На рис. 1 показана система стружкоудаления в виде скребкового транспортера, монтируемого внутри станины с выводом стружки с боковой стороны. Скребковый транспортер 3 с приводом от электродвигателя через редуктор 2 размещается в корыте 4. Угол наклона корыта с транспортером по отношению к основанию станка составляет около 20°. Из зоны резания стружка попадает на желоб 5, по которому далее она скребками перемещается вверх, где попадает в сборник-контейнер 1. При движении стружка освобождается от СОЖ, которая стекает в резервуар 6. Сборник 1 может быть подвижным для осуществления промежуточной транспортировки.
Рис. 1. Схема скребкового транспортера для удаления стружки
Одним из распространенных способов автоматизированного индивидуального удаления стружки из зоны резания является применение вытяжных устройств, называемых также промышленными пылесосами. При этом зона резания ограждается упругими щитками и из нее через отводящий патрубок и трубопровод вытяжным устройством удаляемая стружка и эмульсия направляются в циклон, где разделяются указанные компоненты. Такой способ может быть эффективен на фрезерных операциях, где стружкообразование происходит наиболее интенсивно, а стружка - многоэлементная. В качестве вытяжного устройства может использоваться вентилятор или эжектор. В первом случае, получившем наибольшее распространение, вентилятор мощностью 5-7 кВт создает достаточный воздушный напор, а устройство в целом обладает высоким КПД.
При обработке в цехе деталей из одноименных материалов, и особенно из чугуна, применяют общую вентиляционную систему удаления стружки и пыли. В более простых случаях отвода стружки с поверхностей плоских деталей в качестве вытяжного устройства используется эжектор, схема которого приведена на рис. 2. Через дроссель-диффузор 1 под давлением 0,4-0,6 МПа сжатый воздух подается в камеру 2, связанную патрубком 3 со стружкоприемником. Из камеры 2 воздух с втянутой стружкой поступает по трубопроводу 4 в циклон 5. Основные достоинства такого устройства - предельная простота конструкции, малые габариты, а недостаток - низкая экономичность.
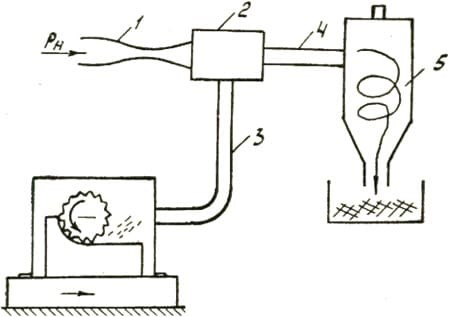
Рис. 2. Схема эжекторного вытяжного устройства
Преимущество отсасывания стружки сжатым воздухом по сравнению с использованием вентилятора заключается в том, что достигаются значительно большие скорости потока воздуха при сравнительно небольших диаметрах трубопроводов. В связи с этим поток способен захватывать не только пыль, стружку, но и кусочную фракцию металла. Кроме того, обеспечивается отсос из труднодоступных мест за счет применения трубок малого диаметра.
Эффект отсасывания сжатым воздухом иногда увеличивают, применяя одновременно с отсосом обдув стружки сжатым воздухом, который производит взрыхление массы стружки напором струи воздуха, что облегчает захватывание ее воздушным потоком.
Гораздо сложнее организовать автоматизированный отвод стружки при обработке сложных корпусных деталей, особенно при расточных операциях. Здесь используются такие приемы, как обдув зоны обработки сжатым воздухом или смывание стружки с детали и стола станка струями СОЖ, или масла, применение защитных щитков с наклоном верхних плоскостей, установка в самой нижней части станка корыт со шнековым или иным транспортерами, подающими собранную стружку в приемники. СОЖ при этом собирается специальными сборными элементами и возвращается в устройство очистки и подачи на станок. Схема устройства для гидротранспортирования металлической стружки, используемая, в основном, при обработке алюминиевых сплавов и сталей приведена на рис. 3. Ее особенность - автономность участков гидротранспортеров, т. е. каждый из них имеет свою насосную станцию, устройства разделения стружки и жидкости. Длина трасс транспортирования может достигнуть 20-40 м, в насосной станции имеется до трех насосов производительностью до 3000 л/мин каждый, напор - 0,35 МПа.
Рис. 3. Схема гидротранспортера стружки
Проблема автоматизации сбора и отвода стружки тесно связана с решением задачи обеспечения надежного стружкодробления при резании. При резании с образованием сливной стружки автоматизация отвода стружки становится практически неразрешимой. Введение стружкоразмалывания в транспортере малоэффективно, т. к. основная масса стружки не доходит до конечного устройства, застревая и собираясь в детали на различных выступающих элементах конструкции станка, или не проваливается через решетку лотка транспортера. Кроме того, такая стружка наиболее опасна с точки зрения техники безопасности и охраны труда. Часто рекомендуемые для стружкодробления конструктивные элементы могут в некоторых частных случаях обработки давать хорошие результаты, однако не являются универсальными для разных режимов и обрабатываемых материалов и поэтому практически не нашли широкого применения. Наиболее распространен способ стружкодробления за счет изменения от устройства ЧПУ в процессе обработки режимов резания, например, прерывание подачи через 2-3 оборота инструмента (детали), однако и он не может быть исчерпывающим решением, т. к. недопустим при чистовых операциях.
При наиболее интенсивном использовании станков с ЧПУ особенно если это гибкие производственные системы, должна решаться и задача автоматического удаления стружки из приемников. Сложность здесь заключается в том, что коэффициент заполнения объема у стружки чрезвычайно мал, и поэтому нерационально транспортировать стружку от станка в самом накопителе, т. к. последний имеет, как правило, значительную емкость, а самого материала стружки в нем очень мало. Для упрощения транспортировки и дальнейшего использования стружка должна проходить брикетирование, причем в автоматическом режиме, в специальных устройствах, после которых полученные брикеты транспортерами или иным способом подаются в зависимости от марки обрабатываемого материала в места сбора, откуда поступают на дальнейшую переработку. На рис. 4 показана схема части цеховой комплексной автоматизированной системы стружкоудаления при различных типах обрабатываемых материалов. Стружка при резании металла от станков попадает на линейные конвейеры 1, которые транспортируют ее вместе с СОЖ до магистрального конвейера 13 в промежуточный бункер 3. Стружкоуборочный конвейер имеет небольшой уклон, а перед бункером делается подъем. Перед участком подъема в конвейере выполнено окно, через которое СОЖ сливается в емкость 2. По программе выдается команда на открытие определенной заслонки в распределительном конвейере 5 и на открытие соответствующего бункера 6, в котором идет накопление стружки, транспортируемой в данный момент и очищенной в устройстве 4. После заполнения бункера он открывается и собранная в нем стружка транспортером 7 направляется к элеватору 8 и далее на распределительный конвейер 9. С этого конвейера стружка выгружается на один из свободных брикетировочных прессов 10. После прессования стружка уже в виде брикетов 11 накапливается в таре 12, которую далее транспортируют цеховыми подъемно-транспортными средствами к месту складирования.
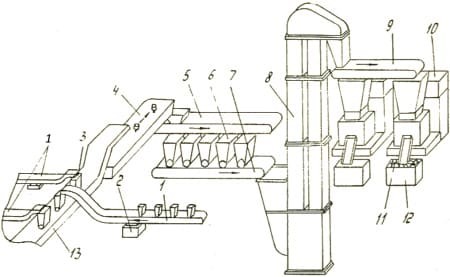
Рис. 4. Схема комплексной автоматизированной системы стружкоудаления
