. Установочные движения необходимы для того, чтобы привести инструмент и заготовку в положение, обеспечивающее снятие припуска и получение заданного размера. Установочное движение, при котором происходит резание, называют движением врезания (см., например, рис. 1, а), а движение, при котором резания не происходит, называют наладочным движением. Примером наладочного движения может служить перемещение стола координатно-сверлильного станка с заготовкой после обработки одного отверстия в новое положение (на новую координату) для того, чтобы выполнить дальнейшее сверление отверстий в этой заготовке.
Делительное движение осуществляется для поворота установленной на станке заготовки на заданный угол. Предназначенные для этого механизмы представляют собой универсальные фрезерные делительные головки, либо часть конструкции станка или приспособления. Деление может быть прерывным и непрерывным. В первом случае (рис. 1, б) оно совершается периодически. Заготовка поворачивается вокруг своей оси после окончания обработки очередной впадины. Во втором случае делительное движение продолжается в течение времени, которое необходимо для перемещения инструмента по заготовке (рис. 1, в). Данный метод применяют при обработке зубчатых колес, шлицевых валов и т. п. деталей. Метод обеспечивает высокую точность, а непрерывность процесса - высокую производительность фрезерных станков.
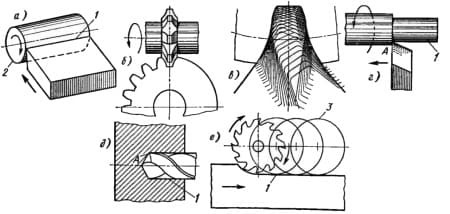
Рис. 1. Основные движения в металлорежущих станках
Рабочие движения инструмента и заготовки в процессе резания принято делить на главное движение и движение подачи. Главным называют движение, которое обеспечивает отделение стружки от заготовки поддерживая определенную скоростью резания. Движением подачи называют такое движение, которое позволяет подвести под кромку инструмента новые участки заготовки и тем обеспечить снятие стружки со всей обрабатываемой поверхности. Указанные рабочие движения могут быть вращательными и прямолинейными; их могут совершать как заготовка, так и инструмент. Например, в токарных станках главное движение (вращательное) совершает заготовка, движение подачи (прямолинейное) - инструмент (резец). Портальные фрезерные станки с ЧПУ с подвижным столом наоборот, главное (вращательное) движение получает инструмент (фреза), а движение подачи (прямолинейное) - заготовка (стол).
Рабочие движения являются формообразующими движениями. Если для формообразования требуется одно движение, то оно будет главным (например, вращение заготовки, рис. 1, а). При необходимости двух формообразующих движений одно будет главным, а другое - движением подачи (рис. 1, б, г, д, е). Если формообразующих движений больше двух, то одно из них будет главным, а остальные - движениями подачи.
Кроме рабочих движений для обработки деталей на станках необходимы вспомогательные движения, которые в процессе резания не участвуют. К их числу относятся такие движения как, установка и крепление детали на станке, подвод и отвод инструмента, включение и выключение приводов, автоматическая смена инструмента, транспортирование заготовок, активный контроль размеров, реверсирование и др.
Классификация движений в станках
Все движения в станках, в том числе и формообразующие, называются исполнительными. По целевому признаку их можно разделить на движения: формообразования Ф, установочные Уст, деления Д, управления Упр, вспомогательные Всп.
Установочными называют движения заготовки и инструмента, необходимые для перемещения их в такое относительное положение, при котором с помощью формообразующих движений происходит образование поверхностей требуемого размера. Примером установочного движения является поперечное движение Уст (П) резца для установления его в положение, позволяющее получить круговой цилиндр требуемого диаметра d (рис. 2, а). Иногда установочное движение, при котором отсутствует резание, называют наладочным.
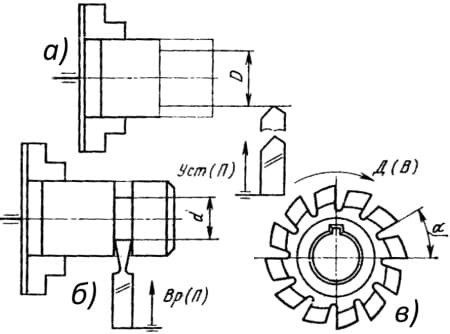
Рис. 2. Исполнительные движения в станках: а - установочное; б - врезания; в - деления
Если при установочном движении происходит резание материала, то такое движение называют движением врезания (обозначается Вр). Например, поперечное перемещение резца для образования канавки требуемого диаметра d (рис. 2, б) будет движением врезания Вр (П). Иногда движение врезания по своей структуре может совпадать с движением формообразования или осуществляться одновременно с ним.
Делительными называют движения, необходимые для обеспечения равномерного расположения на заготовке одинаковых образуемых поверхностей. Например, при нарезании двухзаходной резьбы фасонным резцом после нарезания одной винтовой канавки требуется повернуть заготовку на 180° для нарезания второй винтовой канавки. Поворот заготовки на 180° и будет делительным движением. Движением деления будет также движение Д (В) поворота дисковой фрезы на угол α при затыловании ее зубьев (рис. 2, в).
Делительные движения могут быть периодическими или непрерывными, что зависит в основном от конструкции режущего инструмента. Непрерывные делительные движения по своей структуре совпадают с одним из формообразующих движений, которое выполняет одновременно процессы формообразования и деления.
К вспомогательным движениям относятся движения, обеспечивающие установку, зажим, освобождение, транспортирование, быстрое перемещение заготовки и режущего инструмента в зону резания, охлаждение, смазывание, удаление стружки, правку инструмента и т. п.
К движениям управления относят те, которые совершают органы управления, регулирования и координирования всех других исполнительных движений станка. К таким органам относятся муфты, реверсирующие устройства, кулачки, ограничители хода и др.
Определяющую роль в формировании кинематической структуры станка играют движения формообразования, установочные (врезания) и деления.
Любое исполнительное движение в станке можно охарактеризовать пятью пространственными параметрами: траекторией, скоростью, направлением, путем и исходной точкой. Наиболее важными параметрами любого движения являются траектория и скорость.
В зависимости от характера исполнительного движения, формы его траектории, схемы резания, вида и конструкции режущего инструмента движение теоретически можно настраивать по двум, трем, четырем или пяти параметрам. Наибольшее число параметров настройки может потребоваться лишь сложному движению с незамкнутой траекторией. По четырем параметрам (за исключением настройки на траекторию) осуществляется настройка простого движения с незамкнутой траекторией, по трем параметрам (на траекторию, скорость и направление) сложное движение с замкнутой траекторией.
