Револьверные головки и поворотные резцедержатели обеспечивают быструю смену инструментов (время смены 1-3 с), отличаются простотой конструкции и возможностью унификации и агрегатно-модульного построения. Однако число инструментов в этих устройствах ограничено (до 6-12 шт.), так как с увеличением числа позиций возрастают габаритные размеры, снижается жесткость конструкции и уменьшается рабочая зона станка.
Для повышения жесткости шпинделя и увеличения его хода используют револьверные головки для размещения в них набора унифицированных сменных инструментальных оправок. Такая револьверная головка представляет собой инструментальный магазин, непосредственно расположенный на шпиндельной бабке.
Конструкция револьверной головки со сменными инструментальными оправками и наклонной осью вращения показана на рис. 1. В рабочей позиции шпиндель 6 станка и инструментальная оправка 2 устанавливаются соосно, что позволяет шпинделю при его движении вниз (вместе со шпиндельной бабкой) захватить инструмент, обеспечив беззазорную посадку конической оправки в отверстии шпинделя. При дальнейшем выдвижении шпинделя осуществляется фиксация установленной инструментальной оправки с помощью торцовых шпонок 1, входящих в пазы на фланце оправки. Инструментальную оправку зажимают тарельчатые пружины 7, которые выдвигают вверх штангу 8 вместе со втулкой 4 и шариками, захватывающими выступы стержня 3 на хвостовике оправки. Для фиксации инструментальной оправки шпиндель должен быть предварительно установлен в определенное угловое положение гидроцилиндром 9, шток которого посредством пальца, входящего в винтовой паз на втулке 10, поворачивает приводной вал с шестерней 5. Контроль правильности позиционирования шпинделя осуществляет бесконтактный датчик положения 11.
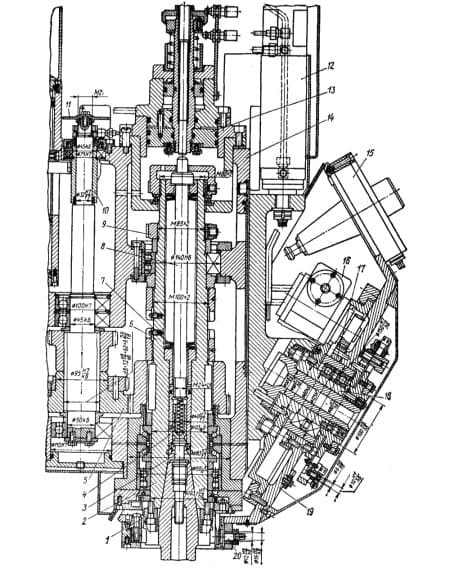
Рис. 1. Механизм автоматической смены инструментов для вертикально-фрезерного станка с ЧПУ
После завершения операции обработки детали шпиндельная каретка 14 цилиндром 12 поднимается вверх, освобождая оправку с инструментом. Одновременно осуществляется разжим инструментальной оправки гидроцилиндром 13, шток которого нажимает на штангу 8 и, преодолевая усилие пружин 7, опускает втулку 4 до тех пор, пока шарики не закатятся в кольцевую канавку в отверстии шпинделя и не освободят хвостовик оправки. Оправка остается в магазине 19, удерживаясь в его гнезде фиксатором 20, а шпиндель поднимается выше, пока его передний конец полностью не освободит инструмент.
Револьверная головка поворачивается относительно оси 18 гидроприводом 16 и зубчатой передачей 17 в следующую позицию до совмещения оправки 15 очередного инструмента с осью шпинделя. Затем цикл работы механизма повторяется.
Больше информации размещено на странице устройства автоматической смены инструментов обрабатывающих центров.
